Vous aimerez peut-être aussi
- PIP REEC001 07 REEC001 - Compressor Selection GuidelinesDocument44 pagesPIP REEC001 07 REEC001 - Compressor Selection GuidelinesnoxleekPas encore d'évaluation
- Process Industry Practices Process ControlDocument10 pagesProcess Industry Practices Process ControlEnrique Arellano HidalgoPas encore d'évaluation
- RESE001Document37 pagesRESE001mallesh100% (2)
- PIP PCECV003-2017 Guidelines For Application of Remotely Actuated On-Off ValvesDocument32 pagesPIP PCECV003-2017 Guidelines For Application of Remotely Actuated On-Off Valves刘旭100% (1)
- STD PIP VECQ1001 2009 Vessel Shop Qualification ProcedureDocument27 pagesSTD PIP VECQ1001 2009 Vessel Shop Qualification ProcedureNikunj KPas encore d'évaluation
- Process Industry Practices VesselsDocument54 pagesProcess Industry Practices VesselsAnonymous yCpjZF1rF100% (1)
- Process Industry Practices Machinery: Pip Reee003 Guidelines For General Purpose Nonlubricated Flexible CouplingsDocument9 pagesProcess Industry Practices Machinery: Pip Reee003 Guidelines For General Purpose Nonlubricated Flexible CouplingsdanorcPas encore d'évaluation
- PNSM0110Document16 pagesPNSM0110sprotkar100% (1)
- Petroleum Refinery Relocation Projects: 5-Phases of Project ManagementD'EverandPetroleum Refinery Relocation Projects: 5-Phases of Project ManagementPas encore d'évaluation
- Pip PNSM0105Document6 pagesPip PNSM0105romerobernaPas encore d'évaluation
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsD'EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahPas encore d'évaluation
- Process Industry Practices Vessels: PIP VEFV6100 Vessels/S&T Heat Exchangers Internals DetailsDocument4 pagesProcess Industry Practices Vessels: PIP VEFV6100 Vessels/S&T Heat Exchangers Internals Detailsmsaldivar177Pas encore d'évaluation
- Pip PNSM0120Document6 pagesPip PNSM0120romerobernaPas encore d'évaluation
- PIP VESV1002 Design and Fabrication Specification For Vessels ASME Code Section VIII, Divisions 1 and 2Document44 pagesPIP VESV1002 Design and Fabrication Specification For Vessels ASME Code Section VIII, Divisions 1 and 2d-fbuser-93320248Pas encore d'évaluation
- Pip Eleha01 Electronic Entry Data Sheets For Determining Electrical Area ClassificationDocument2 pagesPip Eleha01 Electronic Entry Data Sheets For Determining Electrical Area ClassificationerstendrainPas encore d'évaluation
- INEG1000Document29 pagesINEG1000Dana Guerrero100% (1)
- PCCCR001Document7 pagesPCCCR001dennisplazaPas encore d'évaluation
- Packaged, Integrally Geared Centrifugal Air Compressors: ScopeDocument11 pagesPackaged, Integrally Geared Centrifugal Air Compressors: ScopeHonesto BautistaPas encore d'évaluation
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988D'EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockPas encore d'évaluation
- Vents, Drains and Instrument Connection DetailsDocument114 pagesVents, Drains and Instrument Connection DetailsEsteban Rios PitaPas encore d'évaluation
- Vents and Drains, Flushing and Cleaning Connections: ScopeDocument13 pagesVents and Drains, Flushing and Cleaning Connections: ScopePanneer BalashanmuganPas encore d'évaluation
- PIP INIH1000 - Hot InsulationDocument26 pagesPIP INIH1000 - Hot InsulationRauf AliyevPas encore d'évaluation
- PIP PNSM0001 - Piping Line Class Design at or SystemDocument20 pagesPIP PNSM0001 - Piping Line Class Design at or SystemKusnadi100% (1)
- Pip Resp73h-97 (1991)Document31 pagesPip Resp73h-97 (1991)Darren KamPas encore d'évaluation
