Vous aimerez peut-être aussi
- Valores ReservoriosDocument20 pagesValores ReservoriosClash ClansPas encore d'évaluation
- Deflexiones en Vigas PDFDocument7 pagesDeflexiones en Vigas PDFGuillermo Solis PedrazaPas encore d'évaluation
- Certificado limpieza trampa grasasDocument2 pagesCertificado limpieza trampa grasasCarlos andres sandovalPas encore d'évaluation
- Cerco SogaDocument14 pagesCerco SogaDiego Rudy ArizapanaPas encore d'évaluation
- Instalaciones eléctricas para edificio de Senati ArequipaDocument3 pagesInstalaciones eléctricas para edificio de Senati ArequipaNavegant da Lua100% (1)
- Hoja de Vida Ing. Ramiro Lopez F.Document38 pagesHoja de Vida Ing. Ramiro Lopez F.Leissy JarroPas encore d'évaluation
- Plan de Mantenimiento de Equipos del Cyber SICOTDocument14 pagesPlan de Mantenimiento de Equipos del Cyber SICOTsaudinPas encore d'évaluation
- Certificado Calibracion TpsDocument2 pagesCertificado Calibracion TpsLeidy Zamora100% (1)
- Capacidad Portante de Cimientos Puente Mireya GuevaraDocument13 pagesCapacidad Portante de Cimientos Puente Mireya GuevaraJafethMoralesOrtegaPas encore d'évaluation
- CelosiaDocument11 pagesCelosiajhonjar2014Pas encore d'évaluation
- Catalogo TradisaDocument156 pagesCatalogo TradisaDenisseRojasPas encore d'évaluation
- Certificacion HipotDocument2 pagesCertificacion HipotRicardo Nicolas Candia Contreras100% (1)
- Verificacion Viga PolipastoDocument8 pagesVerificacion Viga PolipastoHenry GelvisPas encore d'évaluation
- Cuadro de Cargas Tablero TD de Cristian MoralesDocument6 pagesCuadro de Cargas Tablero TD de Cristian MoralesLuis CLPas encore d'évaluation
- PUCALLPA Respuesta A Carta 601-2016 AdicionalDocument2 pagesPUCALLPA Respuesta A Carta 601-2016 AdicionalRossemary ZeballosPas encore d'évaluation
- POZO A TIERRA SOLO Censato SacDocument2 pagesPOZO A TIERRA SOLO Censato SacWilliam Andersen Martinez SantosPas encore d'évaluation
- Perfil Modificado Pariacancha - UcoDocument55 pagesPerfil Modificado Pariacancha - Ucogiancastillo6Pas encore d'évaluation
- Verificación de Viga W18X50Document1 pageVerificación de Viga W18X50RigobertoGuerraPas encore d'évaluation
- Planilla VientosDocument17 pagesPlanilla VientosOrellana Zeballos Luis CristianPas encore d'évaluation
- Tabla EquivalenciasDocument1 pageTabla Equivalenciasjp1023Pas encore d'évaluation
- Diseño de Acero en Vigas Por FlexxionDocument2 pagesDiseño de Acero en Vigas Por FlexxionSamuel Daniel Herrera CordovaPas encore d'évaluation
- Analisis Sismico Estatico AlbañileriaDocument3 pagesAnalisis Sismico Estatico AlbañileriaFredy MezzaPas encore d'évaluation
- CATALOGO-NEXANS - Cable CONTROLDocument8 pagesCATALOGO-NEXANS - Cable CONTROLHiro EBPas encore d'évaluation
- DN100 Certificado de Calibración #CC-011-2018Document2 pagesDN100 Certificado de Calibración #CC-011-2018Edgard HQPas encore d'évaluation
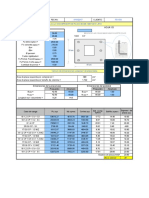
- Hoja de Cálculo Plancha PernosDocument6 pagesHoja de Cálculo Plancha PernosMarinés BorgesPas encore d'évaluation
