Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
SECTION 033000 - CAST-IN-PLACE CONCRETE
PART 1 - GENERAL
1.1
RELATED DOCUMENTS:
A.
1.2
Drawings and general provisions of the Contract, including General and Supplementary
Conditions and DIVISION 01 Specification Sections, apply to this Section.
SUMMARY:
A.
Section includes cast-in-place concrete, including formwork, grout, reinforcing, mix design,
placement procedures, and finishes. The purpose of this Specification is to describe the
requirements for the materials, proportioning, mixing, placing, curing, coating, testing and all
other related items for the total production of durable concrete works on the project.
B.
Cast-in-place concrete includes, but not limited to, the following:
1.
2.
3.
4.
5.
6.
C.
Related Sections:
1.
2.
3.
4.
5.
1.3
Footings.
Slabs-on-grade.
Fill for steel deck.
Walls.
Equipment pads and bases.
Fill for steel pan stairs.
DIVISION 03 Section "Architectural Concrete" for general building applications o
specially, finished formed concrete.
DIVISION 03 Section "Concrete Topping" for emery- and iron-aggregate concrete
floor toppings.
DIVISION 31 Section "Earth Moving" for drainage fills under slabs-on-grade.
DIVISION 32 Section "Concrete Paving" for concrete pavement and walks.
DIVISION 32 Section "Decorative Concrete Paving" for decorative concrete
pavement and walks.
DEFINITIONS:
A.
1.4
Engineer: Dar's Representative responsible for concrete work.
CODES AND STANDARDS
A.
General: All materials, workmanship and testing shall be in accordance with the following
documents, in their latest revisions, except that this Specification will have priority over any
duplicated requirements.
B.
American Concrete Institute (ACI):
117R
201R
21
224R
301M
302 1R
Standard Specification for Tolerances for Concrete Construction and
Materials.
Guide to Durable Concrete.
Standard Practice for Selecting Proportions for Normal, Heavyweight, and
Mass Concrete.
Control of Cracking in Concrete Structures.
Specifications for Structural Concrete.
Guide for Concrete Floor and Slab Construction.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 1 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
304
305
309
318M
504R
C.
Guide for Measuring, Mixing, Transporting and Placing Concrete.
Hot Weather Concreting.
Guide for Consolidation of Concrete.
Building Code Requirements for Structural Concrete and Commentary 347
Guide to Formwork for Concrete.
Guide to Sealing Joints in Concrete Structures.
American Society for Testing Materials (ASTM):
A 82
A 185
A 615M
C 31M
C 33
C 39M
C 40
C 42M
C 88
C 94M
C 114
C 117
C 127
C 128
C 131
C 142
C 143M
C 150
C 172
C 186
C 191
C 192M
C 295
C 309
C 311
C 413
C 494M
C 496
C 531
C 579
C 618
Standard Specification for Steel Wire, Plain, for Concrete Reinforcement.
Standard Specification for Steel Welded Wire Reinforcement, Plain, for
Concrete.
Standard Specification for Deformed and Plain Carbon Steel Bars for
Concrete Reinforcement.
Standard Practice for Making and Curing Concrete Test Specimens in the
Field.
Standard Specification for Concrete Aggregates.
Standard Test Method for Compressive Strength of Cylindrical Concrete
Specimens.
Standard Test Method for Organic Impurities in Fine Aggregates for
Concrete.
Standard Test Method for Obtaining and Testing Drilled Cores and Sawed
Beams of Concrete.
Standard Test Method for Soundness of Aggregates by Use of Sodium
Sulfate or Magnesium Sulfate.
Standard Specification for Ready-Mixed Concrete.
Standard Test Methods for Chemical Analysis of Hydraulic Cement.
Standard Test Method for Materials Finer than 75-m (No. 200) Sieve in
Mineral Aggregates by Washing.
Standard Test Method for Density, Relative Density (Specific Gravity), and
Absorption of Coarse Aggregate.
Standard Test Method for Density, Relative Density (Specific Gravity), and
Absorption of Fine Aggregate.
Standard Test Method for Resistance to Degradation of Small-Size Coarse
Aggregate by Abrasion and Impact in the Los Angeles Machine.
Standard Test Method for Clay Lumps and Friable Particles in Aggregates.
Standard Test Method for Slump of Hydraulic-Cement Concrete.
Standard Specification for Portland Cement.
Standard Practice for Sampling Freshly Mixed Concrete.
Standard Test Method for Heat of Hydration of Hydraulic Cement.
Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat
Needle.
Standard Practice for Making and Curing Concrete Test Specimens in the
Laboratory.
Standard Guide for Petrographic Examination of Aggregates for Concrete.
Standard Specification for Liquid Membrane-Forming Compounds for Curing
Concrete.
Standard Test Methods for Sampling and Testing Fly Ash or Natural
Pozzolans for Use in Portland-Cement Concrete.
Standard Test Method for Absorption of Chemical-Resistant Mortars, Grouts,
and Monolithic Surfacings, and Polymer Concretes.
Standard Specification for Chemical Admixtures for Concrete.
Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete
Specimens.
Standard Test Method for Linear Shrinkage and Coefficient of Thermal
Expansion of Chemical-Resistant Mortars, Grouts, Monolithic Surfacings,
and Polymer Concretes.
Standard Test Methods for Compressive Strength of Chemical-Resistant
Mortars, Grouts, Monolithic Surfacings, and Polymer Concretes.
Standard Specification for Coal Fly Ash and Raw or Calcined Natural
Pozzolan for Use in Concrete.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 2 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
C 827
C 989
C 1064M
C 1105
C1107
C 1202
C 1240
C 1260
D 75
D 512
D 516
D 1190
D 1751
D 4791
E 154
E 1155M
D.
US Army Corps of Engineers (CRD):
C 572
E.
Standard Test Method for Change in Height at Early Ages of Cylindrical
Specimens from Cementitious Mixtures.
Standard Specification for Ground Granulated Blast Furnace Slag for use in
Concrete and Mortars.
Standard Test Method for Temperature of Freshly Mixed Portland Cement
Concrete.
Standard Test Method for Length Change of Concrete Due to AlkaliCarbonate Rock Reaction.
Standard Specification for Packaged Dry, Hydraulic-Cement Grout
(Nonshrink).
Standard Test Method for Electrical Indication of Concretes Ability to Resist
Chloride Ion Penetration.
Standard Specification for Silica Fume Used in Cementitious Mixtures.
Standard Test Method for Potential Alkali Reactivity of Aggregates (MortarBar Method).
Standard Practice for Sampling Aggregates.
Standard Test Methods for Chloride Ion in Water.
Standard Test Method for Sulfate Ion in Water.
Concrete Joint Sealer, Hot-poured Elastic Type.
Standard Specification for Preformed Expansion Joint Filler for Concrete
Paving and Structural Construction (Nonextruding and Resilient Bituminous
Types).
Standard Test Method for Flat Particles, Elongated Particles, or Flat and
Elongated Particles in Coarse Aggregate.
Standard Test Methods for Water Vapor Retarders Used in Contact with
Earth under Concrete Slabs, on Walls, or as Ground Cover.
Standard Test Method for Determining FF Floor Flatness and FL Floor
Levelness Numbers.
PVC Waterstops.
American Institute of Steel Construction (AISC):
Code of Standard Practice.
F.
American Welding Society (AWS) Structural Welding Code Reinforcing Steel."
G.
Concrete Reinforcing Steel Institute (CRSI):
MSP-1 Manual of Standard Practice.
H.
1.5
International Building Code (IBC) 2006.
ACTION SUBMITTALS:
A.
Product Data: For proprietary materials and items, including reinforcement and forming
accessories, admixtures, patching compounds, waterstops, joint systems, curing
compounds, and others as requested by the Engineer.
B.
Shop Drawings:
1.
Shop Drawings for Fabricating, Bending, and Placing Concrete Reinforcement:
Comply with CRSI MSP-1 showing bar schedules, stirrup spacing, bent bar diagrams,
and arrangement of concrete reinforcement. Include special reinforcing required for
openings through concrete structures.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 3 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
C.
Samples: Samples of materials as requested by the Engineer, with names, sources, and
descriptions, including, but not limited to, the following:
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
1.6
Normal-weight aggregates.
Waterstops.
Vapor retarder/barrier.
Joint fillers.
Sealants.
Cementitious materials.
Admixtures.
Form release agents.
Steel reinforcement and accessories.
Curing compounds.
Floor and slab treatments.
Bonding agents.
Adhesives.
Repair materials.
INFORMATIONAL SUBMITTALS:
A.
Certificates:
1.
2.
Material certificates in lieu of material laboratory test reports when permitted by the
Engineer. Material certificates shall be signed by manufacturer and Contractor,
certifying that each material item complies with specified requirements. Provide
certification from admixture manufacturers that chloride content complies with
specified requirements.
A copy of the manufacturers test certificate for ultimate strength, elongation and cold
bending, together with the chemical analysis of the steel shall be submitted to the
Engineer for each consignment of reinforcing steel delivered to the Project site.
B.
Test Reports: Laboratory test reports for concrete materials and mix design testing as
specified in this Section. Reports of floor flatness and levelness measurements.
C.
Minutes: Minutes of pre-installation conference.
1.7
QUALITY ASSURANCE:
A.
Concrete Quality Control Engineer: Contractor shall appoint a full-time Concrete Quality
Control Engineer (CQCE) to ensure that concrete is properly produced, placed, cured and
protected. The CQCE shall not report to his own companys site construction management
but to his own companys management and to the Engineer. The CQCE shall prepare a
Quality Control Program for the inspection and testing of concrete and the maintenance of
all reports and records to meet the specified requirements and requirements of the
Engineer.
1.
The CQCE shall be authorized to:
a.
b.
c.
d.
e.
Postpone concreting operations until outstanding requirements are corrected.
The CQCE is to report such an event to the Engineer.
Reject materials or workmanship that do not conform to this Specification.
Prevent the use of equipment that could cause improper construction relative
to this Specification.
Stop any work that is not being done in accordance with specified
requirements.
Report within 24 hours and provide records to and as required by the Engineer
upon discovery of non-compliance.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 4 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
B.
Engage a testing agency acceptable to the Engineer to perform material evaluation tests
and to design concrete mixes.
C.
Materials and installed work may require testing and retesting at any time during progress of
Work. Tests, including retesting of rejected materials for installed Work, shall be done at
Contractor's expense.
D.
Pre-Installation Conference:
requirements as follows:
1.
Conduct conference at Project site to comply with
At least 15 days prior to submitting design mixes, conduct a meeting to review
detailed requirements for preparing concrete design mixes and to determine
procedures for satisfactory concrete operations. Review requirements for submittals,
status of coordinating work, and availability of materials. Establish preliminary work
progress schedule and procedures for materials inspection, testing, and certifications.
Require representatives of each entity directly concerned with cast-in-place concrete
to attend conference, including, but not limited to, the following:
a.
b.
c.
d.
e.
f.
g.
Contractor's superintendent.
Agency responsible for concrete design mixes.
Agency responsible for field quality control.
Ready-mix concrete producer.
Concrete subcontractor.
Primary admixture manufacturers.
Independent Testing Laboratory representative.
PART 2 - PRODUCTS
2.1
WATER
A.
Quality:
1.
2.
Water used for mixing concrete, ice production, washing and cooling aggregates and
curing concrete shall be free from impurities, acid, salts, alkali, organic matter and
other potential deleterious substances in accordance with AASHTO T26 and when
tested in accordance with ASTM D512 and ASTM D516 and QCS Section 4.
The following criteria apply to water for mixing concrete, cooling aggregates, and
making ice:
a.
b.
c.
d.
e.
f.
3.
The following criteria apply to water used for curing concrete and for washing
aggregates:
a.
b.
c.
B.
Chloride Content per ASTM D 512 < 500 ppm.
Sulfate (SO4) Content per ASTM D 516 < 900 ppm.
Alkali Carbonates and Bicarbonates < 500 ppm.
Total Dissolved Solids BS 1377 Part 3 < 2000 ppm.
Suspended Solids < 2000 ppm.
pH 7 -9.
Chloride per ASTM D 512 < 500 ppm.
Total dissolved solids < 3000 ppm.
Total suspended solids < 2000 ppm.
Testing:
1.
Once a source of satisfactory supply has been established, periodically perform
further tests with a portable electrical conductivity probe calibrated against the
satisfactory supply. If the conductivity exceeds that of the satisfactory supply, then
perform further chemical tests.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 5 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
2.2
CEMENT AND CEMENT REPLACEMENTS
A.