- Process Industry Practices Process Control: Pip Pcsel01D Data Sheet For Instrumentation Junction BoxesDocument3 pagesProcess Industry Practices Process Control: Pip Pcsel01D Data Sheet For Instrumentation Junction Boxesabdo samadPas encore d'évaluation
- G3ir 1000 25 SP 9001 - R1Document72 pagesG3ir 1000 25 SP 9001 - R1Ramu NallathambiPas encore d'évaluation
- VEDV1003Document13 pagesVEDV1003BHAVEESH100% (1)
- ELSHT01Document10 pagesELSHT01Ariel Anibal Aparicio100% (1)
- Pip Ctse2018Document4 pagesPip Ctse2018Kelly BatesPas encore d'évaluation
- Process Industry Practices Insulation: PIP INEG1000 Insulation Design GuideDocument38 pagesProcess Industry Practices Insulation: PIP INEG1000 Insulation Design GuidethakrarhitsPas encore d'évaluation
- Process Industry Practices Piping: Pip Pndmv007 Butterfly Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv007 Butterfly Valve Data Sheet and Standard TermsromerobernaPas encore d'évaluation
- PCEWE001Document19 pagesPCEWE001omujicarPas encore d'évaluation
- Process Industry Practices Coatings: PIP CTSE2001 External Coating Systems Data Sheet Inorganic ZincDocument4 pagesProcess Industry Practices Coatings: PIP CTSE2001 External Coating Systems Data Sheet Inorganic ZincRichard TorrivillaPas encore d'évaluation
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaPas encore d'évaluation
- PNSC0036 (1) InstallationDocument13 pagesPNSC0036 (1) InstallationGerryPas encore d'évaluation
- EXXON EPpressurevesselsDocument14 pagesEXXON EPpressurevesselsharrinsonfPas encore d'évaluation
- PIP VESHP001-Mar. 2017 Hairpin Heat Exchanger SpecificationDocument17 pagesPIP VESHP001-Mar. 2017 Hairpin Heat Exchanger SpecificationAlina Paula OpreaPas encore d'évaluation
- Esstd0202scjp Pip Pnfj8000Document71 pagesEsstd0202scjp Pip Pnfj8000Engr Tahir UL HaqPas encore d'évaluation
- Pip Vesin001 Design and Fabrication Specification For Pressure Vessel InternalsDocument12 pagesPip Vesin001 Design and Fabrication Specification For Pressure Vessel Internalsntrkulja@hotmail.comPas encore d'évaluation
- PCCGN002Document11 pagesPCCGN002Ittle1970100% (1)
- PNCM0004Document8 pagesPNCM0004sprotkarPas encore d'évaluation
- ADG005Document14 pagesADG005prufino2Pas encore d'évaluation
- Process Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsDocument11 pagesProcess Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsermusatPas encore d'évaluation
- Human Factors in Plant Design: ScopeDocument28 pagesHuman Factors in Plant Design: ScopeRajuPas encore d'évaluation
- PNSC0001 ASME B31.3 Metallic Fabrication and ExamDocument17 pagesPNSC0001 ASME B31.3 Metallic Fabrication and ExamLuis Moreno Tovar100% (1)
- Pip Pcea001-2015Document9 pagesPip Pcea001-2015carlosPas encore d'évaluation
- Dampers and Guillotines For Fired Equipment: ScopeDocument8 pagesDampers and Guillotines For Fired Equipment: ScopeAna Bella RosarioPas encore d'évaluation
- Pip Insr1000Document20 pagesPip Insr1000michaelPas encore d'évaluation
- Process Industry Practices Piping: Pip Pndmv005 Check Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv005 Check Valve Data Sheet and Standard TermsermusatPas encore d'évaluation
- PIP - CS Gate Valve DescriptionsDocument22 pagesPIP - CS Gate Valve Descriptionsgbuckley9630100% (1)
- PIP Line Class IndexDocument9 pagesPIP Line Class Indexjagp_24Pas encore d'évaluation
- DRP001-OUF-SPE-W-000-017-B1 Material Certification RequirementsDocument11 pagesDRP001-OUF-SPE-W-000-017-B1 Material Certification RequirementsDaniel MartinezPas encore d'évaluation
- Control of Hydrocarbons, Voc and Air Toxics Emissions: Design PracticesDocument42 pagesControl of Hydrocarbons, Voc and Air Toxics Emissions: Design PracticesGCB GCBPas encore d'évaluation
