Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Jurnal SLSDocument5 pagesJurnal SLSHen DiPas encore d'évaluation
- Artículo Just, Calculating Hardenability Curves.Document2 pagesArtículo Just, Calculating Hardenability Curves.fvc731Pas encore d'évaluation
- Hays GSI Report 2014Document25 pagesHays GSI Report 2014NoniBerufPas encore d'évaluation
- Handbook of Extractive Metallurgy IVDocument338 pagesHandbook of Extractive Metallurgy IVfvc731Pas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- BHCC Peri 5c Jyps - MK Classroom Toilet (Pending To Sign by Moe) - Removed - RemovedDocument8 pagesBHCC Peri 5c Jyps - MK Classroom Toilet (Pending To Sign by Moe) - Removed - RemovedrajavelPas encore d'évaluation
- Ty 9900Document4 pagesTy 9900Samir DarweshPas encore d'évaluation
- Troubleshooting Lab 1Document1 pageTroubleshooting Lab 1Lea SbaizPas encore d'évaluation
- Kamran Afzal ResumeDocument2 pagesKamran Afzal ResumeChelsea ElizabethPas encore d'évaluation
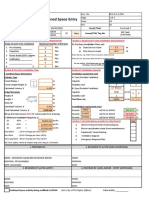
- Ventilation Plan For Confined Space EntryDocument9 pagesVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- Pengaruh Komunikasi DGN KinerjaDocument15 pagesPengaruh Komunikasi DGN KinerjaTitHa AwallunnisaPas encore d'évaluation
- Gradient of A Scalar Field and Its Geometrical InterpretationDocument3 pagesGradient of A Scalar Field and Its Geometrical InterpretationMichael100% (1)
- T5N 630 PR221DS-LS/I in 630 3p F FDocument3 pagesT5N 630 PR221DS-LS/I in 630 3p F FDkalestPas encore d'évaluation
- BS en 12583 - 2014 - Gas Infrastructure. Compressor Stations. Functional Requirements.Document56 pagesBS en 12583 - 2014 - Gas Infrastructure. Compressor Stations. Functional Requirements.SDP02Pas encore d'évaluation
- Idea of CultureDocument28 pagesIdea of CultureGustavo Dias VallejoPas encore d'évaluation
- Chapter 2 - Cross-Cultural Management SkillsDocument26 pagesChapter 2 - Cross-Cultural Management Skillsfatematuj johoraPas encore d'évaluation
- ĐỀ CƯƠNG ÔN TẬP HỌC KÌ 1-LỚP 12Document15 pagesĐỀ CƯƠNG ÔN TẬP HỌC KÌ 1-LỚP 12Anh Duc VuPas encore d'évaluation
- CASE ANALYSIS: DMX Manufacturing: Property of STIDocument3 pagesCASE ANALYSIS: DMX Manufacturing: Property of STICarmela CaloPas encore d'évaluation
- Materi HAZOP Dan Relevansi Terhadap ASME Dan APIDocument9 pagesMateri HAZOP Dan Relevansi Terhadap ASME Dan APIAhmad KharisPas encore d'évaluation
- Chapter 6 (Latest) - Value Orientation and Academic AchievementDocument21 pagesChapter 6 (Latest) - Value Orientation and Academic AchievementNur Khairunnisa Nezam IIPas encore d'évaluation
- "Smart Attendance Using F Ttendance Management Using Face Recognition" Anagement SystemDocument13 pages"Smart Attendance Using F Ttendance Management Using Face Recognition" Anagement Systemamer HPas encore d'évaluation
- Starting and Configuring Crontab in CygwinDocument2 pagesStarting and Configuring Crontab in CygwinSamir BenakliPas encore d'évaluation
- 10 - The Geological Interpretation of Well LogsDocument292 pages10 - The Geological Interpretation of Well LogsLorenza LorenzanaPas encore d'évaluation
- LD Lab ManualDocument92 pagesLD Lab ManualSunil BegumpurPas encore d'évaluation
- WHLP in Reading and Writing Week 8Document4 pagesWHLP in Reading and Writing Week 8Manuel Despabiladeras0% (2)
- 8279Document32 pages8279Kavitha SubramaniamPas encore d'évaluation
- Shell Donax TA Transmission Fluid TDS PDFDocument1 pageShell Donax TA Transmission Fluid TDS PDFirwanbahrudin117134Pas encore d'évaluation
- Axion DatabaseDocument25 pagesAxion Databasemacy williamsPas encore d'évaluation
- Electonics Final HandoutsDocument84 pagesElectonics Final HandoutsDiane BasilioPas encore d'évaluation
- Annexure - Subject Wise IBDP Grade BoundariesDocument4 pagesAnnexure - Subject Wise IBDP Grade BoundariesazeemPas encore d'évaluation
- Experiment 4 The DC Compound Generator: Muhammad Al-Ariff Bin Selamat (112215), Muhammad Azfar Amin Bin Ahmad MokhtarDocument5 pagesExperiment 4 The DC Compound Generator: Muhammad Al-Ariff Bin Selamat (112215), Muhammad Azfar Amin Bin Ahmad MokhtarOne Love Jah LovePas encore d'évaluation
- Numerical Simulations of Piano StringsDocument7 pagesNumerical Simulations of Piano StringsMihai DincaPas encore d'évaluation
- Sap - HR Standard Operating Procedure: Facility To Reset Password of ESSDocument6 pagesSap - HR Standard Operating Procedure: Facility To Reset Password of ESSPriyadharshanPas encore d'évaluation
- Ropes and Wires: Malaysian Maritime Academy/Seamanship/May2003 1 of 6Document6 pagesRopes and Wires: Malaysian Maritime Academy/Seamanship/May2003 1 of 6Rohit SinghPas encore d'évaluation
- Tutorial Quartus II Simulation VHDLDocument27 pagesTutorial Quartus II Simulation VHDLHeitor B. S. BezerraPas encore d'évaluation