Ordinary Portland Cement (OPC):
1.
2.
3.
4.
B.
Fly Ash or Pulverized-Fuel Ash (PFA)
1.
2.
C.
Conform to ASTM C 150 Type I. Do not use cement meeting the requirements of
rapid hardening portland cement. Use OPC with the heat of hydration not exceeding
325 kj per kg when tested in accordance with ASTM C 186. Do not use OPC with the
C3A content less than 4% by weight as tested in accordance with ASTM C 114.
If necessary because of potential silica reactivity concerns as described in this
Specification, use low alkali OPC as defined in ASTM C 150.
Supply the Manufacturer's test certification with each delivery of cement that confirms
the material complies with the above requirements and submit not later than the day
of delivery. The Inspector may call for tests on each delivery of cement if necessary
to establish or confirm that the cement meets the above requirements.
Storage Silos or dry, weather tight and properly ventilated structures with floors
raised a minimum of 450mm above the ground with adequate provision to prevent
absorption of moisture.
Conform to ASTM C 618, Class F requirements including the optional requirements
for effectiveness of controlling alkali-silica reaction and sulfate expansion in high
sulfate environments.
Supply the Manufacturer's test certification with each delivery of PFA that confirms
the material complies with the above requirements and submit not later than the day
of delivery. The Inspector may call for tests on each delivery of PFA if necessary to
establish or confirm that the cement meets the above requirements.
Ground Granulated Blast Furnace Slag (GGBS):
1.
2.
Conform to ASTM C989 Grade 100 and 120.
The Contractor shall test each batch of GGBS delivered to site and provide the
Engineer with certification for the following:
a.
b.
c.
d.
e.
f.
3.
D.
Moisture content.
Loss of ignition.
Specific gravity.
Fineness.
SO3 content.
MgO content.
All GGBS shall be supplied from a single source. Should the Contractor wish to
change or supplement the original supplier he shall provide to the Engineer full test
certification for acceptance.
Silica Fume (SF):
1.
2.
Conform to ASTM C 1240 including the optional requirements for very high sulfate
resistance and, if necessary, the optional requirements for reactivity with cement
alkalis because of reactive aggregate concerns identified in the petrographic report
described in this Specification.
The Inspector shall have the right to call for tests on each delivery of SF if necessary
to establish or confirm that the SF meets the above requirements. The inspector may
call for tests on each delivery of SF if necessary to establish or confirm that the
cement meets the above requirements.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 6 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
2.3
AGGREGATES
A.
General:
1.
2.
B.
Coarse Aggregate:
1.
C.
Conform to the requirements of ASTM C 33 and the additional requirements specified
herein. Consider fine and coarse aggregate as separate ingredients.
Petrographically examine coarse and fine aggregates in accordance with ASTM C
295. At a minimum, test carbonate aggregates in accordance with ASTM C 1105
based on the three month data using the proposed cementitious materials. Test
other aggregates in accordance with ASTM C 1260. Perform all other tests
recommended by the petrographer to assess the potential for adverse reactivity.
Include an assessment of the proposed aggregates for use in portland cement
concrete and whether low-alkali cement (Na2O + 0.658 K2O = 0.60% as defined in
ASTM C 150) is required in the petrographic report. Only aggregates that can be
classified as non-potentially reactive in combination with the proposed cementitious
materials shall be used.
Use coarse aggregate consisting of crushed or uncrushed gravel or crushed stone
that is selected, recrushed, finish screened and washed with water meeting the
requirements of this Specification as necessary to comply with ASTM C 33 with the
following additional requirements or modified acceptance criteria:
Test Description
Los Angeles Abrasion Loss
(Grading A or B)
Clay Lumps and Friable Particles
Material Finer than 75 micron for
natural or crushed gravel
Standard
ASTM C 131
Limit
30% maximum
ASTM C 142
ASTM C 117
1.0% maximum
1.0% maximum
Test Description
Material Finer than 75 micron for
crushed rock
Water Absorption
Chlorides as C1
Sulfates as S03
Magnesium Sulfate Soundness
Loss (5 cycles)
Flat and Elongated Particles
Shell Content
Standard
Limit
1.0% maximum
ASTM D 4791
2.0% maximum
0.03% maximum
0.4% maximum
15% maximum
< 15% at a 3:1 ratio
3.0% maximum
Fine Aggregate:
1.
Use fine aggregate consisting of crushed gravel, crushed stone, or natural sand that
is washed with water meeting the requirements of this Specification as necessary to
comply with ASTM C 33 with the following additional requirements or modified
acceptance criteria:
Test Description
Clay Lumps and Friable Particles
Material Finer than 75 micron
Organic Impurities
Water Absorption
Chlorides as Cl
Sulfates as S03
Shell Content
D.
BS 812
BS 812
ASTM C 88
Standard
ASTM C 142
ASTM C 117
ASTM C 40
BS 812
BS 812
Limit
1.0% maximum
3.0% maximum
Lighter than Standard
2.3% maximum
0.06% maximum
0.40% maximum
3.0% maximum
Size:
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 7 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
1.
E.
Certification:
1.
F.
Limit the maximum size of coarse aggregate to 20 mm (nominal) for all grades of
concrete.
Submit Test Certification that confirms that each proposed aggregate source of
supply complies with the above requirements. This Certification must include the
results of each test.
Testing:
1.
When a source of supply for each type of aggregate has been established, take
samples of materials delivered to site from on-site stockpiles for testing in accordance
with the following minimum frequencies:
a.
b.
c.
d.
e.
f.
g.
h.
i.
j.
k.
l.
Grading daily.
Material finer than 0.075mm daily.
Clay lumps and friable particles daily.
Organic impurities Each month or per 200 cubic metre whichever is more
frequent.
Water absorption Every 7 days.
Specific gravity Every 7 days.
Shell content Each month or per 100 cubic metres whichever is more
frequent.
Particle shape 2 times per week.
Acid soluble chlorides 2 times per week.
Acid soluble sulphates 2 times per week.
Soundness (MgSO4) Each month.
Mechanical strength10% fines or impact value Every week.
1)
2)
m.
n.
o.
Moisture variation in sand (moisture meter) Twice daily.
Drying shrinkage At the start of the Project and whenever there is a change
in the source of supply.
Potential reactivity:
1)
2)
3)
p.
2.
3.
G.
Of aggregates -At the start of the Project and whenever there is a
change in the source of supply.
Of carbonates -At the start of the Project and whenever there is a
change in the source of supply.
Of cement aggregate combination -At the start of the Project and
whenever there is a change in the source of supply.
Petrographic analysis.
Note: Frequency ; cubic meters means per volume of concrete produced.
The Engineer has the right to at any time call for additional samples for testing of
aggregates delivered to site, or for aggregates at the source of supply, in order to
confirm that the aggregates meet the above requirements.
Testing frequency will be increased if unusual variations in results are observed.
Transportation:
1.
H.
Los Angeles abrasion Every month.
10 min immersed rotational test Every week or 100 cubic meters.
Protect the aggregates from wind-borne contaminants during transportation to the
site. Clean transport vehicles prior to use.
Storage:
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 8 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
1.
2.
2.4
Store aggregates under shade on a hard concrete surface. Store each size and type
in separate piles without intermixing. Protect storage piles from contamination by
foreign material including wind blown dust.
Separate aggregates in storage using by permanent, substantial partitions. Obtain
the Inspectors concurrence with the methods for storing, shading and cooling
aggregates.
ADMIXTURES
A.
Do not use air-entraining admixtures.
B.
Superplasticizer may be used to increase workability of the concrete and/or retard the initial
set. Comply with ASTM C 494 Type G or F and obtain the acceptance of the Engineer prior
to use.
C.
No other admixtures may be used in the concrete without approval.
D.
Admixtures may not contain added chloride.
2.5
FORM MATERIALS:
A.
Forms for Exposed Finish Concrete: Plywood, metal, metal-framed plywood faced, or other
acceptable panel-type materials to provide continuous, straight, smooth exposed surfaces.
Furnish in largest practicable sizes to minimize number of joints and to conform to joint
system shown on Drawing.
1.
2.
3.
Use overlaid plywood complying with U.S. Product Standard PS-1 "A-C or B-B High
Density Overlaid Concrete Form," Class I.
Use plywood complying with U.S. Product Standard PS-1 "B-B (Concrete Form)
Plywood," Class I, Exterior Grade or better, mill-oiled and edge-sealed, with each
piece bearing legible inspection trademark.
Or similar and equally approved method proposed for use.
B.
Forms for Unexposed Finish Concrete: Plywood, lumber, metal, or another acceptable
material. Provide lumber dressed on at least two edges and one side for tight fit.
C.
Form-Release Agent: Provide commercial formulation form-release agent with a maximum
of 350 g/L volatile organic compounds (VOCs) that will not bond with, stain, or adversely
affect concrete surfaces and will not impair subsequent treatments of concrete surfaces.
D.
Form Ties: Factory-fabricated, adjustable-length, removable or snap-off metal form ties
designed to prevent form deflection and to prevent spalling of concrete upon removal.
Provide units that leave no metal closer than 38 mm to the plane of the exposed concrete
surface. No permanent metallic part shall have less concrete cover than the reinforcement.
Provide ties that, when removed, will not leave holes larger than 25 mm in diameter in the
concrete surface.
2.6
REINFORCING MATERIALS
A.
Unless otherwise indicated on the Drawings, provide the following reinforcing materials:
B.
Reinforcing Bars:
1.
Conform to BS 4449, 460B, deformed, uncoated.
C.
Steel Wire: Conform to ASTM A 82, plain, cold-drawn steel.
D.
Welded Wire Fabric: Conform to ASTM A 185 or BS 4483.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 9 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
E.
Mechanical Splices:
1.
Mechanical Rebar Splices: Standard, transition, and position couplers for rebars as
follows:
a.
b.
Conform to ASTM A576 and AISI 11L37 and shall develop an ultimate tensile
strength of 550 MPa.
Meet all applicable requirements of ACI 318M and IBC.
F.
Welding of Reinforcing Steel: Conform to AWS requirements, preheat steel.
G.
Furnish new material only that is free of loose rust, loose mill scale, and deleterious
amounts of salts and coatings which reduce or destroy bond. Tight rust and mill scale or
surface irregularities are acceptable if the weight and dimensions, including height of
deformations and tensile properties, of a test specimen that has been wire-brushed by hand,
are not less that those required by the applicable Standards.
H.
Support reinforcement using concrete spacer blocks made of the same materials to the
same specified requirements and with the same inherent properties as the parent material
with the exception that the maximum aggregate size shall be appropriate for the thickness of
cover to the reinforcement.
I.
Accurately bent, cut or formed reinforcing to the dimensions and configuration shown on
Drawings within the tolerances specified in ACI 117. Cold bend reinforcing using pin sizes
in accordance with ACI 117. Do not rebend or straighten reinforcement shall without prior
acceptance of the Engineer.
J.
Reinforcement having a reduced section, kinks, visible transverse cracks at bends or
otherwise damaged in any way shall not be used. Galvanised steel shall not be used for
reinforcement.
K.
Do not weld or tack reinforcing unless specifically shown on the Drawings or permitted as an
exception and then only after approval of the welding method appropriate to the grade of
steel and the type of welding rod to be used.
2.7
LIQUID FLOOR TREATMENT
A.
Penetrating Liquid Floor Treatment: Clear, chemically reactive, waterborne solution of
inorganic silicate or siliconate materials and proprietary components; odorless; that
penetrates, hardens, and densifies concrete surfaces.
1.
Products: Subject to compliance with requirements, provide one of the following:
a.
b.
c.
d.
2.8
Curecrete Distribution Inc.; Ashford Formula.
Dayton Superior Corporation; Day-Chem Sure Hard (J-17).
Euclid Chemical Company (The), an RPM company; Euco Diamond Hard.
L&M Construction Chemicals, Inc.; Seal Hard.
WATERSTOPS:
A.
Flexible Rubber Waterstops: CE CRD-C 513, with factory-installed metal eyelets, for
embedding in concrete to prevent passage of fluids through joints. Factory fabricate
corners, intersections, and directional changes.
1.
Manufacturers: Subject to compliance with requirements, available manufacturers
offering products that may be incorporated into the Work include, but are not limited
to, the following:
a.
Greenstreak.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 10 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
b.
2.
3.
B.
Profile: Dumbbell with center bulb.
