IOSR Journal of Applied Chemistry (IOSR-JAC)
e-ISSN: 2278-5736.Volume 8, Issue 9Ver. I (Sep. 2015), PP 07-11
www.iosrjournals.org
Corrosion Characterization of Aluminium 7075 / Red Mud Metal
Matrix Composites
1
M.Mamatha, 2P.V.Krupakara, 3K Sreenivasa
Department of Chemistry, Nagarjuna College of Engineering, Bangalore
Department of Chemistry, Adharsha Institute of Technology, Bangalore
3
Department of Chemistry, SJC Institute of technology, Chickballapur, Karnataka
2
Abstract: Metal matrix composites are heterogeneous systems containing matrix and reinforcement. Their
physical and mechanical properties can be tailored according to requirement. They are used in automobile,
aircraft and marine industries because of their increased corrosion resistance. In this paper weight loss
corrosion test, open circuit potential test and potentiostat test are conducted on Aluminium 7075/ Red Mud
metal matrix composites in different concentrated neutral chloride solutions like sodium chloride solutions.
Composites are prepared by liquid melt metallurgy technique using vortex method. Composites containing 2, 4
and 6 percent of red mud are prepared according to ASTM standards. Specimens are machined and made
ready by standard metallographic methods. Weight loss corrosion studies open circuit potential studies and
potentiostat studies are carried out in 0.035, 0.35 and 3.5% solutions of sodium chloride. The corrosion rate
decreases with increase in the exposure time for all specimens in all corrodents in all the methods of testing.
Corrosion rate also decreases with the increase in reinforcement content of the composites. Hence the
composites can be used for the manufacture of the equipments used in marine environment so that they lost
long.
Key words: Composites, Corrosion, Aluminium 7075, Red mud, Vortex
I.
Introduction
Metal matrix composites (MMCs) reinforced with ceramic particulates, whiskers, has received
increasing attention due to their potentially high fracture toughness and strength 1-5. Particle reinforced
aluminum MMCs find potential applications in several thermal environments, especially in the automobile
engine parts, such as drive shafts, cylinders, pistons, and brake rotors6, and in space applications. With the
exception of noble metals, no metal and alloy is stable in air at room temperature, which tend to form oxides.
Most of the metals in the solid or liquid state are morphologically unstable in air at any temperature. An
investigation relating to the temperature profiles of the piston area in a diesel engine has shown that the
temperature can reach as high as 200-600c in certain regions of the piston7. As the piston and cylinder areas
are exposed to high temperature environment, the MMCs used here should have sufficient stability as well as
good mechanical and chemical strength (oxidation). Oxidation occurring at grain boundaries in alloys and at the
interface between particle and matrix in mmcs usually increases intergranular fracture, resulting in premature
failure and severe brittleness8-10. Therefore, in high-temperature applications, it is essential to have a thorough
understanding of the oxidation behaviour of the aluminum MMCs.
II.
Experimental Procedure
Material selection
In the present study, liquid metallurgy technique is adopted and Aluminium 7075, which exhibits
excellent casting properties and reasonable strength, is used as the base alloy Aluminium 7075 alloy with good
strength is suitable for mass production of lightweight metal castings. The chemical compositions of the
Aluminium 7075 alloy are given in Table I.
Table I Chemical Composition of Aluminium 7075 alloy
Red mud is a waste obtained after the removal of aluminium from its ore. Its EDS analysis reveals the presence
of oxides of iron, silicon, titanium, zirconium etc. it behaves as a ceramic material. It is obtained from
HINDALCO, Renikoot district, UP. 50-80 m size particulates of red mud are used in this study.
The testing corrodent medium selected is 0.035, 0.35 and 3.5% solutions of sodium chloride.
DOI: 10.9790/5736-08910711
www.iosrjournals.org
7 |Page
Corrosion Characterization of Aluminium 7075 / Red Mud Metal Matrix Composites
Composites preparation
The liquid metallurgy route using vortex technique 11-12 is employed to prepare the composites. The
weight percentage of red mud used was 3-7 weight percentages in steps 2%. Matrix was also casted in the same
way for comparision.
Specimen preparation:
For weight loss corrosion test the composite along with matrix were cut in to cylindrical shaped
specimens of dimesion18 cm x 18 cm and for open circuit potential test and potentiostat test specimens of size
20mm x 10 mm x 1mm were machined. Dimensions of all specimens were noted down using vernier gauge.