- Unidad de aire acondicionado split Yorke sistema eficiente y silenciosoDocument6 pagesUnidad de aire acondicionado split Yorke sistema eficiente y silenciosoeselcosacPas encore d'évaluation
- Mc-Bomba 1Document2 pagesMc-Bomba 1Erika MonccaPas encore d'évaluation
- HELUS I-A35wattsDocument2 pagesHELUS I-A35wattsMiguel La Rosa FernandezPas encore d'évaluation
- Reacciones MC 125 ApoyadaDocument6 pagesReacciones MC 125 ApoyadaMiguel J.Pas encore d'évaluation
- Caida de Tension, y Calibre Del Conductor - TrifasicaDocument25 pagesCaida de Tension, y Calibre Del Conductor - TrifasicaDaniel pizarro bazanPas encore d'évaluation
- MEMORIA DESCRIPTIVA Diseño de Captacion Ladera y Tirolesa 2Document25 pagesMEMORIA DESCRIPTIVA Diseño de Captacion Ladera y Tirolesa 2Andy LivePas encore d'évaluation
- Certificado de Calibraci N 24685 - AQUAVITA S.A.C. - 20220503.20220502Document3 pagesCertificado de Calibraci N 24685 - AQUAVITA S.A.C. - 20220503.20220502Eulises Vasquez TafurPas encore d'évaluation
- Diseño de Albañilería EtabsDocument46 pagesDiseño de Albañilería EtabsEither BenegasPas encore d'évaluation
- Certificado Dinamometro NiaDocument3 pagesCertificado Dinamometro NiaPercy MejiaPas encore d'évaluation
- Mantenimiento de carretera en Vitor - Desglose de gastos generalesDocument1 pageMantenimiento de carretera en Vitor - Desglose de gastos generalesRosman Yober Ibañez GutierrezPas encore d'évaluation
- Apu CarretosDocument2 pagesApu CarretosDavidPas encore d'évaluation
- Ceramica San Lorenzo Ficha Tecnica 20X90 QUICHE NATURALDocument1 pageCeramica San Lorenzo Ficha Tecnica 20X90 QUICHE NATURALCinthia L MárquezPas encore d'évaluation
- 398 Cert Megometro Amprobe Amb-25 Electrotel PDFDocument2 pages398 Cert Megometro Amprobe Amb-25 Electrotel PDFELECTROTEL PERU SACPas encore d'évaluation
- Calibración megóhmetro EE-2493-2021Document2 pagesCalibración megóhmetro EE-2493-2021Quispe Flores AlfonsoPas encore d'évaluation
- Certificación de Operatividad - Trampas de Grasa UriramenDocument1 pageCertificación de Operatividad - Trampas de Grasa UriramenAlejandro Lung0% (1)
- Max Dem y Selecc Conductores DariDocument5 pagesMax Dem y Selecc Conductores DariBrainer CalderónPas encore d'évaluation
- Análisis de Precios Unitarios: PáginaDocument14 pagesAnálisis de Precios Unitarios: PáginaE Altamirano PardoPas encore d'évaluation
- Longitud de DesarrolloDocument92 pagesLongitud de Desarrolloalfredo_ep6Pas encore d'évaluation
- 03 Memoria Calculo de II - SsDocument9 pages03 Memoria Calculo de II - SschuachupomaPas encore d'évaluation
- Diseño de Puentes-30 ML - TarairiDocument7 pagesDiseño de Puentes-30 ML - TarairiJavier Gudiño MarquezPas encore d'évaluation
- Analisis de Viga Monorriel Colgante Como Luz Simple Monorriel-WDocument47 pagesAnalisis de Viga Monorriel Colgante Como Luz Simple Monorriel-WKat Espinoza PedemontePas encore d'évaluation