Dimensions: 225 mm by 10 mm thick, as required.
Chemically Resistant Flexible Waterstops: Thermoplastic elastomer rubber waterstops, for
embedding in concrete to prevent passage of fluids through joints; resistant to oils, solvents,
and chemicals. Factory fabricates corners, intersections, and directional changes.
1.
Products: Subject to compliance with requirements, available products that may be
incorporated into the Work include, but are not limited to, the following:
a.
b.
c.
2.
3.
C.
JP; Specialties, Inc.; Earth Shield TPE-Rubber.
Vinylex; Corp.; PetroStop.
WESTEC; Barrier Technologies, Inc.; 600 Series TPE-R.
Profile: Dumbbell with center bulb.
Dimensions: As required.
Self-Expanding Butyl Strip Waterstops: Manufactured rectangular or trapezoidal strip, butyl
rubber with sodium bentonite or other hydrophilic polymers, for adhesive bonding to
concrete, 19 by 25 mm.
1.
Products: Subject to compliance with requirements, available products that may be
incorporated into the Work include, but are not limited to, the following:
a.
b.
c.
d.
e.
f.
2.9
Williams; Products, Inc.
Carlisle Coatings & Waterproofing, Inc.; MiraSTOP.
CETCO; Volclay Waterstop-RX.
Concrete; Sealants Inc.; Conseal CS-231.
Greenstreak; Swellstop.
Henry; Company, Sealants DIVISION; Hydro-Flex.
f.JP; Specialties, Inc.; Earth Shield Type 20.
VAPOR RETARDERS:
A.
Sheet Vapor Retarder: ASTM E1745, Class A.
adhesive or pressure-sensitive tape.
1.
Products: Subject to compliance with requirements, available products that may
being corporate into the Work include, but are not limited to, the following:
a.
b.
c.
d.
e.
f.
g.
h.
B.
Carlisle Coatings & Waterproofing, Inc.; Blackline 400.
Fortifiber Building Systems Group; Moistop Ultra 15.
Grace Construction Products, W. R. Grace & Co.; Florprufe 120.
Insulation Solutions, Inc.; Viper VaporCheck 16.
Meadows, W. R., Inc.; Perminator 15 mil.
Raven Industries Inc.; Vapor Block 15.
Reef Industries, Inc.; Griffolyn 15 mil Green.
Stego Industries, LLC; Stego Wrap 15 mil Class A.
Sheet Vapor Retarder: ASTM E1745, Class B.
adhesive or pressure-sensitive tape.
1.
Include manufacturer's recommended
Include manufacturer's recommended
Products: Subject to compliance with requirements, available products that may be
incorporated into the Work include, but are not limited to, the following:
a.
b.
c.
Fortifiber Building Systems Group; Moistop Ultra 6.
Raven Industries Inc.; Griffolyn 10 mil Green.
Stego Industries, LLC; Stego Wrap, 10 mil Class A.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 11 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
C.
Sheet Vapor Retarder: ASTM E1745, Class C.
adhesive or pressure-sensitive joint tape.
1.
Include manufacturer's recommended
Products: Subject to compliance with requirements, available products that may be
incorporated into the Work include, but are not limited to, the following:
a.
b.
c.
d.
Fortifiber Building Systems Group; Moistop Plus.
Raven Industries Inc.; Vapor Block 6.
Reef Industries, Inc.; Griffolyn Type-85.
Stego Industries, LLC; Stego Wrap, 10 mil Class C.
D.
Sheet Vapor Retarder: Polyethylene sheet, ASTM D4397, not less than 0.25 mm thick.
E.
Bituminous Vapor Retarder: 2.8-mm-thick, semi flexible, 7-ply sheet membrane consisting
of reinforced core and carrier sheet with fortified asphalt layers, protective weather coating,
and removable plastic release liner. Furnish manufacturer's accessories including bonding
asphalt, pointing mastics, and self-adhering joint tape.
1.
Products: Subject to compliance with requirements, available products that may be
incorporated into the Work include, but are not limited to, the following:
a.
2.
3.
4.
2.10
Meadows, W. R., Inc.; Pre-moulded Membrane Vapor Seal.
Water-Vapor Permeance: 0.00 ng/Pa x s x sq. m; ASTM E154.
Tensile Strength: 24.5 kN/m; ASTM E154.
Puncture Resistance: 400N; ASTM E154.
RELATED MATERIALS
A.
Granular Fill: Clean mixture of crushed stone or crushed or uncrushed gravel; ASTM D448,
Size 57, with 100% passing a 37.5-mm sieve and 0 to 5% passing a 2.36-mm sieve.
B.
Fine-Graded Granular Material: Clean mixture of crushed stone, crushed gravel, and
manufactured or natural sand; ASTM D448, Size 10, with 100% passing a 9.5-mm sieve,10
to 30% passing a 0.15-mm sieve, and at least 5% passing 0.075-mm sieve; complying with
deleterious substance limits of ASTM C33 for fine aggregates.
C.
Absorptive Cover: Burlap cloth made from jute or kenaf weighing approximately 0.30 kg/m2
(minimum) washed before use.
D.
Moisture-Retaining Cover (Impervious Sheeting): Waterproof paper, polyethylene film, or
polyethylene-coated burlap complying with ASTM C 171.
E.
Curing Compound: Comply with ASTM C 309, Type I, Class B. In addition to curing, the
compound must also act as a sealer and primer coat for most subsequent coatings. Obtain
confirmation from the supplier of the curing compound that it is compatible with the final
applied finishes and meets the above requirements.
F.
Evaporation Control: Monomolecular film-forming compound, such as Confilm by Master
Builders, or Eucobar by Euclid Chemical, applied to exposed fresh concrete slab surfaces
for temporary protection from rapid moisture loss.
G.
Bonding Agent: Polyvinyl acetate or acrylic base. Subject to compliance with requirements,
products that may be incorporated in the Work include, but are not limited to, the following:
1.
Polyvinyl Acetate (Interior Only):
a.
b.
c.
Euco Weld; Euclid Chemical Co.
Rheomix 121; Master Builders, Inc.
9910; Cormix Construction Chemicals Co.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 12 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
d.
2.
Acrylic or Styrene Butadiene:
a.
b.
c.
d.
H.
Subject to compliance with requirements, products that may be incorporated in the
Work include, but are not limited to, the following:
a.
b.
c.
d.
e.
Asphalt-saturated fiberboard.
Granulated cork with asphalt binder encased between 2 layers of saturated felt or
glass fiber felt of width and thickness indicated.
Elastomeric Sealant:
1.
2.
General: Provide manufacturer's standard chemically curing elastomeric sealants
that comply with ASTM C 920 and other requirements, including those requirements
referencing ASTM C 920 classifications for Type, Grade, Class, and Uses.
One Part Nonsag Urethane Sealant for Use NT: Type S; Grade NS; Class 25; Uses
NT, M, A, and, as applicable to joint substrates shown, O. S Waterborne Sealant
Clear, Waterborne, Membrane-Forming Curing and Sealing Compound: ASTM C
1315, Type 1, Class A.
a.
b.
c.
d.
e.
f.
g.
h.
i.
j.
k.
l.
m.
n.
K.
Euco Epoxy System 452; Euclid Chemical Co.
Asoguard Bond; Schomburg.
Concresive 1414; Master Builders, Inc.
Sikadur 32 Hi-Mod; Sika Corp.
Monepox 56; Mameco International.
Bituminous Fiber Joint Filler: Preformed strips of one of the following, complying with ASTM
D 1751:
1.
2.
J.
Sika Latex; Sika Corp.
SBR Latex; Euclid Chemical Co.
Daraweld C; W.R. Grace & Co.
Rheomix 141; Master Builders, Inc.
Epoxy Adhesive: ASTM C 881, Type II, Grade 2, Class B and C, non-solvented epoxy resin
based adhesive for use on dry or damp surfaces.
1.
I.
; Falcon Chemicals.
Burke by Edoco; Cureseal 1315 WB.
ChemMasters; Polyseal WB.
Conspec Marketing & Manufacturing Co., Inc., a Dayton Superior Company;
Sealcure 1315 WB.
Euclid Chemical Company (The); Super Diamond Clear VOX.
Kaufman Products, Inc.; Sure Cure 25 Emulsion.
Lambert Corporation; UV Safe Seal.
L&M Construction Chemicals, Inc.; Lumiseal WB Plus.
Meadows, W. R., Inc.; Vocomp-30.
Metalcrete Industries; Metcure 30.
Symons Corporation, a Dayton Superior Company; Cure & Seal 31 Percent E.
Tamms Industries, Inc.; LusterSeal WB 300.
Unitex; Hydro Seal 25.
US Mix Products Company; US Spec Radiance UV-25.
Vexcon Chemicals, Inc.; Vexcon Starseal 1315.
Epoxy Protective Paint:
1.
General: Corrosion-resistive coating for application to concrete as indicated in Part 3.
a.
b.
Hempadur Primer 0597 plus Hempadur HI Build 4523; Hempel.
Mastertop 1120; Master Builders, Inc.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 13 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
L.
Modified Bituminous Sheet: Protective corrosion-resistive membrane for application to
subgrade concrete as indicated in Part 3. Not less than 1.5mm-thick, self-adhering sheet
consisting of 1.4 mm of rubberized asphalt laminated to a 0.10mm-thick, polyethylene film
with release liner on adhesive side.
1.
2.11
Grace, W. R. & Co.; Bituthene 8000.
PROPORTIONING AND DESIGNING MIXES
A.
In all cases, when calculating the w/cm ratio, cm equals the weight of the OPC plus the
cement replacement (SF or PFA or GGBS).
B.
Cement Replacements:
1.
2.
5
5
320
360
320
300
320
300
25
25
25
25
25
25
25
25
25
25
5 to 7
8 to 10
8 to 10
8 to 10
8 to 10
Air Content +/- 1.5
kg
400
320
320
Maximum W/C Ratio
kg
20
20
20
20
20
10
20
20
20
20
20
Micro Silica Range
mm
Maximum PFA
MPa
35
35
35
35
35
35
35
35
40
15
40
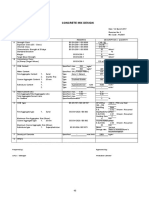
Minimum Cement Content
Maximum Aggregate Size
MPa
Minimum Cementitious
Materials Content
Substructure
Slab-on-Grade
Suspended Slab 1
Building Frame
Suspended Slab 2 (OPTIONAL MIX)
Suspended Slab 3 (OPTIONAL MIX)
Building Frame 2 (OPTIONAL MIX)
Building Walls
Apron
Blinding
Hangar Slab-on-Grade
Maximum Flexural Strength
(MOR)
Design mixtures to provide normal weight concrete with the following properties:
28 Day Cylinder Strength
C.
For structural concrete that contains PFA, replace no more than 25 percent of OPC
by weight and meet the absorption requirements in this Specification.
For structural concrete the mix proportion of cement with that of GGBS shall not be
less than 50% GGBS and not greater than 70% GGBS by total weight of cementitious
material and meet the absorption requirements in this Specification.
%
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.45
0.4
5.5
5.5*
5.5*
5.5
5.5*
5.5*
5.5
5.5
5.5
5.5
5.5*
1. * Maximum air content for trowel finished floors is 3%.
2. No micro silica or PFA is required in humidity controlled environments
D.
The slump of the various concrete mixes must be such that the concrete can be transported,
placed into the forms, and compacted without segregation in accordance with this
Specification. Slump shall be as determined in approved trial mixtures. If the concrete is
superplasticized, it must be cohesive and resistant to segregation. Measure slumps using
samples obtained from the discharge of the transport vehicle.
E.
Submit written reports to Engineer of each proposed mix for each class of concrete at least
15 days prior to start of Work. Do not begin concrete production until proposed mix designs
have been reviewed and accepted by Engineer.
F.
Total Salt Content:
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 14 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
1.
Chlorides:
a.
2.
Sulfates:
a.
G.
2.
The maximum duration between the time cement is first introduced to the batch and
the placement of the concrete shall not exceed 1 hour. The total time between mixing
and initial set shall be at least of 2 hours. There shall be a maximum setting time of 6
hours, but it is desirable for this to be as soon after the initial set as possible.
When trial mixes are made to determine the workability of the concrete the initial
setting time of the cement paste shall be determined using the method defined in
ASTM C 191, but at the maximum allowable temperature, and with the same
proportions of PFA or GGBS (if any) and retarding superplasticizer.