Corrosion test
The corrosion tests were conducted at room temperature using the conventional weight loss method.
Weighed specimens were immersed in the corrodents and taken out at 24, 48, 72, and 96h. Weight loss was
calculated and converted into corrosion rate and expressed in mils penetration per year (mpy) 13.
Corrosion rate is calculated using the following formula
Corrosion Rate in mpy =534W/DAT
. (1)
Where W is the weight loss in grams, D is density of the specimen gm/cc, A is the area of the specimen
(inch2) and T is the exposure time in hours.
For open circuit potential test the specimen were coupled with calomel electrode and connected to a
multi meter, then dipped in corrodent solutions and the potential developed was noted down every hour.
For potentiostat test the equipment used is a potentiostat-Galvanostat (model CL95) in connection with a
function generator and graphic plotter. These devices are interfaced with a personal computer in order to
simulate the results obtained. Corrosion rate in mpy is directly obtained in the computer.
III.
Results And Discussion
Figures 1 to 3 give the corrosion rate of composites by conventional weight loss method and Figures 4
to 6 shows the simulation curves for open circuit potential with different percentage of Red mud in MMCs and
matrix in different concentrated solutions of sodium chloride. Figs 8 to 16 are the simulation curves for
potentiostatic studies of the MMCs in comparison with matrix.
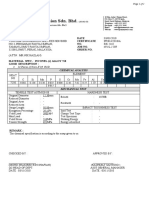
Fig.1: Weight loss corrosion in 0.035%
Sodium chloride solution
DOI: 10.9790/5736-08910711
Fig.2: Weight loss corrosion in 0.35%
sodium chloride solution
www.iosrjournals.org
8 |Page
Corrosion Characterization of Aluminium 7075 / Red Mud Metal Matrix Composites
0 .6
0 .5
p o te n tia l(V )
0 .4
0%
2%
0 .3
4%
6%
0 .2
0 .1
h o u rs
Fig.3: Weight loss corrosion in 3.5%
sodium chloride solution
0%
0 .6
2%
0 .4
4%
0 .2
6%
0
%
2
%
4
%
0.8
0.6
0.4
0.2
Fig 5: Open circuit potential test
in 0.35 % sodium chlorides solution
Fig 7: Ptentiostat test
in 0.035 % sodium chlorides solution
DOI: 10.9790/5736-08910711
30
24
13
h o u rs
0
1
31
26
16
11
0
1
POTENTIAL(v)
1.2
0 .8
p o t e n t ia l( V )
Fig 4: Open circuit potential test
in 0.035%sodium chloride solution
HOURS
Fig 6: Open circuit potential test
in 3.5 % sodium chlorides solution
Fig 8: Potentiostat test
in 0.35 % sodium chlorides solution
www.iosrjournals.org
9 |Page
Corrosion Characterization of Aluminium 7075 / Red Mud Metal Matrix Composites
Fig 9: Potentiostat test in 3.5 % sodium chlorides solution
Wt%
Conc. Of NaCl
0.035%
0.35%
3.5%
0
1.3289
1.8004
3.6009
3
5
Corrosion rate in 104mpy
0.985
0.7502
1.8004
1.7361
3.6009
3.2365
7
0.073
1.5218
2.3577
Table 2: Corrosion rate for different concentrations of sodium chloride solutions for matrix alloy and its
composites.
Effect of exposure time
In weight loss corrosion test (figures 1-3) it is observed that MMCs and matrix exhibit a decrease in
corrosion rate with increase in test duration in all concentrations of sodium chloride solutions. It is clear from
graphs that the corrosion resistances of the composites are higher when compared to that of matrix in all
mediums. Same trend is observed in open circuit potential test also (figures 4-6), where the potential developed
for MMCs and matrix go on decreasing with exposure time and become constant after thirty hours of exposure.
The potentials experienced by MMCs are less when compared to that of matrix. In both the tests there will be a
black deposit development on the specimens. The phenomenon of gradually decreasing corrosion rate indicates
a possible passivation of the matrix alloy. De Salazar et al [14] explained that the protective black film consists
of hydrogen hydroxy chloride film, which retards the forward reaction. Castle et al [15] pointed out that the
black film consists of aluminium hydroxide compound. This layer protects further corrosion in acid media. But
exact chemical nature of such protective film is still not established.
