Vous aimerez peut-être aussi
- Column Diameter and Pressure Drop GraphDocument4 pagesColumn Diameter and Pressure Drop GraphinstrutechPas encore d'évaluation
- Understanding The Basics of Liquid LoadingDocument7 pagesUnderstanding The Basics of Liquid Loadingdah7542Pas encore d'évaluation
- Packed ColumnDocument4 pagesPacked ColumnSantosh ReddyPas encore d'évaluation
- Liquid Hold Up in Gas WellsDocument6 pagesLiquid Hold Up in Gas WellsEngr Sadiq WazirPas encore d'évaluation
- Gas Velocity Flooding Point Loading Point.Document1 pageGas Velocity Flooding Point Loading Point.Ikhmal Firdaus100% (1)
- Gas Absorption Theory, Apparatus, ProcedureDocument16 pagesGas Absorption Theory, Apparatus, Proceduresolehah misni100% (1)
- How Is A Pipeline DesignedDocument6 pagesHow Is A Pipeline DesignedSa'ad A Al-Ajlouni100% (1)
- Exp 4 Gas AbsorptionDocument18 pagesExp 4 Gas AbsorptionakuPas encore d'évaluation
- Gas Absorption ManualDocument13 pagesGas Absorption ManualKiann Domingo100% (1)
- University of Basra For Oil and GasDocument8 pagesUniversity of Basra For Oil and GaskareemPas encore d'évaluation
- Two Phase Flow PresentationDocument28 pagesTwo Phase Flow PresentationAnant JoshiPas encore d'évaluation
- Discussion For Gas AbsorptionDocument6 pagesDiscussion For Gas AbsorptionhaanaPas encore d'évaluation
- Two Phase - IDocument27 pagesTwo Phase - IMed SamoudPas encore d'évaluation
- Elementary Aspects of Two-Phase Flow in Pipes: R. Shankar SubramanianDocument3 pagesElementary Aspects of Two-Phase Flow in Pipes: R. Shankar Subramanianreddy331Pas encore d'évaluation
- Solving Gas Well Liquid Loading ProblemsDocument8 pagesSolving Gas Well Liquid Loading ProblemsCarlos Liscano100% (1)
- UNIT - 8 Multi Phase Flow (PE-V Sem)Document22 pagesUNIT - 8 Multi Phase Flow (PE-V Sem)Rakesh KumarPas encore d'évaluation
- Gas Absorption ReportDocument16 pagesGas Absorption ReportAlohaaSwezz100% (1)
- Hydrodynamics of Packed ColomnDocument6 pagesHydrodynamics of Packed ColomnDhananjay KadamPas encore d'évaluation
- ThermodynamicsDocument16 pagesThermodynamicsaneeda shabirPas encore d'évaluation
- Choked Flow of FluidsDocument4 pagesChoked Flow of FluidsGnana Subramanian ArumugamPas encore d'évaluation
- Schéma ArticlesDocument7 pagesSchéma Articlesjanvier DomraPas encore d'évaluation
- Gas Absorption Lab ReportDocument15 pagesGas Absorption Lab ReportMuhammad Nasrul70% (10)
- Chapter 9Document5 pagesChapter 9Yvonne Xin Yi NgPas encore d'évaluation
- By James N. Mccoy, P: Resident, Echometer Co., Wichita Falls, TexDocument4 pagesBy James N. Mccoy, P: Resident, Echometer Co., Wichita Falls, TexoomhndyPas encore d'évaluation
- Gas Condensate Reservoir AnalysisDocument2 pagesGas Condensate Reservoir AnalysisHadi HendizadehPas encore d'évaluation
- Documento 3Document3 pagesDocumento 3Edgardo De La CruzPas encore d'évaluation
- Wellbore PerformanceDocument10 pagesWellbore Performanceurooj jawwadPas encore d'évaluation
- 02 Understanding Gas CondensateDocument0 page02 Understanding Gas CondensateKenaouia BahaaPas encore d'évaluation
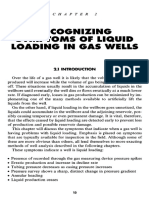
- 2.symptoms of Liquid LoadingDocument14 pages2.symptoms of Liquid LoadingToufikNechPas encore d'évaluation
- Choked Flow FenomenaDocument4 pagesChoked Flow FenomenaOscarPas encore d'évaluation