Trial Mixtures:
1.
2.
3.
4.
Designed mixtures in accordance with ACI 211.1 and as required by this
Specification.
For each proposed concrete mixture for each grade of concrete, strength qualify the
mixture by the trial batch method in a laboratory in accordance with ACI 301M. Make
and cure test cubes in accordance with ASTM C 192 and test in accordance with BS
1881. Submit the results for acceptance by the Engineer.
After obtaining Engineer acceptance of the proposed mixture designs and all
ingredients, and prior to production, perform verification testing of the mixture using
the actual production facilities accepted for the work. At this time, minor adjustments
to the ingredient quantities used for the trial batches or accepted mixture designs may
be made, if necessary, to produce cohesive, workable concrete that meets the
performance requirements of this Specification provided that the accepted w/cm ratio
is not increased. Submit the results of the verification testing to the Engineer for
acceptance. Include ambient and mixture temperature, slump, and the actual
ingredient quantities.
Routine adjustments in ingredient quantities necessitated by normal variations in
aggregate gradation and particle shape are acceptable without prior Engineer
acceptance if required to maintain cohesive, workable mixtures provided that:
a.
b.
c.
d.
e.
5.
I.
The total sulfate content of the concrete from all sources, expressed as S03,
when tested in accordance with BS 1881, shall not exceed 4% by weight of dry
cement, inclusive of cement replacement.
Initial Setting Time:
1.
H.
The total chloride content of the concrete from all sources, expressed as
chloride ion, when tested in accordance with BS 1881, for acid soluble
chlorides, must not exceed 0.3 percent by weight of dry cement, inclusive of
PFA or SF or GGBS.
The Engineer is advised in writing of the situation (either in advance based on
production experience or as soon as possible after such variations are
identified).
A description of the variations and the adjustments is provided to the Engineer.
The variation in fineness modulus meets ASTM C 33 requirements.
The coarse aggregate gradation is maintained within ASTM C 33 requirements
for the particular size.
The w/cm ratio defined in the Engineer accepted mixture designs is not
increased.
Once accepted for use and used successfully, new mixtures may be qualified by the
historical data method in accordance with ACI 301M provided that all strength and
performance data for the mixture is obtained from concrete placed at this project.
Absorption Test: The absorption of the hardened concrete from the trial mixes that contain
PFA and GGBS shall be tested as a measure of the concretes ability to resist the ingress of
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 15 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
aggressive salts. No absorption tests shall be required for blinding or mudmat concrete.
Perform absorption tests in accordance with modified BS 1881 Part 122 as follows:
1.
2.
3.
4.
5.
6.
7.
After trial mixes have been accepted, cast three 75 mm diameter by 150 mm long
cylinders rodded in accordance with ASTM C 192 from each grade of concrete and
immerse in water at 20 deg C for 7 days.
At the end of the curing period, trim each end of the cylinder to an overall length of
75mm.
Dry the specimens in an oven at 105 deg C for 72 hours.
Cool the specimens in a dry airtight vessel for 24 hours, weigh them, and then
immediately immerse them in a tank containing water at 20 deg C with the
longitudinal axis of the cores horizontal, and with 25 mm depth of water over the
specimens.
Keep the specimens immerse for 24 hours, then remove, shake, surface dry and
reweigh. Calculate the absorbed water as the increase in mass resulting from
immersion, expressed as a percentage of the dry mass.
If the cores lengths differ from 75 mm, apply the correction factor given in BS 1881.
Calculate the mean of the corrected absorption figure for each concrete grade. The
absorption of the concrete mixes will be acceptable if the mean absorption is less
than 6 percent. Record the mean absorption figure and the lowest absorption figure
for each grade and use for comparison purposes with absorption tests carried out on
cores cut from in situ concrete, as scheduled in this Specification.
PART 3 - EXECUTION
3.1
CONCRETE PRODUCTION
A.
General:
1.
2.
3.
B.
Batching:
1.
2.
3.
C.
Produce concrete in accordance with ACI 304 and ASTM C 94.
Produced concrete in a central batching and mixing plant that conforms to ACI 304.
Mixing and the addition of water in truck mixers shall not be allowed.
The Contractor shall submit all developed concrete mix designs to the Engineer prior
to placing concrete.
Batch dry materials by weight. Batch liquids by weight or volume.
Furnish all necessary equipment and establish accurate procedures for determining
the quantities of free-moisture in the aggregates. Determine aggregate moisture daily
and whenever there is an apparent change in the moisture content. Maintain a
record of the moisture contents measured. Use the aggregate moisture data to
suitably adjust the mixture ingredients such to assure that the approved maximum
w/cm ratio is not exceeded.
Contractor shall maintain all batch plant tickets, inspection and testing records
traceable to the concrete placements.
Mixing:
1.
2.
3.
4.
Prior to production, determine the minimum required mixing duration by performing a
uniformity test of each grade of structural concrete in accordance with ASTM C 94.
Maintain the mixer in a manner that assures it is in the same condition as it was when
the test was performed.
Completely discharge the contents of the drum before re-charging.
Whenever mixing is to be suspended for half an hour or longer, thoroughly wash the
drum with water that is acceptable for use as mix water.
Never re-temper concrete that has partially hardened by the addition of cement,
aggregate or water.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 16 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
5.
D.
Concreting in Hot Weather:
1.
2.
3.2
All concrete mixed on the Project site shall be in a batch mixer of approved size and
design complying with ACI 304 and producing a uniform distribution of the materials
throughout the mixed concrete in accordance with ASTM C94 uniformity test. The
contents of the drum shall be completely discharged before re-charging.
The temperature of concrete at the time of discharge from the conveying vehicle shall
not exceed 32C. Delivery time from the batch plant when the air temperature is
above 32 deg. C shall not exceed 60 minutes, when air temperature is between 30
deg. C and 32 deg. C delivery time will be 75 minutes.
Make adequate provision before normal production concrete commences for the
means of keeping within this temperature limit, taking into account the anticipated site
temperatures during the period of concrete production.
FORMWORK:
A.
Design formwork in accordance with ACI 347 to meet the requirements of the structure and
the required surface finish of the concrete, as described in this Specification. Design and
construct forms so that the concrete can be properly placed, thoroughly consolidated, and
conform accurately to the required shape, position and level.
B.
Ties and Spacers:
1.
2.
Internal form ties shall be of such a nature that no permanent metallic part has less
cover than the reinforcement.
Snap-ties or through-bolts shall not be used. Use ties that can allow removal of the
ends or end fasteners by unskilled workmen without causing spalling at the faces of
the concrete. Use form ties that when removed will result in a recess having a
maximum surface dimension of 25mm and a depth not greater than the required
cover to the reinforcing.
C.
Design forms so that they are capable of being cleaned out immediately prior to concreting,
with temporary access holes provided as necessary. Before concreting begins, thoroughly
clean the forms and previously cast concrete surfaces. Assure that the surfaces are free of
sawdust, tie wire, shavings, dust, dirt and other debris. Coat forms with an approved
release agent before the reinforcement is placed. The release agent must be non-staining,
non-reactive, rust preventive and guaranteed to be compatible with subsequent surface
applications to the concrete. Remove surplus coating on the formwork prior to concrete
placement. Do not allow any of the release agent to get on existing concrete or
reinforcement.
D.
Provide access holes to enable cover to reinforcement to be checked.
E.
Formwork shall be provided to the top face of sloping work where the slope exceeds 15
from the horizontal.
F.
Chamfer all exposed finished edges of concrete by fillets cut from nominal 25mm x 25mm
timber unless special architectural finishes are specified.
G.
Construct forms from wood or steel, provided that where plywood is used for exposed
surfaces it is of a type (plastic coated marine plywood, etc.) to achieve the specified finish.
The number of uses of any particular formwork shall be such that the quality of the specified
finish is maintained and, where the concrete has subsequently to be coated, that the coating
can be effectively applied.
H.
Formed Surfaces:
1.
Rough-Formed Finish: Provide a rough-formed finish on formed concrete surfaces
not exposed to view in the finished Work or concealed by other construction.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 17 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
2.
3.
I.
Concrete surface texture is that imparted by form-facing material used, with tie holes
and defective areas repaired and patched, and fins and other projections exceeding 7
mm in height rubbed down or chipped off. This finish class is not applicable to
elements where backfill is to be placed against the concrete.
Smooth-Formed Finish: Provide a smooth-formed finish on formed concrete surfaces
exposed to view or to be covered with a coating material applied directly to concrete,
such as waterproofing, dampproofing, veneer plaster, painting, or another similar
system. This is an as-cast concrete surface obtained with selected form-facing
material, arranged in an orderly and symmetrical manner with a minimum of seams.
Repair and patch defective areas with fins and other projections completely removed
and smoothed. No ledges shall be permitted at the position of joints in the formwork.
Related Unformed Surfaces: At tops of walls, horizontal offsets, and similar unformed
surfaces adjacent to formed surfaces, strike-off smooth and finish with a texture
matching adjacent formed surfaces. Continue final surface treatment of formed
surfaces uniformly across adjacent unformed surfaces unless otherwise indicated.
Tolerances: The concrete work shall be constructed to an accuracy which shall permit the
proper assembly of components and installations and shall be compatible with the finish.
The accuracy of the Work shall be within the tolerances shown on the Drawings or specified
elsewhere and, in the absence of any other requirements, shall comply with the following:
Laying out dimensions
Sections of concrete members
Surface of foundations against ground
Top surfaces of foundations, bases and piers
Surface level of floor slabs (5m straight edge)
Surface level of floor slabs to datum
J.
Cover:
1.
Unless otherwise indicated on the Drawings, provide the following concrete cover
over the reinforcing including links or ties:
a.
b.
2.
3.
3.3
5mm
5mm
10mm
20mm
5mm
10mm
Concrete in contact with the soil and up to 300mm above finish grade and in
foundations up to structural steel or equipment base plate level: 75mm.
Cover for all other above grade concrete: 50mm.
Check the cover to reinforcement before any concrete is cast.
Check concrete cover with a cover meter as soon as forms are removed.
CONCRETE TRANSPORTATION, PLACEMENT AND COMPACTION
A.
Transportation:
1.
2.
3.
4.
5.
B.
Contractor shall complete and sign a "pour card" form provided by the Engineer. The
Engineer shall countersign the card prior to commencing the pour. The pour card is a
pre-placement checklist and release record to document acceptance of commodities
such as formwork, line and grade, reinforcing, anchor bolts, and other embedded
items.
After mixer discharge, transport concrete as rapidly as possible to the pump,
conveyor, or its final position in the works in agitator trucks.
Keep the containers that convey the concrete clean and free from hardened or
partially hardened concrete at all times.
The addition of water at the point of discharge is prohibited. Disconnect the water
tank completely from the drum.
Do not use aluminum pipe, chutes, or other conveying equipment to be in contact
with fresh concrete.
Inspection of Formwork, Reinforcement and Embedded Items:
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 18 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
1.
C.
Do not place concrete unless the positioning, fixing and condition of the reinforcement
and other items to be embedded, and the cleanliness, alignment and suitability of the
containing surfaces have been inspected and accepted. Allow adequate time for
inspection when concrete pours are scheduled.
Placement:
1.
2.
Place concrete in general conformance with ACI 301M and 304, unless stated
otherwise below.
Do not place concrete when the ambient temperature is greater than 43C if the
temperature is falling or greater than 40C when the temperature is rising. Hot
weather placement should comply with the requirements of ACI 305 and as specified.
a.
b.
c.
d.
3.
4.
5.
D.
Do not allow concrete to free fall exceeding 2 meters unless specifically approved for
special cases such as cast-in-place piles.
Place concrete within 1 meters of its final position in a manner that minimizes
segregation and displacement of the reinforcement or formwork. Deposit the
concrete in lifts not exceeding 600mm thickness unless otherwise directed. Where
placement consists of layers, place each layer while the preceding layer is still plastic
to prevent cold joints.
Prevent foreign matter from being introduced into the concrete from any source.
Structural concreting against open excavation is not permitted.
Consolidation and Vibration:
1.
2.
3.
3.4
Cool ingredients before mixing to maintain concrete temperature at time of
placement to below 32 deg. C. Mixing water may be chilled or chopped ice
may be used to control temperature, provided that water equivalent of ice is
calculated to total amount of mixing water. Using liquid nitrogen to cool
concrete is the Contractors option.
Cover reinforcement steel with water soaked burlap if it becomes too hot, so
that steel temperature will not exceed the specified air temperature
immediately before embedding in concrete.