Effect of red mud content
From the figures1-6, it can be clearly observed that for MMCs, corrosion rate decreases monotonically
with increase in red mud content. In the present case, the corrosion rate of the composites as well as the matrix
alloy is predominantly due to the formation of pits, cracks on the surface. In the case of the base alloy, the
severity of the base used induces crack formation on the surface, which eventually leads to the formation of pits,
thereby causing the loss of material. The presence of cracks and pits on the base alloy surface was observed
clearly, since there is no reinforcement provided in any form the base alloy fails to provide any sort of resistance
to the basic medium. Hence the weight loss in the case of un-reinforced alloy is higher than in the case of
composites. Same explanation can also be adopted to open circuit potential test.
Potentiostat test results in different concentrations of sodium chloride are shown in table 2. For all
specimens irrespective of percentage of red mud reinforcement the corrosion rate increased with increase in
normality of NaCl solution. An increase in the weight percentage of red mud particulates appeared to shift the
polarization curve slightly towards the current axis than that of alloy. Ceramic reinforcement particles act as
insulator and remain inert in the acidic medium during the test. Hence the corrosion rate decreases with increase
in red mud content in MMCs, which may decrease the area of exposure of alloy with increase in the
reinforcement. Less exposure of the MMCs area to aggressive chloride environments in corrosion testing led to
lesser pitting as well as corrosion than that of the matrix alloy. Reinforcements in the MMCs decrease the
corrosion density, which further decreases with additional reinforcement [16-17]. The pits on the matrix alloy
were more when compared with those of MMCs. This may be due to the exposure of less matrix alloy surface
in MMCs than matrix alloy, by the addition of reinforcement.
From table 2 it can be clearly seen that the ceramic reinforcement particles act as insulator and remain
inert in the acidic medium during the test. Hence the corrosion rate decreases with increase in red mud content
in MMCs, which may decrease the area of exposure of alloy with increase in the reinforcement. Less exposure
of the MMCs area to aggressive chloride environments in corrosion testing led to lesser pitting as well as
corrosion than that of the matrix alloy.
DOI: 10.9790/5736-08910711
www.iosrjournals.org
10 |Page
Corrosion Characterization of Aluminium 7075 / Red Mud Metal Matrix Composites
IV.
Conclusions
Aluminium 7075 based MMCs reinforced with 2, 4 to 6% of red muds were successfully produced by
liquid melt metallurgical technique.
The rate of corrosion of both the alloy and composite decreased with time duration.
The potential developed by both the alloy and composite decreased with time duration.
Normality of NaCl plays a significant role in the corrosion of MMCs. Corrosion rate of the alloy and
MMCs increased with increase in the concentration of NaCl solutions. The cathodic polarization curves
were function of the normality of NaCl and reinforcement concentration with hydrogen reduction
increasing with increase in reinforcement.
The corrosion rate of the composites was lower than that of the corresponding matrix alloy.
The corrosion by weight loss of the composite decreased with increase in the weight percentage of the
reinforcement.
The use of MMCs in bearing applications in marine environment more suitable than matrix alloy
References:
[1].
[2].
[3].
[4].
[5].
[6].
[7].
[8].
[9].
[10].
[11].
[12].
[13].
[14].
[15].
[16].
[17].
Elomari, s., Boukhili, r. & Skibo, M.D., Dynamic mechanical analysis of prestrained Al2O3/Al metal-matrix composite Jour.
Mater. Sci., vol.30, (1995) pp.3037.
Fridlymander, J.N., Metal Matrix Composites, Chapman and hall, oxford, 1995.
Jones, H., Lavender, C.A. & Smith, M.T., Scripta Metall., vol. 21, (1987) pp.1565.
Girish, B.M., Kamath, R., & Satish, B.M., Fractography, fluidity, and tensile properties of aluminum/hematite particulate
composites Jour. Of Mat. Engg. & Perf. vol.8 (1999) pp.1999.
Feest, E.A., Metal matrix composites for industrial application Mater. Design, vol. 7 (1986) pp.58
John E. Allison & Gerald S. Cole, Jour. Metals, vol. 45, (1993) pp.29.