- SodaPDF-merged-Merging Result-2Document258 pagesSodaPDF-merged-Merging Result-2ermiasPas encore d'évaluation
- Choked FlowDocument4 pagesChoked FlowMahsagolPas encore d'évaluation
- Two Phase FlowDocument22 pagesTwo Phase FlowAdil Khan100% (1)
- Gas Condensate ReservoirsDocument11 pagesGas Condensate ReservoirsMaisam AbbasPas encore d'évaluation
- Pressure Inversion and Material Balance Calculations: Technical Note'Document3 pagesPressure Inversion and Material Balance Calculations: Technical Note'Amr HegazyPas encore d'évaluation
- Gas Lift System DesignDocument65 pagesGas Lift System Design'Aditz Nento S'Pas encore d'évaluation
- Outflow PerformanceDocument2 pagesOutflow PerformanceMuhammad MujahidPas encore d'évaluation
- SodaPDF-merged-Merging Result-2Document258 pagesSodaPDF-merged-Merging Result-2ermiasPas encore d'évaluation
- O'level Physics PressureDocument11 pagesO'level Physics PressureToretto100% (1)
- Calculate of Multiphase Flow ...Document18 pagesCalculate of Multiphase Flow ...محمد إبراهيم النعاسPas encore d'évaluation
- ABSORPTIONDocument58 pagesABSORPTIONBedewi BilalPas encore d'évaluation
- Two Phase Flow - A Short NoteDocument2 pagesTwo Phase Flow - A Short Notevela vanPas encore d'évaluation
- SPE 112108 Modeling and Simulation of Instabilities in Gas-Lifted Oil WellsDocument11 pagesSPE 112108 Modeling and Simulation of Instabilities in Gas-Lifted Oil Wellsmohamed fathyPas encore d'évaluation
- Artificial Lift - Beam Lift Cheat Sheet (Sucker Rod Pumping)Document6 pagesArtificial Lift - Beam Lift Cheat Sheet (Sucker Rod Pumping)enLightNme888Pas encore d'évaluation
- Sucker RodDocument6 pagesSucker Rodvindictive666Pas encore d'évaluation
- Absorption QuestionsDocument11 pagesAbsorption QuestionsRalph CastinoPas encore d'évaluation
- Thermodynamics - Theory T-V Diagram: Phase Change Process Under Constant Pressure (112 KB)Document3 pagesThermodynamics - Theory T-V Diagram: Phase Change Process Under Constant Pressure (112 KB)rajaraghuramvarmaPas encore d'évaluation
- Elseiver - Liquid LoadingDocument15 pagesElseiver - Liquid LoadingSowmyanarayananPas encore d'évaluation
- Pump Card DiagnosisDocument6 pagesPump Card Diagnosistaufiq01Pas encore d'évaluation
- Liquid Flow in Control Valves - Choked Flow, Cavitation and FlashingDocument14 pagesLiquid Flow in Control Valves - Choked Flow, Cavitation and FlashingSwapnilPas encore d'évaluation
- Subsea Engineering Flow Assurance: Hold-Up Flow RegimesDocument56 pagesSubsea Engineering Flow Assurance: Hold-Up Flow RegimesgetmellowPas encore d'évaluation
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedD'EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedPas encore d'évaluation
- Working Guide to Reservoir Rock Properties and Fluid FlowD'EverandWorking Guide to Reservoir Rock Properties and Fluid FlowÉvaluation : 3 sur 5 étoiles3/5 (1)
- The Mechanics of Water-Wheels - A Guide to the Physics at Work in Water-Wheels with a Horizontal AxisD'EverandThe Mechanics of Water-Wheels - A Guide to the Physics at Work in Water-Wheels with a Horizontal AxisPas encore d'évaluation
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsD'EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Transactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172D'EverandTransactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172Pas encore d'évaluation