- Hoja PredimensionamientoDocument7 pagesHoja PredimensionamientoElvis Jhordy Mamani UscamaytaPas encore d'évaluation
- Matriz de InteresadosDocument7 pagesMatriz de InteresadosBellPas encore d'évaluation
- 2019-032 - Plancha de Acero A500 3 - 8 PDFDocument12 pages2019-032 - Plancha de Acero A500 3 - 8 PDFNino OskaPas encore d'évaluation
- Hdpe Luis Mamani FinalDocument16 pagesHdpe Luis Mamani FinalKeithAlejandroValdezGutierrezPas encore d'évaluation
- Calculo de Pozo A TierraDocument3 pagesCalculo de Pozo A TierraJhimi Alexander ZeñaPas encore d'évaluation
- Cronograma de CalibracionDocument7 pagesCronograma de CalibracionIDELSONPas encore d'évaluation
- Memoria de Calculo Tijeral MetalicoDocument5 pagesMemoria de Calculo Tijeral MetalicoRicardo Miguel Samanamud AceroPas encore d'évaluation
- Barras redondas lisas y pulidas ASTM A36 y SAE1045Document2 pagesBarras redondas lisas y pulidas ASTM A36 y SAE1045Juan RS100% (1)
- Estructura de costos propuesta servicioDocument8 pagesEstructura de costos propuesta servicioWinder Damian Juarez SegoviaPas encore d'évaluation
- Diseño de Puente de Bambu para Ensayo RealDocument9 pagesDiseño de Puente de Bambu para Ensayo RealJhonatanDanielPas encore d'évaluation
- Calculo de Mayores y Menores Metrados - Adi ParqueDocument3 pagesCalculo de Mayores y Menores Metrados - Adi Parquemiguel angel perez palominoPas encore d'évaluation
- Predimensionamiento de Vigas y LozaDocument29 pagesPredimensionamiento de Vigas y LozaKetty Juanita Socualaya LaraPas encore d'évaluation
- Calibración de manómetro de autoclave mediante método directo e indirectoDocument17 pagesCalibración de manómetro de autoclave mediante método directo e indirectoPaola ReveloPas encore d'évaluation
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108D'EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Évaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Segmentación, mercados meta y posicionamientoDocument40 pagesSegmentación, mercados meta y posicionamientoAnonymous TXTsNZO0K8Pas encore d'évaluation
- Mercado de Consumo y de NegociosDocument35 pagesMercado de Consumo y de NegociosAnonymous TXTsNZO0K8100% (1)
- Malla IndustrialesDocument1 pageMalla IndustrialesAnonymous TXTsNZO0K8Pas encore d'évaluation
- Analisis FinancieroDocument13 pagesAnalisis FinancieroAnonymous TXTsNZO0K8Pas encore d'évaluation
- Malla IndustrialesDocument1 pageMalla IndustrialesAnonymous TXTsNZO0K8Pas encore d'évaluation
- Indeco 2016Document34 pagesIndeco 2016Anonymous TXTsNZO0K8Pas encore d'évaluation
- Todopmpguia2018pmbok6 PDFDocument503 pagesTodopmpguia2018pmbok6 PDFAnonymous vA7MJfm100% (6)
- Mercado de Consumo y de NegociosDocument35 pagesMercado de Consumo y de NegociosAnonymous TXTsNZO0K8100% (1)
- Por qué no usan el gas natural en Los OlivosDocument24 pagesPor qué no usan el gas natural en Los OlivosAnonymous TXTsNZO0K8Pas encore d'évaluation
- Plan de Estudios de Ingeniería IndustrialDocument5 pagesPlan de Estudios de Ingeniería IndustrialAnonymous TXTsNZO0K8Pas encore d'évaluation