Fog spray forms, reinforcing steel and subgrade just before placing concrete.
Keep subgrade moisture uniform without puddles or dry areas.
Use water-reducing retarding admixtures when required by high temperatures,
low humidity or other adverse placing conditions as acceptable to the
Engineer.
Use power driven immersion-type vibrators for consolidation in accordance with ACI
309R. Insert vibrators vertically spaced within the radius of action for the vibrator
being used. Assure that the vibrators penetrate the full depth of the layer and, when
the underlying layer is of fresh concrete, enter and re-vibrate the underlying layer. Do
not over vibrate. Withdraw Immersion vibrators slowly to prevent the formation of
voids.
Do not use vibrators to work the concrete along the forms, or in a manner that will
cause the mixture to segregate.
Do not use external, form vibrators without prior acceptance of the Engineer.
CONCRETE JOINTS
A.
General: Position joints in concrete, so far as is possible, so that saline water from any
source cannot collect and pond over them. Apply the same cover requirements for
reinforcing to expansion and contraction joints.
B.
Construction Joints:
1.
Position construction joints where shown on the Drawings. Obtain prior acceptance
of the Engineer to add, relocate, or delete construction joints. If construction joints
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 19 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
2.
3.
4.
5.
6.
7.
8.
C.
Contraction Joints in Slabs-on-Grade: Form weakened-plane contraction joints, sectioning
concrete into areas as indicated. Construct contraction joints for a depth equal to at least
one-fourth of concrete thickness as follows:
1.
2.
D.
2.
3.
3.5
Grooved Joints: Form contraction joints after initial floating by grooving and finishing
each edge of joint to a radius of 3.2 mm. Repeat grooving of contraction joints after
applying surface finishes. Eliminate groover tool marks on concrete surfaces.
Sawed Joints: Form contraction joints with power saws equipped with shatterproof
abrasive or diamond-rimmed blades. Cut 3.2-mm-wide joints into concrete when
cutting action will not tear, abrade, or otherwise damage surface and before concrete
develops random contraction cracks.
Isolation Joints in Slabs-on-Grade: After removing formwork, install joint-filler strips at slab
junctions with vertical surfaces, such as column pedestals, foundation walls, grade beams,
and other locations, as indicated.
1.
E.
are not shown on the Drawings, submit proposed construction joint locations to the
Engineer for prior acceptance.
Place joints perpendicular to main reinforcement. Continue reinforcement across
construction joints unless otherwise indicated. Do not continue reinforcement through
sides of strip placements of floors and slabs.
Form keyed joints as indicated. Embed keys at least 38 mm into concrete.
Locate joints for beams, slabs, joists, and girders in the middle third of spans. Offset
joints in girders a minimum distance of twice the beam width from a beam-girder
intersection.
Locate horizontal joints in walls and columns at underside of floors, slabs, beams,
and girders and at the top of footings or floor slabs.
Space vertical joints in walls as indicated. Locate joints beside piers integral with
walls, near corners, and in concealed locations where possible.
Use a bonding agent at locations where fresh concrete is placed against hardened or
partially hardened concrete surfaces.
Use epoxy-bonding adhesive at locations where fresh concrete is placed against
hardened or partially hardened concrete surfaces.
Extend joint-filler strips full width and depth of joint, terminating flush with finished
concrete surface unless otherwise indicated.
Terminate full-width joint-filler strips not less than 13 mm or more than 25 mm below
finished concrete surface where joint sealants, specified in DIVISION 07 Section
"Joint Sealants," are indicated.
Install joint-filler strips in lengths as long as practicable. Where more than one length
is required lace or clip sections together.
Doweled Joints: Install dowel bars and support assemblies at joints where indicated.
Lubricate or asphalt coat one-half of dowel length to prevent concrete bonding to one side of
joint.
PLACING REINFORCEMENT
A.
General: Comply with CRSI recommended practice for "Placing Reinforcing Bars," for
details and methods of reinforcement placement and supports and as specified. Avoid
cutting or puncturing vapor retarder/barrier and waterproofing membranes during
reinforcement placement and concreting operations. Repair damages before placing
concrete.
B.
Shipping and Storage:
1.
Reinforcement shall be handled and shipped in a manner to avoid bending or other
damage to the bars. Bars shall be bundled, preferably for one placement, in
accordance with the placement Schedule and as follows:
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 20 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
a.
b.
c.
d.
2.
Bars for separate buildings or large structures shall not be bundled together.
Bars for small structures may be bundled together but each bar or group of
bars which have the same piece mark shall be tagged and coded.
Metal tags or approved equal shall be provided and labeled with legible
markings.
All bundles shall be tagged at each end. Tags shall show piece marks
corresponding to the mark numbers on the placement drawings and on the bar
list.
Bars shall be bundled in the largest size practical for handling and shipping.
Reinforcement shall be stored above ground on platforms, skids or other approved
supports. Contact with the soil shall be avoided. Proper drainage and protection
from the elements shall be provided to minimize corrosion.
C.
Clean reinforcement of loose rust and mill scale, earth, and other materials that reduce or
destroy bond with concrete.
D.
Accurately position, support, and secure reinforcement against displacement. Locate and
support reinforcing on concrete blocks of a size to give the correct cover to the
reinforcement. Concrete spacer blocks shall be made of the same materials, to the same
specified requirements and have the same inherent properties as the parent material, but
with the exception that the maximum aggregate size shall be appropriate for the thickness of
cover to the reinforcement.
1.
Chairs made of reinforcement shall be used to support the top mats of slab
reinforcement and they shall be so dimensioned as to be stable during concreting
operations. The chairs shall themselves be supported on concrete blocks as
specified above.
E.
Place reinforcement to maintain minimum coverages as indicated for concrete protection.
Arrange, space, and securely tie bars and bar supports to hold reinforcement in position
during concrete placement operations. Ties at intersections shall be made with 1.5 mm
diameter annealed wire with wire ends directed into concrete, not toward exposed concrete
surfaces.
F.
Concrete Cover:
1.
2.
Concrete cover to reinforcement shall be as indicated on Drawings and as in this
Specification.
Cover to reinforcement shall be checked before any concrete is cast. The bending of
reinforcement at a cold joint is not permitted. Concrete cover shall be checked with a
cover meter as soon as formwork is removed.
G.
Install welded wire fabric in lengths as long as practicable. Lap adjoining pieces at least one
full mesh and lace splices with wire. Offset laps of adjoining widths to prevent continuous
laps in either direction.
H.
All lap splices shall be in accordance with ACI 318 class B tension lap splice unless
otherwise shown on Drawings. All reinforcement bars shall be developed in accordance
with ACI 318 unless otherwise shown on Drawings. Welded wire fabric shall be lapped 1.5
mesh plus the extension on the wires unless otherwise shown on Drawings.
3.6
EMBEDDED ITEMS
A.
Position and secure anchor bolts and other embedded items in accordance with ACI 301
and 304R requirements and as required by this Specification.
B.
Use steel templates to securely position all column anchor bolts. Use steel templates for
other anchor bolts when directed by the Contractor. Support the templates independent of
the reinforcing steel.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 21 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
C.
Install other embedded items, such as plates and anchor bolts that are supplied by others
as identified on the design drawings.
D.
Locate anchor bolts within the tolerances defined in the AISC Code of Standard Practice.
Apply these tolerances to all anchor bolts, including those for equipment bases, unless more
stringent tolerances are noted on the design or equipment drawings.
E.
Locate embedded steel items within the tolerances defined in ACI 117.
F.
Unless shown otherwise, set anchor bolts perpendicular to the theoretical bearing surface.
G.
Install reglets to receive top edge of foundation sheet waterproofing and to receive throughwall flashings in outer face of concrete frame at exterior walls, where flashing is shown at
lintels, relieving angles, and other conditions.
H.
Install dovetail anchor slots in concrete structures as indicated on Drawings.
3.7
DOWEL BARS
A.
3.8
The sleeves for dowel bars used in expansion joints shall be metal or other type of an
approved design to cover 50mm to 75mm of the dowel, with a closed end and with a
suitable stop to hold the end or the bar at least 25mm from the closed end of the sleeve.
Sleeves shall be of such design that they will not collapse during construction.
UNFORMED FINISHES
A.
Scratch Finish: Apply scratch finish to monolithic slab surfaces receiving concrete floor
topping or mortar setting beds for tile, portland cement terrazzo, and other bonded applied
cementitious finish flooring material, and where indicated. After placing slabs, finish surface
to tolerances of F(F) 15 (floor flatness) and F(L) 13 (floor levelness) measured in
accordance with ASTM E 1155M. Slope surfaces uniformly to drains where required. After
leveling, roughen surface before final set with stiff brushes, brooms, or rakes.
B.
Nonslip Broom Finish: Apply a nonslip broom finish to exterior concrete platforms, steps,
ramps, and elsewhere as indicated. Immediately after float finishing, slightly roughen
concrete surface by brooming with fiber-bristle broom perpendicular to main traffic route.
Coordinate required final finish with Engineer before application.
C.
Float Finish: Apply float finish to monolithic slab surfaces receiving trowel finish and other
finishes as specified; slab surfaces to be covered with membrane or elastic waterproofing,
membrane or elastic roofing, or sand-bed terrazzo; and where indicated. After screeding,
consolidating, and leveling concrete slabs, do not work surface until ready for floating.
Begin floating, using float blades or float shoes only, when surface water has disappeared,
or when concrete has stiffened sufficiently to permit operation of power-driven floats, or
both. Consolidate surface with power-driven floats or by hand floating if area is small or
inaccessible to power units. Finish surfaces to tolerances of F(F) 18 (floor flatness) and
F(L) 15 (floor levelness) measured in accordance with ASTM E 1155M. Cut down high
spots and fill low spots. Uniformly slope surfaces to drains. Immediately after leveling,
refloat surface to a uniform, smooth, granular texture.
D.
Trowel Finish: Apply a trowel finish to monolithic slab surfaces exposed to view and slab
surfaces to be covered with resilient flooring, carpet, ceramic or quarry tile, paint, or another
thin film finish coating system. This finish is also applicable to tops of buried foundations
since they have to be subsequently coated.
1.
Finish surfaces to the following tolerances, according to ASTM E1155 (ASTM
E1155M), for a randomly trafficked floor surface:
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 22 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
a.
b.
c.
d.
2.
E.
2.
3.
Uniformly spread 12 kg/10 sq. m of dampened slip-resistive aggregate over surface in
one or two applications. Tamp aggregate flush with surface, but do not force below
surface.
After broadcasting and tamping, apply float finish.
After curing, lightly work surface with a steel wire brush or an abrasive stone and
water to expose slip-resistive aluminum granules.
Dry-Shake Floor Hardener Finish: After initial floating, apply dry-shake floor hardener to
surfaces according to manufacturer's written instructions and as follows:
1.
2.
3.
3.9
Immediately after float finishing, slightly roughen trafficked surface by brooming with
fiber-bristle broom perpendicular to main traffic route. Coordinate required final finish
with Architect before application.
Slip-Resistive Finish: Before final floating, apply slip-resistive aluminum granule finish
where indicated and to concrete stair treads, platforms, and ramps. Apply according to
manufacturer's written instructions and as follows:
1.
H.
Comply with flatness and levelness tolerances for trowel-finished floor surfaces.
Broom Finish: Apply a broom finish to exterior concrete platforms, steps, ramps, and
elsewhere as indicated.
1.
G.
Finish and measure surface so gap at any point between concrete surface and an
unleveled, freestanding, 3.05-m-long straightedge resting on two high spots and
placed anywhere on the surface does not exceed 4.8 mm.
Trowel and Fine-Broom Finish: Apply a first trowel finish to surfaces indicated or where
ceramic or quarry tile is to be installed by either thickset or thin-set method. While concrete
is still plastic, slightly scarify surface with a fine broom.
1.
F.
Specified overall values of flatness, F(F) 25; and of levelness, F(L) 20; with
minimum local values of flatness, F(F) 17; and of levelness, F(L) 15.
Specified overall values of flatness, F(F) 35; and of levelness, F(L) 25; with
minimum local values of flatness, F(F) 24; and of levelness, F(L) 17; for slabson-grade.
Specified overall values of flatness, F(F) 30; and of levelness, F(L) 20; with
minimum local values of flatness, F(F) 24; and of levelness, F(L) 15; for
suspended slabs.