- Pip Resp003v-2004Document48 pagesPip Resp003v-2004zufriateguiPas encore d'évaluation
- Analyzer 2 Process Industry PracticeDocument4 pagesAnalyzer 2 Process Industry PracticearindammannaPas encore d'évaluation
- Engineering Encyclopedia: Saudi Aramco Piping SystemsDocument23 pagesEngineering Encyclopedia: Saudi Aramco Piping SystemsPrakhar KulshreshthaPas encore d'évaluation
- Process Industry Practices Structural: PIP STE01100 Constructability Design GuideDocument22 pagesProcess Industry Practices Structural: PIP STE01100 Constructability Design Guideeng laythPas encore d'évaluation
- PIP PNE00003 Process Unit and Offsites Layout GuideDocument23 pagesPIP PNE00003 Process Unit and Offsites Layout GuideJhonny RinconesPas encore d'évaluation
- Process Industry Practices Machinery: Pip Resr001 Packaged, Skid-Mounted Industrial Process RefrigerationDocument34 pagesProcess Industry Practices Machinery: Pip Resr001 Packaged, Skid-Mounted Industrial Process RefrigerationDavid Gustavo Duran TangoPas encore d'évaluation
- Mustang PDFDocument159 pagesMustang PDFermusatPas encore d'évaluation
- Industrial Furnaces, 0471387061Document492 pagesIndustrial Furnaces, 0471387061Khin Aung Shwe90% (10)
- Piping Material Class Specification: Nf3 Plant of BipcDocument55 pagesPiping Material Class Specification: Nf3 Plant of BipcermusatPas encore d'évaluation
- Desalting Part 2 May 2009Document51 pagesDesalting Part 2 May 2009ermusatPas encore d'évaluation
- DESALTING Close - May 2009 ModifiedDocument19 pagesDESALTING Close - May 2009 ModifiedermusatPas encore d'évaluation
- Honeywell Enraf PDFDocument7 pagesHoneywell Enraf PDFermusatPas encore d'évaluation
- Meq-Pak: Installation, Operation & Maintenance ManualDocument46 pagesMeq-Pak: Installation, Operation & Maintenance ManualermusatPas encore d'évaluation
- CEN/TC 267 Business Plan Date: 2015-10-30Document7 pagesCEN/TC 267 Business Plan Date: 2015-10-30ermusatPas encore d'évaluation
- Desalting Part 1 May 2009Document104 pagesDesalting Part 1 May 2009ermusatPas encore d'évaluation
- R01-1245 - 5FR, Gasco Saudi, Madinah, FW Tank Planview PDFDocument1 pageR01-1245 - 5FR, Gasco Saudi, Madinah, FW Tank Planview PDFermusatPas encore d'évaluation
- STAS 881-Ed.1971 Motoare Electrice Asincrone Trifazare 0,06-132 KW - Puteri, Tensiuni, Turatii PDFDocument4 pagesSTAS 881-Ed.1971 Motoare Electrice Asincrone Trifazare 0,06-132 KW - Puteri, Tensiuni, Turatii PDFermusatPas encore d'évaluation
- G Me 150 PDFDocument102 pagesG Me 150 PDFermusatPas encore d'évaluation
- 1057-GOAL-L-DB-1001 - Rev C - Piping Design Basis PDFDocument38 pages1057-GOAL-L-DB-1001 - Rev C - Piping Design Basis PDFermusat100% (1)
- STAS 12476-Ed.1986 Pompe Centrifuge, Diagonale Si Axiale - Nivel Admisibil de Vibratii PDFDocument14 pagesSTAS 12476-Ed.1986 Pompe Centrifuge, Diagonale Si Axiale - Nivel Admisibil de Vibratii PDFermusatPas encore d'évaluation
- G Alstom PDMSDocument177 pagesG Alstom PDMSsayedmhPas encore d'évaluation
- The History of A Famous Brand PDFDocument58 pagesThe History of A Famous Brand PDFermusatPas encore d'évaluation
- Glyka Geir PDFDocument15 pagesGlyka Geir PDFermusatPas encore d'évaluation
- Puma5 Elena Cosmo5 EpcDocument16 pagesPuma5 Elena Cosmo5 EpcermusatPas encore d'évaluation
- ASME B31.3 - Substantive Changes To 2014 Edition PDFDocument3 pagesASME B31.3 - Substantive Changes To 2014 Edition PDFermusatPas encore d'évaluation
- System For Piping Global Management: A White Paper February 2004Document24 pagesSystem For Piping Global Management: A White Paper February 2004ermusatPas encore d'évaluation