- Scientific American Supplement, No. 623, December 10, 1887D'EverandScientific American Supplement, No. 623, December 10, 1887Pas encore d'évaluation
- Instruction Manual.: Set UpDocument1 pageInstruction Manual.: Set UpinstrutechPas encore d'évaluation
- Mixing and Agitation: Instruction ManualDocument3 pagesMixing and Agitation: Instruction ManualinstrutechPas encore d'évaluation
- Evaporator DataDocument1 pageEvaporator DatainstrutechPas encore d'évaluation
- Fluid MechanicsDocument3 pagesFluid MechanicsinstrutechPas encore d'évaluation
- Sr. No. Volume of Filtrate, V - CM Time Taken T, Sec. V, CM T, Sec. T/ V. Sec/cm 1 2 3 4 5 6Document1 pageSr. No. Volume of Filtrate, V - CM Time Taken T, Sec. V, CM T, Sec. T/ V. Sec/cm 1 2 3 4 5 6instrutechPas encore d'évaluation
- Nanofluid Heat TransferDocument1 pageNanofluid Heat TransferinstrutechPas encore d'évaluation
- Bimettalic ThermometerDocument4 pagesBimettalic ThermometerinstrutechPas encore d'évaluation
- Dynamic Thermal Conductivity Measurement of Nanofluids.: OutletDocument1 pageDynamic Thermal Conductivity Measurement of Nanofluids.: OutletinstrutechPas encore d'évaluation
- Calibration of Bimettalic Thermometer: Instru-Tech, PuneDocument1 pageCalibration of Bimettalic Thermometer: Instru-Tech, PuneinstrutechPas encore d'évaluation
- Plug Flow Reactor: S.S.304 .: Feed TankDocument1 pagePlug Flow Reactor: S.S.304 .: Feed TankinstrutechPas encore d'évaluation
- Vacuum DryerDocument5 pagesVacuum DryerinstrutechPas encore d'évaluation
- Steam Generator - 10 Kg/hr. Heat Transfer Area of Each Evaporator: 0.791 M - Heat Transfer Area of Condenser: 0.527 M - Temp Sensor LocationsDocument1 pageSteam Generator - 10 Kg/hr. Heat Transfer Area of Each Evaporator: 0.791 M - Heat Transfer Area of Condenser: 0.527 M - Temp Sensor LocationsinstrutechPas encore d'évaluation
- Simple DistillationDocument5 pagesSimple DistillationinstrutechPas encore d'évaluation
- Shell and Tube Heat Exchanger User's ManualDocument5 pagesShell and Tube Heat Exchanger User's ManualinstrutechPas encore d'évaluation
- Vacuum DryerDocument5 pagesVacuum DryerinstrutechPas encore d'évaluation
- Froth Floatation CellDocument3 pagesFroth Floatation CellinstrutechPas encore d'évaluation
- Sieve Shaker: Instruction ManualDocument4 pagesSieve Shaker: Instruction ManualinstrutechPas encore d'évaluation
- Cooling TowerDocument11 pagesCooling TowerinstrutechPas encore d'évaluation
- CentrifugeDocument4 pagesCentrifugeinstrutechPas encore d'évaluation
- List of Irc Publications Referred To in The Specifications: AppendicesDocument17 pagesList of Irc Publications Referred To in The Specifications: AppendicesPrasad BoniPas encore d'évaluation
- Meal Planning Guide e BookDocument7 pagesMeal Planning Guide e BookA'isha TijjaniPas encore d'évaluation
- Computer From ScratchDocument6 pagesComputer From ScratchPaul NavedaPas encore d'évaluation
- Welrod Silenced PistolDocument2 pagesWelrod Silenced Pistolblowmeasshole1911Pas encore d'évaluation
- 0.6m (2ft) Low Profile Antennas Microwave Antenna SpecificationsDocument15 pages0.6m (2ft) Low Profile Antennas Microwave Antenna SpecificationsDarwin Lopez AcevedoPas encore d'évaluation
- Cutawaytechnical453465436 5464356 345634 653456 34563 4563563 645635634 6Document8 pagesCutawaytechnical453465436 5464356 345634 653456 34563 4563563 645635634 6rseresfer34533373563Pas encore d'évaluation