Specified overall values of flatness, F(F) 45; and of levelness, F(L) 35; with
minimum local values of flatness, F(F) 30; and of levelness, F(L) 24.
Uniformly apply dry-shake floor hardener at a rate of 49 kg/10 sq. m unless greater
amount is recommended by manufacturer.
Uniformly distribute approximately two-thirds of dry-shake floor hardener over surface
by hand or with mechanical spreader, and embed by power floating. Follow power
floating with a second dry-shake floor hardener application, uniformly distributing
remainder of material, and embed by power floating.
After final floating, apply a trowel finish. Cure concrete with curing compound
recommended by dry-shake floor hardener manufacturer and apply immediately after
final finishing.
CURING
A.
General:
1.
Wet cure for seven days. After five days, a pigmented liquid membrane forming
curing compound in accordance with ASTM C 309 may be applied and wet curing
may be terminated.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 23 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
2.
3.
B.
Horizontal Surfaces:
1.
C.
2.
3.
A.
Penetrating Liquid Floor Treatment: Prepare, apply, and finish penetrating liquid floor
treatment according to manufacturer's written instructions.
2.
3.
2.
3.
4.
5.
3.11
A.
Remove curing compounds, sealers, oil, dirt, laitance, and other contaminants and
complete surface repairs.
Do not apply to concrete that is less than 14 days old.
Apply liquid until surface is saturated, scrubbing into surface until a gel forms; rewet;
and repeat brooming or scrubbing. Rinse with water; remove excess material until
surface is dry. Apply a second coat in a similar manner if surface is rough or porous.
Polished Concrete Floor Treatment: Apply polished concrete finish system to cured and
prepared slabs to match accepted mockup.
1.
C.
Start wet curing of non-load bearing elements immediately after form removal. Cure
these surfaces continuous water spraying or with pre-saturated hessian in the same
manner as described for horizontal surfaces.
Drape the forms for load bearing elements with wet hessian as soon as concrete is
placed. Keep the hessian wet until forms are removed.
If the form removal operation is expected to last more than four hours, spray all
surfaces as they are exposed with water until the curing system is installed.
LIQUID FLOOR TREATMENTS:
1.
B.
Pond, continuously spray, or cover horizontal surfaces with pre-saturated hessian. If
hessian is used, use two layers (minimum) that are completely covered with a double
layer of impervious sheeting with all joints and edges sealed, and inspected at least
twice during daylight hours and once during the night for signs of drying with water
replenished as required. If drying is discovered, increase the inspection frequency.
Intermittent sprinkling is not acceptable if there is a drying of the concrete surface.
Vertical Surfaces:
1.
3.10
Do not use curing compounds on any construction joint or in areas that will be coated
unless the coating manufacturer certifies that the curing compound is compatible with
the coating.
Use water for curing that meets the requirements of this Specification.
Machine grind floor surfaces to receive polished finishes level and smooth and to
depth required to reveal aggregate to match approved mockup.
Apply penetrating liquid floor treatment for polished concrete in polishing sequence
and according to manufacturer's written instructions, allowing recommended drying
time between successive coats.
Continue polishing with progressively finer grit diamond polishing pads to gloss level
to match approved mockup.
Control and dispose of waste products produced by grinding and polishing
operations.
Neutralize and clean polished floor surfaces.
Sealing Coat: Uniformly apply a continuous sealing coat of curing and sealing compound to
hardened concrete by power spray or roller according to manufacturer's written instructions.
REMOVING FORMS
Formwork not supporting weight of concrete, such as sides of beams, walls, columns, and
similar parts of the work, may be removed as soon as the concrete has gained sufficient
strength so as not to be damaged by the form removal operations.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 24 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
B.
Formwork supporting weight of concrete, such as beam soffits, joists, slabs, and other
structural elements, may not be removed in less than 14 days or until concrete has attained
at least 75 percent of the specified 28 day design compressive strength. Determine
potential compressive strength of in-place concrete by testing field-cured specimens
representative of concrete location or members.
Where pozzolons and retarding
superplasticizers were used, the actual removal time shall be adjusted with the results from
temperature matched test cubes.
C.
Form-facing material may be removed 4 days after placement only if shores and other
vertical supports have been arranged to permit removal of form-facing material without
loosening or disturbing shores and supports.
3.12
REUSING FORMS
A.
Clean and repair surfaces of forms to be reused in the Work. Split, frayed, delaminated, or
otherwise damaged form-facing material will not be acceptable for exposed surfaces. Apply
new form-coating compound as specified for new formwork.
B.
When forms are extended for successive concrete placement, thoroughly clean surfaces,
remove fins and laitance, and tighten forms to close joints. Align and secure joint to avoid
offsets. Do not use patched forms for exposed concrete surfaces except as accepted by
Engineer.
3.13
CONCRETE SURFACE REPAIRS
A.
Concrete exposed by the removal of formwork shall be inspected by Engineer before any
remedial work, subsequent coating or other treatment that would hinder the proper
inspection of the concrete is carried out. Any concrete not complying with this requirement
shall be liable for rejection.
B.
Concrete not meeting the specified requirements shall be removed and rebuilt without delay
unless Engineer accepts that a repair may be satisfactorily effected. This agreement shall
not preclude the subsequent rejection of the repaired work by Engineer. The proposed
method for removal and replacement of defective work shall be submitted to Engineer for
acceptance for each concrete placement before the removal commences.
C.
All repairs accepted by Engineer shall be performed by a subcontractor specialized in the
repair of concrete in the Middle East and prepared to guarantee the work. Any repair
method submitted for acceptance shall produce a result that is as impermeable as the
original concrete. Subsequent tests on the repaired concrete shall be carried out at the
discretion of Engineer in order to establish the quality of the repair, particularly at the joint
between the original and the repaired concrete.
3.14
CONCRETE PROTECTION
A.
The following are typical concrete protection for below grade elements.
B.
General: All concrete shall have surface holes investigated and filled with a filler compatible
with the coating to be applied (if that coating alone cannot fill the hole) provided that they
are small and formed by air bubbles caught against the formwork. For surface holes having
any dimension greater than 10 mm, refer to in this Specification.
C.
Blinding or Mudmat Concrete: Unless otherwise shown on Drawings, place all foundations
and slab on grade on 50mm thick blinding or mudmat concrete. Prior to placing this
concrete, assure that the subsoil is well consolidated and free from loose material.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 25 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
D.
Impervious Membrane: Concrete shall be cast onto impervious sheeting complying with
ASTM E 154 laid over the concrete blinding or mudmat. Overlap shall be 150 mm and the
sheeting shall extend 150 mm beyond the edge of all foundations.
E.
Surfaces Below Ground Level: See section 3.15 of this Specification.
F.
Exposed External Surfaces at Ground Level:
1.
2.
G.
3.15
A.
Exposed external concrete surfaces for a depth of 150 mm below and 300 mm above
ground level, or to the underside of base plates (whichever is lowest), shall be primed
with a low viscosity primer and coated with 2 coats of a light gray colored epoxy paint
with a minimum thickness of 125 microns per coat. Coating shall be as specified in
Article 2.8 "Related Materials" paragraph "Epoxy Protective Paint."
Application trials shall be carried out on the chosen coating. Concrete surface
preparation and application shall be in accordance with the manufacturers
instructions.
Exposed External Surfaces Above Ground Level: General exposed exterior surfaces above
grade shall be coated as specified in 3.14 F of this Specification. The coating shall extend
to the underside of the base plates; i.e., cover the grout.
CONCRETE PROTECTION -BELOW GRADE ELEMENTS
Contractor shall install a waterproofing system on all below grade elements consisting of a
sheet membrane system.
1.
Sheet membrane system shall consist of a system such as the following:
a.
2.
Underside and vertical sides of the pad foundations, spread footings and
ground beams, top of foundations, and all other buried elements: Use selfadhesive waterproofing sheet such as Bituthene 8000 Membrane System by
W.R. Grace & Co., or another listed manufacturer's waterproofing sheet
material as specified in Division 7 Section "Self-Adhering Sheet
Waterproofing." Membrane system shall be protected with protection boards.
Membrane to be compatible with system used for underside of elements.
Do not damage or puncture sheet membrane system.
B.
Alternative waterproofing systems may be submitted to Engineer for review and acceptance.
Submittal shall include technical data and case histories sufficient for Engineer to do a
technical evaluation of the proposed systems.
C.
Install membrane system in accordance with the membrane manufacturers instructions.
D.
Submit the following to Engineer for acceptance before beginning the work:
1.
2.
3.
List of all membrane materials, joint compounds, and concrete surfacers to be used in
the Work. List shall identify the specific products by manufacturer and catalog
number.
Procedures for material storage and handling, surface preparation, environmental
control, application sequence, overlap dimensions, touch up and repair, curing, and
inspection of the membrane system. The membrane manufacturers published
instructions and installation details shall be attached as part of submitted procedures.
Conflicts between the material manufacturer's recommendations and Contract
Documents shall be noted in writing to Engineer for resolution.
Cleaning and installation verification forms for daily inspection records. A detailed
cleaning and installation verification report in accepted form shall be completed each
day during the work and submitted for record. The final verification report shall
include a statement of completion conformance verifying that the required materials
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 26 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
4.
5.
were used and that the accepted application procedures and specified requirements
were followed.
Details concerning corners, bottom slab to wall tie-ins, slab/wall/roof penetrations,
terminations, control joints, expansion joint, and crack control.
Manufacturer material safety data sheets for all materials used in the execution of the
work.
E.
Contractor shall arrange for the material manufacturers technical representative to be
present at the beginning of work and to qualify Contractors installation personnel in the
installation of the manufacturers waterproofing products.
F.
Joints: Unless otherwise shown on design drawings, joints shall be designed and
constructed in accordance with ACI 504R. Details and positioning of joints, together with
the materials to be used, shall be submitted for Engineers acceptance.
1.
3.16
Waterstops shall be in accordance with this Specification. Jointing of waterstops
shall be made by welding in an approved fashion. Lapping of waterstops at joints and
the use of adhesives for jointing purposes will not be permitted unless accepted by
the Engineer. Waterstops shall not be perforated or damaged. Concrete shall be
carefully placed and compacted to ensure dense impervious concrete, particularly
around the ribs of waterstops. At all joints except for expansion joints as indicted on
Drawings, the concrete shall be placed up to the centerline of the waterstop. All
starters to walls of watertight construction shall be cast using hung formwork so that
the concrete in the starters is placed simultaneously with the concrete in the slab.
GROUTING
A.
Preparation: Concrete foundation top shall be cleaned of dirt, laitance, oil and grease.
Anchor bolt boxes and sleeves shall be cleaned of all polystyrene and other deleterious
material. The surface of the concrete shall be thoroughly wetted just prior to grouting but
shall contain no excess water, particularly in the bolt boxes and sleeves.
B.
Materials:
1.
2.
3.
C.
For interior bases protected from weather and saline bearing waters and not subject
to heavy or vibratory loads, grout shall consist of one part Portland cement to two
parts well-graded sand by volume. Sand shall comply with this Specification. A
retarding superplasticizer may be used if necessary to obtain the correct fluidity in
high ambient temperatures.
For all heavily loaded structural column bases or equipment bases subjected to
vibrational loads, a proprietary non-shrink high strength grout shall be used. The
grout shall be non-metallic and shall comply with ASTM C 1107, Grade B or C.
For all other exterior work exposed to potential saline ingress, a proprietary general
purpose non-shrink grout, especially formulated for high temperature work, such as
Masterflow MB-928 by Master Builders, Inc. or approved equal, shall be used.
Placement:
1.
The manufacturers recommendations shall be followed for proprietary grouts. The
temperature of the grout at time of placement shall not exceed 25 deg C and the
temperature of the elements in contact with the grout shall not exceed 40 deg C. To
obtain the required temperatures, it may be necessary to do the following:
a.
b.
c.
2.
Shield the materials from the direct rays of the sun.
Mix materials with flaked ice.
Cool base plates with water but ensure that anchor bolt pockets are free from
water.
Grout strength shall not be less than 35 N/sq. mm at 28 days and Contractor shall
document to Engineer that this strength is being achieved. Grouting shall not
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 27 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
3.
3.17
A.
proceed until the steel work or equipment has been leveled and plumbed with the
bases being supported in the meantime by steel packers and shims.
Completely fill anchor bolt sleeves with grout before placing grout under base plates.