- MGO Chiller 120kW Cooling Spec. - PDFDocument7 pagesMGO Chiller 120kW Cooling Spec. - PDFAlexandros KritsotakisPas encore d'évaluation
- Regenerated FibresDocument31 pagesRegenerated Fibreszxy_cbe100% (1)
- Southwire Mining Product CatalogDocument32 pagesSouthwire Mining Product Catalogvcontrerasj72Pas encore d'évaluation
- Qa QC Welding Piping Inspector Resume An.Document6 pagesQa QC Welding Piping Inspector Resume An.nivasssvPas encore d'évaluation
- Wall Treatments: Arshpreet Kaur Matharoo L-2015-HSC-10-BIDDocument38 pagesWall Treatments: Arshpreet Kaur Matharoo L-2015-HSC-10-BIDAISXOXOPas encore d'évaluation
- Cable Trays NEMA ClassificationsDocument2 pagesCable Trays NEMA ClassificationsJoel Alcantara100% (1)
- Hojas de Sierra Wood-Mizer.Document8 pagesHojas de Sierra Wood-Mizer.Enrique HernandezPas encore d'évaluation
- Conectores 15000 Psi MS-02-335Document10 pagesConectores 15000 Psi MS-02-335Pierre MejiaPas encore d'évaluation
- PM High Strength Magnetic Alloys PDFDocument13 pagesPM High Strength Magnetic Alloys PDFSAMIT JAINPas encore d'évaluation
- Formula of MgSO4xH2ODocument2 pagesFormula of MgSO4xH2OMuhammad Sohail SohailPas encore d'évaluation
- Paint Master Bonding Liquid - TDSDocument2 pagesPaint Master Bonding Liquid - TDSMichael JoudalPas encore d'évaluation
- Ensinger - TecapeekDocument2 pagesEnsinger - TecapeekPaul ScottPas encore d'évaluation
- Force Weight Flow MeasurementDocument98 pagesForce Weight Flow Measurementvenkat aPas encore d'évaluation
- Strand Make-Up According To DIN VDE 0295, IEC 60228 and HD 383Document1 pageStrand Make-Up According To DIN VDE 0295, IEC 60228 and HD 383rocketvtPas encore d'évaluation
- IMM BR IR enDocument13 pagesIMM BR IR enwatnaPas encore d'évaluation
- AASHTO T121 Testing FormDocument4 pagesAASHTO T121 Testing Formdep_vinPas encore d'évaluation
- ECSS-Q-ST-70C Materials, Mechanical Parts and ProcessesDocument68 pagesECSS-Q-ST-70C Materials, Mechanical Parts and Processesdumi_userPas encore d'évaluation
- CP13 1999Document55 pagesCP13 1999Nyan Myint TunPas encore d'évaluation
- Chapter 10 - Precast Elements: WJ Martin 10.1 ScopeDocument12 pagesChapter 10 - Precast Elements: WJ Martin 10.1 ScopeChinwendu Cno Onwukwe100% (2)
- Fisher GX Control Valve and Actuator SystemDocument36 pagesFisher GX Control Valve and Actuator Systemsugeng wahyudiPas encore d'évaluation
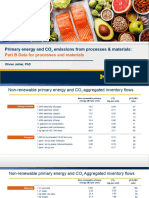
- Primary Energy - Part B - STUDENTDocument6 pagesPrimary Energy - Part B - STUDENTHao Phan AnhPas encore d'évaluation
- Basement Parking PDFDocument6 pagesBasement Parking PDFShameel PtPas encore d'évaluation
- Hydrometallurgical Process: Analysis of Free, Total & WAD Cyanide in Gold Leach Slurry & WastewaterDocument1 pageHydrometallurgical Process: Analysis of Free, Total & WAD Cyanide in Gold Leach Slurry & WastewaterJUNIORPas encore d'évaluation
- Ammonia Synthesis CatalystsDocument16 pagesAmmonia Synthesis CatalystsSaqib Ali0% (1)
- C ClampDocument26 pagesC Clamparulmurugu100% (4)
- BQ With PriceDocument26 pagesBQ With PriceLee Yuxuan100% (1)
- Hufcor 632 Paired F4149FDocument6 pagesHufcor 632 Paired F4149Fdoody.dpujaPas encore d'évaluation
- Terracycle Opportunities at UW - Stout: A Feasibility StudyDocument36 pagesTerracycle Opportunities at UW - Stout: A Feasibility StudyAlakesh GangwalPas encore d'évaluation
- Series of Eyeleting Machine: Chengdu A-OK Electromechanical Equipment Co.,LtdDocument8 pagesSeries of Eyeleting Machine: Chengdu A-OK Electromechanical Equipment Co.,LtdTimmy Shop TimmyCarePas encore d'évaluation