Bowles, R.R., Macini, D.L. & Toaz, M.W., in Advanced Composites- The Latest Developments edited by Peter Beardmore and
Carl F.Johnson, Proceeding of the Second Conference on Advanced Composites, (ASTM International, Michigan, 1990) pp.21.
Rizhan, Z., Manjiou, G., & Yu, Z., Oxid. Metal., vol.27,(1987) pp.253.
Brincknell, R.H., & Woodford, D.A., Grain boundary embrittlement of the iron-base superalloy IN903A Metall. Trans. Vol.2A,
(1981) pp.1673-80
Woodford, D.A., & Bricknell, R.H, The embrittlement of nickel following high temperature air exposure Metall. Trans.,
vol.12A,(1981) pp. 425.
Abdul Jameel, Krupakara P V, Jayaprakash H V, Veeraiah M K Corrosion studies of Al6061/ Red mud Metal Matrix Composites
J. Electrochem Soc. India, 60 (2011)100-104
Min, K.S., Ardell, A.J. Eck, S.J., & Chen, F.C., Jour. Mater. Sci., vol. 30 (1995), pp.5479.
P.P.Trzaskoma, E.McCafferty in Aluminium Surface treatment technology, ed. R.S.Alwitt, G.E.Thompson (pennington, JH: The
electrochemical Society 1986), p.171.
J.M.G.De Salazar, A. Urefia, S.Manzanedo, M.I.Barrena, Corrosion behaviour of AA6061 and AA7005 reinforced with Al 2O3 s in
aerated 3.5% chloride solution: potentiodyanamic measurements and microstructure evaluation, Corrosion Science, vol.41, 1999,
pp.529-545.
J.E.Castle, L.Sun, and H.Yan, The use of scanning auger microscopy to locate cathodic centres in SiC p/Al-6061 MMC and to
determine the current density at which they operate, Corrosion Science, vol.36(6), 1994, pp.1093-1110.
O.P.Modi, M.Saxena, B.K.Prasad, A.H.Yogeswaran and M.L.Vaidya, Jour.Mater.Sci.27 (1992) 3896
M.Saxena, O.P.Modi, B.K.Prasad and A.K.Jha, Erosion and corrosion characteristics of an aluminium alloy-alumina fibre
composite Wear, 169 (1993) 119
DOI: 10.9790/5736-08910711
www.iosrjournals.org
11 |Page
Vous aimerez peut-être aussi
- "I Am Not Gay Says A Gay Christian." A Qualitative Study On Beliefs and Prejudices of Christians Towards Homosexuality in ZimbabweDocument5 pages"I Am Not Gay Says A Gay Christian." A Qualitative Study On Beliefs and Prejudices of Christians Towards Homosexuality in ZimbabweInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- The Role of Extrovert and Introvert Personality in Second Language AcquisitionDocument6 pagesThe Role of Extrovert and Introvert Personality in Second Language AcquisitionInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- The Impact of Technologies On Society: A ReviewDocument5 pagesThe Impact of Technologies On Society: A ReviewInternational Organization of Scientific Research (IOSR)100% (1)
- A Review of Rural Local Government System in Zimbabwe From 1980 To 2014Document15 pagesA Review of Rural Local Government System in Zimbabwe From 1980 To 2014International Organization of Scientific Research (IOSR)Pas encore d'évaluation
- A Proposed Framework On Working With Parents of Children With Special Needs in SingaporeDocument7 pagesA Proposed Framework On Working With Parents of Children With Special Needs in SingaporeInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Attitude and Perceptions of University Students in Zimbabwe Towards HomosexualityDocument5 pagesAttitude and Perceptions of University Students in Zimbabwe Towards HomosexualityInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Socio-Ethical Impact of Turkish Dramas On Educated Females of Gujranwala-PakistanDocument7 pagesSocio-Ethical Impact of Turkish Dramas On Educated Females of Gujranwala-PakistanInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Assessment of The Implementation of Federal Character in Nigeria.Document5 pagesAssessment of The Implementation of Federal Character in Nigeria.International Organization of Scientific Research (IOSR)Pas encore d'évaluation