The gravity grouting method shall be used wherein the flowable self-leveling grout is
poured on one side of a base until it flows out at the opposite side. Packers and
shims used to level bases shall be removed after the grout has set and the resulting
pocket repaired with similar grout.
QUALITY CONTROL AND TESTING
General:
1.
Testing Laboratory:
a.
b.
2.
B.
Contractor shall employ an independent testing agency to perform tests and to
submit test reports.
Contractor shall be responsible for taking, identifying and delivering to the test
laboratory all test samples called for in this Specification. The testing
laboratory shall be responsible for the testing. Contractor shall collect all test
results and deliver them to Engineer in the format and detail as specified.
Testing Laboratory Qualifications: The testing laboratory shall be accredited by
NAMAS or an equivalent National Standard and shall have a Quality System in
accordance with ANSI Q9001.
Quality Control Testing on Fresh Concrete: Testing of composite samples of fresh concrete
obtained according to ASTM C172 shall be performed as follows:
1.
2.
Testing Frequency: Obtain one composite sample for each day's pour of each
concrete mixture exceeding 4 cu. m, but less than 19 cu. m, plus one set for each
additional 38 cu. m or fraction thereof.
Testing Frequency: Obtain at least one composite sample for each 76 cu. m or
fraction thereof of each concrete mixture placed each day.
a.
3.
4.
5.
6.
7.
When frequency of testing will provide fewer than five compressive-strength
tests for each concrete mixture, testing shall be conducted from at least five
randomly selected batches or from each batch if fewer than five are used.
Slump: ASTM C143/C143M; one test at point of placement for each composite
sample, but not less than one test for each day's pour of each concrete mixture.
Perform additional tests when concrete consistency appears to change. Slump
tolerance shall be in accordance with ACI 117.
Air Content: ASTM C231, pressure method, for normal-weight concrete; ASTM
C173/C173M, volumetric method, for structural lightweight concrete; one test for each
composite sample, but not less than one test for each day's pour of each concrete
mixture.
Concrete Temperature: ASTM C1064/C1064M; one test hourly when air temperature
is 4.4C and below and when 27C and above, and one test for each composite
sample.
Unit Weight: ASTM C567, fresh unit weight of structural lightweight concrete; one
test for each composite sample, but not less than one test for each day's pours of
each concrete mixture.
Compression Test Specimens: ASTM C31/C31M.
a.
8.
Cast and laboratory cure two sets of two standard cylinder specimens for each
composite sample.
b.
Cast and field cure two sets of two standard cylinder specimens for each
composite sample.
Compressive-Strength Tests: ASTM C39/C39M; test one set of two laboratory-cured
specimens at 7 days and one set of two specimens at 28 days.
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 28 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
a.
b.
9.
10.
11.
12.
13.
14.
15.
16.
C.
Test one set of two field-cured specimens at 7 days and one set of two
specimens at 28 days.
A compressive-strength test shall be the average compressive strength from a
set of two specimens obtained from same composite sample and tested at age
indicated.
When strength of field-cured cylinders is less than 85% of companion laboratorycured cylinders, Contractor shall evaluate operations and provide corrective
procedures for protecting and curing in-place concrete.
Strength of each concrete mixture will be satisfactory if every average of any three
consecutive compressive-strength tests equals or exceeds specified compressive
strength and no compressive-strength test value falls below specified compressive
strength by more than 3.4 MPa.
Salt Content: Measure the total concentration of sulfates and chlorides in fresh
concrete at least once a week for all structural grades of concrete in accordance with
this Specification. Concentrations of each ion shall not exceed the specified limits. If
these limits are exceeded, the concrete pour from which the samples were taken
shall be rejected and further tests performed on the cast concrete in accordance with
this Specification to determine the total extent of the problem.
Test results shall be reported in writing to Architect, concrete manufacturer, and
Contractor within 48 hours of testing. Reports of compressive-strength tests shall
contain Project identification name and number, date of concrete placement, name of
concrete testing and inspecting agency, location of concrete batch in Work, design
compressive strength at 28 days, concrete mixture proportions and materials,
compressive breaking strength, and type of break for both 7- and 28-day tests.
Nondestructive Testing: Impact hammer, sonoscope, or other nondestructive device
may be permitted by Architect but will not be used as sole basis for approval or
rejection of concrete.
Additional Tests: Testing and inspecting agency shall make additional tests of
concrete when test results indicate that slump, air entrainment, compressive
strengths, or other requirements have not been met, as directed by Architect. Testing
and inspecting agency may conduct tests to determine adequacy of concrete by
cored cylinders complying with ASTM C42/C42M or by other methods as directed by
Architect.
Additional testing and inspecting, at Contractor's expense, will be performed to
determine compliance of replaced or additional work with specified requirements.
Correct deficiencies in the Work that test reports and inspections indicate do not
comply with the Contract Documents.
Quality Control -Testing on Hardened Concrete:
1.
2.
3.
General: Engineer may request samples to be taken and tests carried out on any
hardened structural grade concrete as specified below if he suspects that the
concrete does not meet the specified requirements. If the tests confirm that the
concrete does not meet the requirements of this Specification, then Engineer may
require the concrete to be removed at Contractors expense. If the tests confirm that
the concrete meets the requirements of this Specification, then the cost of taking and
testing the samples shall not be at Contractors expense.
Compressive Strength Tests: Engineer may request cores to be drilled from a
particular pour. Drill 100 mm diameter cores as requested, in accordance with ASTM
C 42, and send for compressive strength testing. Test cores in the saturated
condition. If the cores from that pour have an average compressive strength less
than 85 percent of the specified strength, or any individual core has a compressive
strength less than 75 percent of the specified strength, concrete from which it was
taken will be deemed to be non-compliant.
Concrete Cover: Engineer may check the concrete cover over the reinforcement with
a cover meter. Any indication that the cover is generally less than the requirements
specified in this Specification shall be checked by limited surface concrete removal. If
it is confirmed that the actual cover is generally less than specified, then the concrete
shall be removed at Contractors expense. In the case of localized lack of cover and
where appearance is not important, the area must be repaired by removal of the
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 29 of 30
Saudia Aerospace Engineering Industries
Aircrafts Maintenance Hangers
4.
5.
D.
inadequate cover and the cutting back of concrete for 50 mm behind the
reinforcement. Resurfacing of the concrete with the specified cover shall be carried
out as a repair by a specialist subcontractor as specified in Article 3.13.
Absorption: A sample of three 75 mm diameter cores, 75 mm long, shall be taken
from hardened concrete when directed by Engineer and tested in accordance with
this Specification. Should the absorption of any core exceed by more than 1 percent
the highest approved test result, then the concrete from which it was cut shall be
removed. No absorption test shall be required for blinding or mudmat concrete.
Salt Content: Engineer may request samples to be taken from two 20 mm diameter
drillings into the concrete surface, spaced 75 mm apart. Each drilling shall proceed in
25 mm increments for a total depth of 100 mm and the dust from the 4 samples in
each hole shall be sent for sulfate and chloride content analysis in accordance with
BS 1881. Should the tests show that the limits specified herein are exceeded, the
concrete shall be removed.
Measure floor and slab flatness and levelness according to ASTM E1155M within 24 hours
of finishing.
END OF SECTION 033000
S09063-01D-PD-SPC-AR-01 REV 1
0033000 -Page 30 of 30
Vous aimerez peut-être aussi
- Hot Mix Asphalt Paving HandBook 2000Document229 pagesHot Mix Asphalt Paving HandBook 2000tronio lemmu100% (13)
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing ConcreteDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concretebonnico75% (4)
- Asme B16.5 Q&aDocument7 pagesAsme B16.5 Q&aShaalan Ali100% (1)
- Drawing Register 01Document1 pageDrawing Register 01tidypainPas encore d'évaluation
- BD List of Approved Foundation SystemDocument2 pagesBD List of Approved Foundation SystemGary LoPas encore d'évaluation
- 4.4.2 Technical SpecificationDocument58 pages4.4.2 Technical SpecificationSiji OktoberPas encore d'évaluation
- Retaining Wall StandardsDocument3 pagesRetaining Wall StandardssowjichPas encore d'évaluation
- Form - Structural Concrete Pre-Pour Conference Agenda 1Document12 pagesForm - Structural Concrete Pre-Pour Conference Agenda 1masahinPas encore d'évaluation
- IEEE-14764 - Software MaintenanceDocument24 pagesIEEE-14764 - Software MaintenanceSuharman DjajaPas encore d'évaluation
- Modeling The Behavior of Load Bearing Concrete Walls Under Fire ExposureDocument11 pagesModeling The Behavior of Load Bearing Concrete Walls Under Fire ExposureNasarKhanPas encore d'évaluation
- SCC QMS MANUAL-FINAL Signed 2017 PDFDocument94 pagesSCC QMS MANUAL-FINAL Signed 2017 PDFAlexis kabayizaPas encore d'évaluation
- Storm Drain Flushing Method StatementDocument12 pagesStorm Drain Flushing Method Statementarshad iqbalPas encore d'évaluation
- Proportions & Strength of ConcreteDocument2 pagesProportions & Strength of ConcreteKAKAPas encore d'évaluation
- MS For Survey Works (Draft) R5Document47 pagesMS For Survey Works (Draft) R5Tegar Pilar RamadhanPas encore d'évaluation
- Larsen & Toubro Limited MSQ (Epcc 1) Up GradationDocument9 pagesLarsen & Toubro Limited MSQ (Epcc 1) Up GradationSaut Maruli Tua SamosirPas encore d'évaluation
- Tower Crane Footing Structural Design For All Cranes PDF - CompressDocument14 pagesTower Crane Footing Structural Design For All Cranes PDF - CompressJoséPas encore d'évaluation
- SP, Supervision PlanDocument4 pagesSP, Supervision PlanjasminetsoPas encore d'évaluation
- PCSB PMA Riser Maintenance Paint MatrixDocument8 pagesPCSB PMA Riser Maintenance Paint MatrixZafarul Naim JamaludinPas encore d'évaluation
- Concrete Strength Acceptance: by Bruce A. SuprenantDocument3 pagesConcrete Strength Acceptance: by Bruce A. SuprenantBruce SuprenantPas encore d'évaluation
- Precast Box CulvertDocument4 pagesPrecast Box CulvertHermann PankowPas encore d'évaluation
- 013-MS Utilization of Hilti DX 76 PDFDocument51 pages013-MS Utilization of Hilti DX 76 PDFKöksal PatanPas encore d'évaluation
- Dampproofing (Revised)Document29 pagesDampproofing (Revised)masahinPas encore d'évaluation
- Geo InstallationDocument78 pagesGeo InstallationUdin DzonoPas encore d'évaluation
- Inspection Checklist Masonry WallDocument3 pagesInspection Checklist Masonry WallJonatan LopezPas encore d'évaluation