- Análisis FinancieroDocument56 pagesAnálisis FinancieroAnonymous TXTsNZO0K8Pas encore d'évaluation
- Evaluacion Tecnica SeñaleticaDocument8 pagesEvaluacion Tecnica SeñaleticaAnonymous TXTsNZO0K8Pas encore d'évaluation
- Diagnóstico, Mejora e InnovaciónDocument32 pagesDiagnóstico, Mejora e InnovaciónAnonymous TXTsNZO0K8Pas encore d'évaluation
- Analisis FinancieroDocument13 pagesAnalisis FinancieroAnonymous TXTsNZO0K8Pas encore d'évaluation
- INFOGRAFÍADocument1 pageINFOGRAFÍAAnonymous TXTsNZO0K8Pas encore d'évaluation
- El Suelo IntroducciónDocument25 pagesEl Suelo IntroducciónAnonymous TXTsNZO0K8Pas encore d'évaluation
- El SueloDocument26 pagesEl SueloAnonymous TXTsNZO0K8Pas encore d'évaluation
- Acta de Reunión N°4Document1 pageActa de Reunión N°4Anonymous TXTsNZO0K8Pas encore d'évaluation
- Perfil Lider ExtraordinarioDocument5 pagesPerfil Lider ExtraordinarioAnonymous TXTsNZO0K8Pas encore d'évaluation
- Bn-Procesos Gestión de RRHHDocument5 pagesBn-Procesos Gestión de RRHHAnonymous TXTsNZO0K8Pas encore d'évaluation
- GP205U Semana 2 - Parte IDocument36 pagesGP205U Semana 2 - Parte IAnonymous TXTsNZO0K8Pas encore d'évaluation
- Implementación de Estrategias - Adm OpDocument11 pagesImplementación de Estrategias - Adm OpAnonymous TXTsNZO0K8Pas encore d'évaluation
- Gestión Moderna Del MantenimientoDocument36 pagesGestión Moderna Del MantenimientoAnonymous TXTsNZO0K8100% (2)
- 1 Gestion Del Mantto Panorama ActualDocument76 pages1 Gestion Del Mantto Panorama ActualBrayan Alva FloresPas encore d'évaluation
- Semana 6 - KPIs de Mantenimiento Rev. 1Document33 pagesSemana 6 - KPIs de Mantenimiento Rev. 1Anonymous TXTsNZO0K8Pas encore d'évaluation
- Resumen Constitución DDHH - Jaho PDFDocument46 pagesResumen Constitución DDHH - Jaho PDFAbraham Daniel AlanyaPas encore d'évaluation
- 6 Introducc Al PMIDocument48 pages6 Introducc Al PMIAnonymous TXTsNZO0K8Pas encore d'évaluation
- Semana 4 - Auditoría de MantenimientoDocument26 pagesSemana 4 - Auditoría de MantenimientoAnonymous TXTsNZO0K8Pas encore d'évaluation
- Derecho Laboral - UNI - FIIS PDFDocument80 pagesDerecho Laboral - UNI - FIIS PDFAnonymous TXTsNZO0K8Pas encore d'évaluation
- Estadio Monumental P.E. RRPP 01Document19 pagesEstadio Monumental P.E. RRPP 01Anonymous TXTsNZO0K8Pas encore d'évaluation
- Balance Trabajo FinalDocument10 pagesBalance Trabajo FinalJose R. FernandezPas encore d'évaluation
- Soldadura de Acero InoxidableDocument31 pagesSoldadura de Acero InoxidableRichard Nelson Antonio Espinoza100% (1)
- Seminario 1 ElectromagnetismoDocument6 pagesSeminario 1 ElectromagnetismoJos Medina DPas encore d'évaluation
- 3a Unidad. Prueba de HipótesisDocument36 pages3a Unidad. Prueba de Hipótesisgonzalo hernandez22% (9)
- Circuito Mando DirectoDocument6 pagesCircuito Mando DirectoAxel GarciaPas encore d'évaluation
- Excel 302 Plantillas y FormulariosDocument10 pagesExcel 302 Plantillas y FormulariosJose VitorPas encore d'évaluation