- An Evaluation of Lowell's Poem "The Quaker Graveyard in Nantucket" As A Pastoral ElegyDocument14 pagesAn Evaluation of Lowell's Poem "The Quaker Graveyard in Nantucket" As A Pastoral ElegyInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Relationship Between Social Support and Self-Esteem of Adolescent GirlsDocument5 pagesRelationship Between Social Support and Self-Esteem of Adolescent GirlsInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Investigation of Unbelief and Faith in The Islam According To The Statement, Mr. Ahmed MoftizadehDocument4 pagesInvestigation of Unbelief and Faith in The Islam According To The Statement, Mr. Ahmed MoftizadehInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Edward Albee and His Mother Characters: An Analysis of Selected PlaysDocument5 pagesEdward Albee and His Mother Characters: An Analysis of Selected PlaysInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Comparative Visual Analysis of Symbolic and Illegible Indus Valley Script With Other LanguagesDocument7 pagesComparative Visual Analysis of Symbolic and Illegible Indus Valley Script With Other LanguagesInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Topic: Using Wiki To Improve Students' Academic Writing in English Collaboratively: A Case Study On Undergraduate Students in BangladeshDocument7 pagesTopic: Using Wiki To Improve Students' Academic Writing in English Collaboratively: A Case Study On Undergraduate Students in BangladeshInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Transforming People's Livelihoods Through Land Reform in A1 Resettlement Areas in Goromonzi District in ZimbabweDocument9 pagesTransforming People's Livelihoods Through Land Reform in A1 Resettlement Areas in Goromonzi District in ZimbabweInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Importance of Mass Media in Communicating Health Messages: An AnalysisDocument6 pagesImportance of Mass Media in Communicating Health Messages: An AnalysisInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Human Rights and Dalits: Different Strands in The DiscourseDocument5 pagesHuman Rights and Dalits: Different Strands in The DiscourseInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Beowulf: A Folktale and History of Anglo-Saxon Life and CivilizationDocument3 pagesBeowulf: A Folktale and History of Anglo-Saxon Life and CivilizationInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- An Exploration On The Relationship Among Learners' Autonomy, Language Learning Strategies and Big-Five Personality TraitsDocument6 pagesAn Exploration On The Relationship Among Learners' Autonomy, Language Learning Strategies and Big-Five Personality TraitsInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- The Lute Against Doping in SportDocument5 pagesThe Lute Against Doping in SportInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Role of Madarsa Education in Empowerment of Muslims in IndiaDocument6 pagesRole of Madarsa Education in Empowerment of Muslims in IndiaInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Women Empowerment Through Open and Distance Learning in ZimbabweDocument8 pagesWomen Empowerment Through Open and Distance Learning in ZimbabweInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Classical Malay's Anthropomorphemic Metaphors in Essay of Hikajat AbdullahDocument9 pagesClassical Malay's Anthropomorphemic Metaphors in Essay of Hikajat AbdullahInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Substance Use and Abuse Among Offenders Under Probation Supervision in Limuru Probation Station, KenyaDocument11 pagesSubstance Use and Abuse Among Offenders Under Probation Supervision in Limuru Probation Station, KenyaInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Kinesics, Haptics and Proxemics: Aspects of Non - Verbal CommunicationDocument6 pagesKinesics, Haptics and Proxemics: Aspects of Non - Verbal CommunicationInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- A Study On The Television Programmes Popularity Among Chennai Urban WomenDocument7 pagesA Study On The Television Programmes Popularity Among Chennai Urban WomenInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Designing of Indo-Western Garments Influenced From Different Indian Classical Dance CostumesDocument5 pagesDesigning of Indo-Western Garments Influenced From Different Indian Classical Dance CostumesIOSRjournalPas encore d'évaluation