- Agricultural Machinery in PakistanDocument19 pagesAgricultural Machinery in PakistanBadar NiaziPas encore d'évaluation
- Facility Systems, Ground Support Systems, and Ground Support EquipmentDocument97 pagesFacility Systems, Ground Support Systems, and Ground Support EquipmentSree288Pas encore d'évaluation
- BSN Curriculum 2012Document1 pageBSN Curriculum 2012Joana Bless PereyPas encore d'évaluation
- Gilmour Price List Till 20 DecDocument18 pagesGilmour Price List Till 20 DecnhzaidiPas encore d'évaluation
- Band Structure Engineering in Gallium Sulfde NanostructuresDocument9 pagesBand Structure Engineering in Gallium Sulfde NanostructuresucimolfettaPas encore d'évaluation
- Identifying - Explaining Brake System FunctionsDocument39 pagesIdentifying - Explaining Brake System FunctionsJestoni100% (1)
- ASTM A581 A581M-95bDocument3 pagesASTM A581 A581M-95bFetenePas encore d'évaluation
- Heron's Formula For The Area of A Triangle - Shailesh A ShiraliDocument9 pagesHeron's Formula For The Area of A Triangle - Shailesh A ShiraliAltananyPas encore d'évaluation
- 32lh250h Commercial Mode PDFDocument46 pages32lh250h Commercial Mode PDFcordero medusaPas encore d'évaluation
- Cooking Off The Clock by Elizabeth Falkner - Recipes and ExcerptDocument16 pagesCooking Off The Clock by Elizabeth Falkner - Recipes and ExcerptThe Recipe ClubPas encore d'évaluation
- TotSK 3.0Document22 pagesTotSK 3.0PedroPas encore d'évaluation
- Oc818 Manual v03-1Document5 pagesOc818 Manual v03-1Luca PayetPas encore d'évaluation
- Explaining Zambian Poverty: A History of Economic Policy Since IndependenceDocument37 pagesExplaining Zambian Poverty: A History of Economic Policy Since IndependenceChola Mukanga100% (3)
- Atlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis IslandDocument31 pagesAtlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis Islandpaulct2004721260% (10)
- Materi Asking and Offering For HelpDocument9 pagesMateri Asking and Offering For HelpFranky ArdanaPas encore d'évaluation
- Sample Design Calculations For Block Found. For Vib. Equip.Document17 pagesSample Design Calculations For Block Found. For Vib. Equip.Adam Michael GreenPas encore d'évaluation
- Planet Earth: Its Propeties To Support LifeDocument27 pagesPlanet Earth: Its Propeties To Support LifegillianePas encore d'évaluation
- AS-Interface Devices: (Slave Modules)Document48 pagesAS-Interface Devices: (Slave Modules)Muhamad PriyatnaPas encore d'évaluation
- Vital Judo Throwing TechniquesDocument193 pagesVital Judo Throwing TechniquesJuan Jose Opazo Carvajal100% (1)
- GEHC Service Manual CARESCAPE Monitor B850 v1 2011Document172 pagesGEHC Service Manual CARESCAPE Monitor B850 v1 2011NguyễnCảnhBắcPas encore d'évaluation
- BSO 04cDocument267 pagesBSO 04cSamikshya BPas encore d'évaluation
- Instant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDocument32 pagesInstant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDanielle Searfoss100% (10)
- Flooding Deagon Flood Flag MapDocument1 pageFlooding Deagon Flood Flag MapNgaire TaylorPas encore d'évaluation
- Nonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuDocument22 pagesNonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuFazaKhilwanAmnaPas encore d'évaluation