- Practica 2 Instrumental PDFDocument13 pagesPractica 2 Instrumental PDFZUÑIGA CUEVA CESAR AARONPas encore d'évaluation
- ET RiegoDocument22 pagesET RiegoJuan Manuel Prieto MontesPas encore d'évaluation
- La MultiprogramacionDocument4 pagesLa MultiprogramacionDavid ConsaPas encore d'évaluation
- Argument OsDocument6 pagesArgument OsDanna yam11 CruzPas encore d'évaluation
- Conectar MySQL con NetBeansDocument5 pagesConectar MySQL con NetBeansHector BautistaPas encore d'évaluation
- Anexo 1.-Inventario de Máquinas, Equipos Y Herramientas Motrices CríticasDocument35 pagesAnexo 1.-Inventario de Máquinas, Equipos Y Herramientas Motrices CríticasGSSI ASESORIASPas encore d'évaluation
- Mecanica de Motos Carga y ArranqueDocument52 pagesMecanica de Motos Carga y ArranqueDanny Colmenares100% (3)
- Temario Metodos Matematicos de IngenieriaDocument2 pagesTemario Metodos Matematicos de IngenieriaqueerdramaPas encore d'évaluation
- Presentación Interacciones y TermodinámicaDocument73 pagesPresentación Interacciones y TermodinámicaMargarita ZúñigaPas encore d'évaluation
- Introducción A NTFSDocument14 pagesIntroducción A NTFSchubijonesPas encore d'évaluation
- Informe de PeraltesDocument8 pagesInforme de PeraltesronaldbravoPas encore d'évaluation
- Taller Sistemas Aplicados Tema ExcelDocument2 pagesTaller Sistemas Aplicados Tema ExcelDavid Gonzalez TovarPas encore d'évaluation
- RL5 Iib S4Document3 pagesRL5 Iib S4Marco Antonio Campos Plasencia100% (2)
- Análisis PredictivoDocument8 pagesAnálisis PredictivoBetzaida CoronadoPas encore d'évaluation
- Teoria de La Extincion de IncendiosDocument2 pagesTeoria de La Extincion de IncendiosVictorio AltamiraPas encore d'évaluation
- Unidad 3 Procesos de Cambio de FormaDocument26 pagesUnidad 3 Procesos de Cambio de FormaSamuel Sanchez67% (3)
- Cuestionario de Microprocesador - 1Document10 pagesCuestionario de Microprocesador - 1Hector RodriguezPas encore d'évaluation
- Lab 4...Document1 pageLab 4...Alexander RodriguezPas encore d'évaluation
- Bastidores y MaquinasDocument3 pagesBastidores y Maquinashector gonzalezPas encore d'évaluation
- ACFrOgDD6AxY7UETSY4kWAwCs-HwExWBHVUggApXWx7EXj1JPPsxSdkhhhHvRQWzY24HdatwBuQkOvpBC KWee8sI9FgzkhE8NbW9SwgAgwZUECbH7w Jz46ImmNRkpu PSXFZ f3YbWiZzaJpPxDocument2 pagesACFrOgDD6AxY7UETSY4kWAwCs-HwExWBHVUggApXWx7EXj1JPPsxSdkhhhHvRQWzY24HdatwBuQkOvpBC KWee8sI9FgzkhE8NbW9SwgAgwZUECbH7w Jz46ImmNRkpu PSXFZ f3YbWiZzaJpPxmaria carolina lopez ramirezPas encore d'évaluation
- Formacion de Cristales de Cloruro de Sodio y Técnica de Difracción de Rayos XDocument16 pagesFormacion de Cristales de Cloruro de Sodio y Técnica de Difracción de Rayos XAlexCancioPas encore d'évaluation
- Ejer ResueltosDocument40 pagesEjer ResueltosSebastián AndrésPas encore d'évaluation
- Capitulo V Tubos de Paredes GruesasDocument9 pagesCapitulo V Tubos de Paredes GruesasNick DipePas encore d'évaluation
- Transporte de MembranaDocument7 pagesTransporte de MembranaRobin Junior BarrientOs SaucEdoPas encore d'évaluation