- Motivational Factors Influencing Littering in Harare's Central Business District (CBD), ZimbabweDocument8 pagesMotivational Factors Influencing Littering in Harare's Central Business District (CBD), ZimbabweInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Micro Finance and Women - A Case Study of Villages Around Alibaug, District-Raigad, Maharashtra, IndiaDocument3 pagesMicro Finance and Women - A Case Study of Villages Around Alibaug, District-Raigad, Maharashtra, IndiaInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Design Management, A Business Tools' Package of Corporate Organizations: Bangladesh ContextDocument6 pagesDesign Management, A Business Tools' Package of Corporate Organizations: Bangladesh ContextInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- A Runner-Gate Design System For Die CastingDocument4 pagesA Runner-Gate Design System For Die CastingDiazPas encore d'évaluation
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaPas encore d'évaluation
- 25 Omni X Tube Bending GuideDocument15 pages25 Omni X Tube Bending GuideMartin SilisquePas encore d'évaluation
- Manufacturing Engineering AssignmentDocument11 pagesManufacturing Engineering Assignmentiqbol_909892Pas encore d'évaluation
- Itb - PPT Final Matl Idf Workshop PT - Ip 21-23 Agst 2019Document113 pagesItb - PPT Final Matl Idf Workshop PT - Ip 21-23 Agst 2019Rizqi PriatnaPas encore d'évaluation
- DV462S1 5-EnDocument1 pageDV462S1 5-EnchemibermudezPas encore d'évaluation
- Poster Ajay Kumar ShuklaDocument1 pagePoster Ajay Kumar ShuklaShankhaPathakPas encore d'évaluation
- Bangalore DataDocument300 pagesBangalore DataamandeepPas encore d'évaluation
- MST-Structural Steel RepairDocument11 pagesMST-Structural Steel RepairDelta akathehuskyPas encore d'évaluation
- HastelloyDocument24 pagesHastelloyTalha ImtiazPas encore d'évaluation
- Piramis BroucherDocument24 pagesPiramis BroucherProjects PrincessPalacePas encore d'évaluation
- SA 516-70 PWHT at 1100 F For 1 Hr. Satisfy UG-84 Reqmn't (Impact Test)Document4 pagesSA 516-70 PWHT at 1100 F For 1 Hr. Satisfy UG-84 Reqmn't (Impact Test)Subhan HarahapPas encore d'évaluation
- c106 PDFDocument2 pagesc106 PDFghetto_bmx_boyPas encore d'évaluation
- BS Iso 4991Document27 pagesBS Iso 4991Thomas ValoPas encore d'évaluation
- Minerals Associated With LateritesDocument14 pagesMinerals Associated With LateritesD'leh EvoletPas encore d'évaluation
- NiplesDocument59 pagesNiplesJose LiraPas encore d'évaluation
- Understanding Magnesium Heat TreatmentDocument2 pagesUnderstanding Magnesium Heat Treatmentmp87_ingPas encore d'évaluation
- Difference Between Up Milling and Down MillingDocument4 pagesDifference Between Up Milling and Down MillingT. VeerabhadraiahPas encore d'évaluation
- 7-12-0036 Rev 4Document4 pages7-12-0036 Rev 4cynidePas encore d'évaluation
- Soldering To Stainless SteelDocument1 pageSoldering To Stainless SteelMiguel ClementePas encore d'évaluation
- DIN 50938-2000 Black Oxide Treatment PDFDocument7 pagesDIN 50938-2000 Black Oxide Treatment PDFHenrique MarquesPas encore d'évaluation
- GALVALUME Sheet Carbon Steel SpecsDocument6 pagesGALVALUME Sheet Carbon Steel SpecsHarshith Rao Vadnala100% (1)
- SAE - AMS 4050hv004Document9 pagesSAE - AMS 4050hv004Nilesh PatilPas encore d'évaluation
- Inconel (R)Document1 pageInconel (R)Azril DahariPas encore d'évaluation
- Asme b18!8!4m Pin Materials and HardnessDocument2 pagesAsme b18!8!4m Pin Materials and Hardnessjaskaran singhPas encore d'évaluation
- Effect of Heat Tretment On Hardness of 6082 t6 Alminium AlloyDocument5 pagesEffect of Heat Tretment On Hardness of 6082 t6 Alminium AlloyRohit SharmaPas encore d'évaluation
- 10 Welding Defect (LSNG PRINT)Document45 pages10 Welding Defect (LSNG PRINT)rahmad musliadiPas encore d'évaluation
- Ferrous Alloys: Revised: October 1980 AuthorDocument36 pagesFerrous Alloys: Revised: October 1980 AuthorsunsirPas encore d'évaluation
- Mastertools Precision Engineers & Toolmakers CatalogueDocument3 pagesMastertools Precision Engineers & Toolmakers CatalogueNcir TaherPas encore d'évaluation
- Macalloy CablesDocument12 pagesMacalloy CablesRaymond KinnairdPas encore d'évaluation