- Density and strength requirements for normal and heavyweight concreteDocument2 pagesDensity and strength requirements for normal and heavyweight concreteFranklin TwumasiPas encore d'évaluation
- P 1-11 Storm Drainage PDFDocument11 pagesP 1-11 Storm Drainage PDFMahmoud GwailyPas encore d'évaluation
- RMCDocument2 pagesRMCraju_mantripragadaPas encore d'évaluation
- WS&D SpecDocument2 pagesWS&D SpecMohamed0% (1)
- Lavatex 2000...Document2 pagesLavatex 2000...ArifPas encore d'évaluation
- 134 - As Struck Finishes PDFDocument2 pages134 - As Struck Finishes PDFJonathan KeoughPas encore d'évaluation
- Carpet Floorring-Method StatementDocument6 pagesCarpet Floorring-Method StatementAli Bouchakor0% (1)
- Base Concrete Placement: 1. SubgradeDocument1 pageBase Concrete Placement: 1. Subgradeapuhapuh_153349Pas encore d'évaluation
- CP84-Entry Into and Safe Working in Confined SpacesDocument20 pagesCP84-Entry Into and Safe Working in Confined SpacesSim Guobin100% (1)
- Old Hot InsulationDocument9 pagesOld Hot InsulationNehal VaghelaPas encore d'évaluation
- Section 04 Concrete WorksDocument32 pagesSection 04 Concrete WorksMarvin MessiPas encore d'évaluation
- 012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFDocument18 pages012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFKöksal PatanPas encore d'évaluation
- Building Strong: Rick Reese, P.EDocument16 pagesBuilding Strong: Rick Reese, P.EOsama GhannamPas encore d'évaluation
- Document Index: Hydrostatic Test ProcedureDocument7 pagesDocument Index: Hydrostatic Test ProcedureRupesh BhattacharyaPas encore d'évaluation
- Ghid de Calcul Presiune Beton in CofrajeDocument59 pagesGhid de Calcul Presiune Beton in CofrajeArziv EstoPas encore d'évaluation
- Mathcad - 13. Design of Pile CapDocument20 pagesMathcad - 13. Design of Pile CapsetPas encore d'évaluation
- Benchmarking Project Construction Time in Hong KongDocument11 pagesBenchmarking Project Construction Time in Hong KongDaniel PratamaPas encore d'évaluation
- Responsibility For Controlling Slab CurlingDocument1 pageResponsibility For Controlling Slab CurlingProfessor Dr. Nabeel Al-Bayati-Consultant EngineerPas encore d'évaluation
- Bid Bulletin No 6 - MTCL PACKAGE 4 BOSO-BOSO PUMPING STATION AND RESERVOIRDocument7 pagesBid Bulletin No 6 - MTCL PACKAGE 4 BOSO-BOSO PUMPING STATION AND RESERVOIRFrancis Nano FerrerPas encore d'évaluation
- Trial Pit TesrDocument10 pagesTrial Pit TesrscwanhkerPas encore d'évaluation
- Specification Design Guide 2016 - Bonded Anchors Mech Anchors Lightweight FixingsDocument252 pagesSpecification Design Guide 2016 - Bonded Anchors Mech Anchors Lightweight FixingshemendraengPas encore d'évaluation
- 04 Issued For Company Review RKS AKA MTA 04 Approved For Use RKS AKA MTA 04 Approved For Use RKS AKA MTADocument4 pages04 Issued For Company Review RKS AKA MTA 04 Approved For Use RKS AKA MTA 04 Approved For Use RKS AKA MTAjay2kay5793Pas encore d'évaluation
- Yanbu Ii Power & Water Project: Method Statement For U/G Lamination Repair ProcedureDocument2 pagesYanbu Ii Power & Water Project: Method Statement For U/G Lamination Repair Proceduresethu1091Pas encore d'évaluation
- 2x150mw Dmci CWP 001 EarthworksDocument12 pages2x150mw Dmci CWP 001 EarthworksBenjo FaustoPas encore d'évaluation
- PVC Pipeline Design ManualDocument86 pagesPVC Pipeline Design ManualxkishanPas encore d'évaluation
- Ad CDZZZZ MT Spe 0020 000Document31 pagesAd CDZZZZ MT Spe 0020 000Mehman NasibovPas encore d'évaluation
- Shop Inspection Requirements and Inspection and Testing Sequence For Tank ComponentsDocument4 pagesShop Inspection Requirements and Inspection and Testing Sequence For Tank ComponentsdurraaiPas encore d'évaluation
- Generator Transformer & Unit Auxiliary Transformer Installation 070903Document18 pagesGenerator Transformer & Unit Auxiliary Transformer Installation 070903bewid100% (1)
- Concrete mix design RC5001Document1 pageConcrete mix design RC5001shahrilzainul77Pas encore d'évaluation
- Concrete Pre-Pour ChecklistDocument2 pagesConcrete Pre-Pour Checklistmasahin100% (1)
- Interface ScheduleDocument6 pagesInterface Schedule19bcs 3769Pas encore d'évaluation
- PQCP-06.03.09 Concrete Crack RepairDocument3 pagesPQCP-06.03.09 Concrete Crack RepairmiaicarbaPas encore d'évaluation
- Loading Tests On PilesDocument3 pagesLoading Tests On PilesRajesh KhadkaPas encore d'évaluation
- Technical Note For LimestoneDocument15 pagesTechnical Note For LimestoneAmierul MukmienPas encore d'évaluation
- Guide To Best Practice For External Rendering: Data Sheet 14Document3 pagesGuide To Best Practice For External Rendering: Data Sheet 14Dmytro VaslchPas encore d'évaluation
- BS 5834 Part 2Document34 pagesBS 5834 Part 2Vincent KwekPas encore d'évaluation
- Site Specific Procedure (Junction Box)Document120 pagesSite Specific Procedure (Junction Box)Mohd Khairi AhmadPas encore d'évaluation
- Procedure - Concrete Pouring & CuringDocument12 pagesProcedure - Concrete Pouring & CuringjabpunPas encore d'évaluation
- 03300Document27 pages03300uddinnadeemPas encore d'évaluation
- JFK-174.115.B009 - 033010 - Concrete Spec.Document50 pagesJFK-174.115.B009 - 033010 - Concrete Spec.Glenn NewmarkPas encore d'évaluation
- Precast Guide SpecDocument25 pagesPrecast Guide SpecpabulumzengPas encore d'évaluation
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingD'EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingPas encore d'évaluation
- Stop Sub-Optimizing. Invite - Don't Impose Scrum On Teams. - by Leise Passer Jensen - Serious Scrum - MediumDocument8 pagesStop Sub-Optimizing. Invite - Don't Impose Scrum On Teams. - by Leise Passer Jensen - Serious Scrum - MediummasahinPas encore d'évaluation
- Garyounis University Construction UpdatesDocument16 pagesGaryounis University Construction UpdatesmasahinPas encore d'évaluation
- William Edwards DemingDocument21 pagesWilliam Edwards DemingmasahinPas encore d'évaluation
- Cost of QualityDocument20 pagesCost of QualitymasahinPas encore d'évaluation
- GARIN-3-1-DE-IS-IFW-CD-0002-00 ModelDocument1 pageGARIN-3-1-DE-IS-IFW-CD-0002-00 ModelmasahinPas encore d'évaluation
- Garyounis University Construction UpdatesDocument16 pagesGaryounis University Construction UpdatesmasahinPas encore d'évaluation
- Astm D 3515 PDFDocument5 pagesAstm D 3515 PDFJulio Cesar Rojas Apaza100% (1)
- D 2172 - 01 RdixnziDocument13 pagesD 2172 - 01 RdixnziJhony CotaPas encore d'évaluation
- Garun Correspondance ProcedureDocument8 pagesGarun Correspondance ProceduremasahinPas encore d'évaluation
- Appendix 2Document2 pagesAppendix 2masahinPas encore d'évaluation
- SN3016Document13 pagesSN3016Gunawan Budi WijayaPas encore d'évaluation
- Site Quality Observation Report #3 Tabuk-J&PDocument15 pagesSite Quality Observation Report #3 Tabuk-J&PmasahinPas encore d'évaluation
- Garun Conference Hall Org ChartDocument6 pagesGarun Conference Hall Org ChartmasahinPas encore d'évaluation
- KE01!00!000 AK A PR 0001 000 AGIP Document NumberingDocument30 pagesKE01!00!000 AK A PR 0001 000 AGIP Document NumberingmasahinPas encore d'évaluation
- KE01!00!000 AK A PR 0001 000 AGIP Document NumberingDocument30 pagesKE01!00!000 AK A PR 0001 000 AGIP Document NumberingmasahinPas encore d'évaluation
- Document Control Pr. TablesDocument9 pagesDocument Control Pr. TablesmasahinPas encore d'évaluation
- Concrete Pre-Pour ChecklistDocument2 pagesConcrete Pre-Pour Checklistmasahin100% (1)
- Concrete Shuttering RemovalDocument1 pageConcrete Shuttering Removalmasahin100% (1)
- Concrete Shuttering RemovalDocument1 pageConcrete Shuttering Removalmasahin100% (1)
- ACI Mix DesignDocument9 pagesACI Mix DesignAbdul Hamid BhattiPas encore d'évaluation
- CIP 32 - Concrete Pre-Construction ConferenceDocument2 pagesCIP 32 - Concrete Pre-Construction ConferencemasahinPas encore d'évaluation
- DIN Standards RFI 0003 Project 001Document1 pageDIN Standards RFI 0003 Project 001masahinPas encore d'évaluation
- Lab Equipment List for Saudi Rail ProjectDocument2 pagesLab Equipment List for Saudi Rail ProjectmasahinPas encore d'évaluation
- Site Layout Str. & Arc.Document458 pagesSite Layout Str. & Arc.masahinPas encore d'évaluation
- HHR Log BooksDocument47 pagesHHR Log BooksmasahinPas encore d'évaluation
- Exova Credit Application FormDocument2 pagesExova Credit Application FormmasahinPas encore d'évaluation
- Pages From NSR-06-YM-04714-KK12 - NWP Method Statement For Excavation WoksDocument1 pagePages From NSR-06-YM-04714-KK12 - NWP Method Statement For Excavation WoksmasahinPas encore d'évaluation
- Campus Recruitment TrainingDocument4 pagesCampus Recruitment TrainingSagar Paul'gPas encore d'évaluation
- Preliminary Research On Prefabrication, Pre-Assembly, Modularization and Off-Site Fabrication in ConstructionDocument243 pagesPreliminary Research On Prefabrication, Pre-Assembly, Modularization and Off-Site Fabrication in ConstructionTasi ZafirPas encore d'évaluation
- Lebeitsuk Mattias EplanDocument63 pagesLebeitsuk Mattias EplanAdnan KhanPas encore d'évaluation
- MPRDocument12 pagesMPRDeepak yadavPas encore d'évaluation
- GEN 4100 Revised Course Outline-LatestDocument8 pagesGEN 4100 Revised Course Outline-LatestFaizal EngintechPas encore d'évaluation
- Taiere Cu Flacara DIN en ISO 9013Document27 pagesTaiere Cu Flacara DIN en ISO 9013Petru AncaPas encore d'évaluation
- Civil Engineering Interview Questions and AnswersDocument2 pagesCivil Engineering Interview Questions and AnswersabhijithmvPas encore d'évaluation
- Design LoadDocument20 pagesDesign LoadJeffrey Carlo Viduya AgliamPas encore d'évaluation
- Village Restaurant Floor PlansDocument6 pagesVillage Restaurant Floor Planslilama45-1Pas encore d'évaluation
- Structural Applications of Aluminium in Civil Engineering: Federico M. MazzolaniDocument4 pagesStructural Applications of Aluminium in Civil Engineering: Federico M. MazzolaniDjordjeDjPas encore d'évaluation
- 06-2 QCS 2014Document25 pages06-2 QCS 2014Raja Ahmed Hassan100% (6)
- ANG BulletinDocument4 pagesANG BulletinRoron WicaksonoPas encore d'évaluation
- Community BuildingDocument75 pagesCommunity BuildingMaj M NazzPas encore d'évaluation
- Henry Berger ResumeDocument1 pageHenry Berger Resumeapi-581806915Pas encore d'évaluation
- Rutgers University, Department of Electrical and Computer Engineering Abet Course Syllabus COURSE: 14:332:373Document2 pagesRutgers University, Department of Electrical and Computer Engineering Abet Course Syllabus COURSE: 14:332:373HUANG YIPas encore d'évaluation
- Bars - Introduction, Types, Best One To Use 15, RCC-Steel BarsDocument15 pagesBars - Introduction, Types, Best One To Use 15, RCC-Steel BarsAtish Kumar97% (29)
- Ref BoqDocument202 pagesRef BoqceshyamsundarPas encore d'évaluation
- 2018-07-18 FILED Affidavit #1 Elwin Site C HearingDocument199 pages2018-07-18 FILED Affidavit #1 Elwin Site C HearingThe NarwhalPas encore d'évaluation
- ME 3212 Fluid Machinery Module 5.1 Fans & Blowers ExamplesDocument3 pagesME 3212 Fluid Machinery Module 5.1 Fans & Blowers ExamplesTimmyPas encore d'évaluation
- 01 2010 TOS RevisedDocument6 pages01 2010 TOS RevisedKristine JavierPas encore d'évaluation
- Agularity Number TestDocument3 pagesAgularity Number TestBibhuti B. BhardwajPas encore d'évaluation
- DiagridsDocument34 pagesDiagridsChristianFernando100% (1)
- Research Associate Professor PaperDocument1 pageResearch Associate Professor PaperYagneesh war ReddyPas encore d'évaluation
- Prospectus PG 2021 OnwardsDocument82 pagesProspectus PG 2021 OnwardsDr. Adeel AkramPas encore d'évaluation
- Foundation & Column DesignDocument6 pagesFoundation & Column DesignAlbert LuckyPas encore d'évaluation
- Computer Controlled Process Control System ManualDocument12 pagesComputer Controlled Process Control System Manualedwin dableoPas encore d'évaluation
- MCQsDocument53 pagesMCQsMaddie ZonniePas encore d'évaluation