Vous aimerez peut-être aussi
- Mechanics of Offshore Pipelines: Volume I: Buckling and CollapseD'EverandMechanics of Offshore Pipelines: Volume I: Buckling and CollapsePas encore d'évaluation
- Underwater WeldingDocument19 pagesUnderwater WeldingKameswara ReddyPas encore d'évaluation
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityD'EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityPas encore d'évaluation
- Under WAter WeldingDocument16 pagesUnder WAter WeldingMayank Agarwal100% (1)
- Design of Marine Risers with Functionally Graded MaterialsD'EverandDesign of Marine Risers with Functionally Graded MaterialsPas encore d'évaluation
- Underwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringDocument10 pagesUnderwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringVitorHugoPas encore d'évaluation
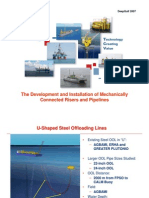
- The Development and Installation of Mechanically Connected Risers and PipelinesDocument20 pagesThe Development and Installation of Mechanically Connected Risers and PipelinesalbertofgvPas encore d'évaluation
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsD'EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsPas encore d'évaluation
- Cable Burying in Vung Tau Project - FniDocument36 pagesCable Burying in Vung Tau Project - Fnilenghiemckt07Pas encore d'évaluation
- Delta P in Diving - Risks and Prevention PDFDocument87 pagesDelta P in Diving - Risks and Prevention PDFfrgonzalezPas encore d'évaluation
- Underwater Welding EssayDocument11 pagesUnderwater Welding Essayapi-248835946Pas encore d'évaluation
- HW1 15814Document2 pagesHW1 15814Lam NguyenPas encore d'évaluation
- Kirby Morgan Superlite 27 Dive Helmet Manual PDFDocument153 pagesKirby Morgan Superlite 27 Dive Helmet Manual PDFFranco SilvaPas encore d'évaluation
- CCC (Ue) Company ProfileDocument34 pagesCCC (Ue) Company Profilefaiz111180Pas encore d'évaluation
- Deep Subsea Applications PDFDocument5 pagesDeep Subsea Applications PDFRolando Nuñez MonrroyPas encore d'évaluation
- Project ThesisDocument30 pagesProject ThesisAqib HussainPas encore d'évaluation
- Preventing Corrosion in Sulfur Storage TanksDocument20 pagesPreventing Corrosion in Sulfur Storage TanksMatt Schlabach100% (1)
- Use Underwater Dry WeldingDocument19 pagesUse Underwater Dry Weldingvendry mofuPas encore d'évaluation
- Pipe Lay Barge - SolitaireDocument50 pagesPipe Lay Barge - Solitairejfisher2534Pas encore d'évaluation
- Underwater Welding PDFDocument18 pagesUnderwater Welding PDFAjmal UbaidPas encore d'évaluation
- Neptune - NEPSYS Underwater Repair - Information Feb 2011Document33 pagesNeptune - NEPSYS Underwater Repair - Information Feb 2011Antoni Muhammad100% (1)
- SDS Underwater Cutting Rods 2018 PDFDocument8 pagesSDS Underwater Cutting Rods 2018 PDFVictor AcostaPas encore d'évaluation
- Freespan Analysis For Subsea Pipeline Integrity Management StrategyDocument12 pagesFreespan Analysis For Subsea Pipeline Integrity Management StrategyHui QiuPas encore d'évaluation
- FPS HseDocument313 pagesFPS Hseavinash-mokashiPas encore d'évaluation
- MooringDocument151 pagesMooringHafizh AmazonPas encore d'évaluation
- Underwater WeldingDocument1 pageUnderwater WeldingPSOMAKARA Diving Services & Consulting Co100% (1)
- SL-17K Manual CompleteDocument160 pagesSL-17K Manual CompleteEoin HowardPas encore d'évaluation
- 8 - NRG - Pipeline Protection - AnchorDocument38 pages8 - NRG - Pipeline Protection - AnchorBalanPas encore d'évaluation
- Mina PDFDocument144 pagesMina PDFJohari A. KasimPas encore d'évaluation
- Orca Flex BrochureDocument2 pagesOrca Flex BrochurejesusgameboyPas encore d'évaluation
- AE - SEA-Class-15 Dive-Launch-WorkboatDocument2 pagesAE - SEA-Class-15 Dive-Launch-WorkboatSebastian Rentsch0% (1)
- "Underwater Welding": A Seminar Report ONDocument22 pages"Underwater Welding": A Seminar Report ONHare Govind MahatoPas encore d'évaluation
- Offshore Pipelines - SaipemDocument3 pagesOffshore Pipelines - Saipemrylar999100% (1)
- Marine Pipeline TechnologyDocument9 pagesMarine Pipeline TechnologyWang JuePas encore d'évaluation
- Mooring Integrity Management: Guidance Notes OnDocument26 pagesMooring Integrity Management: Guidance Notes OnArdy MansPas encore d'évaluation
- NGI 51202.pdf.48dq0jbDocument5 pagesNGI 51202.pdf.48dq0jbMathew SimonPas encore d'évaluation
- Corrosion Under Insulation - Out of Sight Out of Mind PDFDocument4 pagesCorrosion Under Insulation - Out of Sight Out of Mind PDFNatarajan MurugesanPas encore d'évaluation
- Design Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathDocument28 pagesDesign Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathAlberto darianPas encore d'évaluation
- Avoiding Common Pitfalls in CO2 Corrosion Rate Assessment For Upstream Hydrocarbon IndustriesDocument15 pagesAvoiding Common Pitfalls in CO2 Corrosion Rate Assessment For Upstream Hydrocarbon IndustriesKen's CornerPas encore d'évaluation
- Gas Tungsten Arc WeldingDocument15 pagesGas Tungsten Arc Weldingsushant47Pas encore d'évaluation
- Fundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFDocument98 pagesFundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFolalekan100% (1)
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- OMAE2008-57082: A New Wind and Wave Atlas of The Hellenic SeasDocument9 pagesOMAE2008-57082: A New Wind and Wave Atlas of The Hellenic SeaspanPas encore d'évaluation
- Inspection Maintenace and Repair of Deepwater Pipelines - PERITUSDocument51 pagesInspection Maintenace and Repair of Deepwater Pipelines - PERITUSawang_nasuha100% (1)
- FragmDocument51 pagesFragmAnonymous Ub9nEDlPas encore d'évaluation
- Offshore 11Document42 pagesOffshore 11Rohith KommuPas encore d'évaluation
- Double Block and Bleed Valves - Instrumentation - Oliver ValvesDocument4 pagesDouble Block and Bleed Valves - Instrumentation - Oliver ValvesKehinde AdebayoPas encore d'évaluation
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFDocument9 pagesFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- Offshore PipelineDocument1 pageOffshore PipelineShanthakumar PandianPas encore d'évaluation
- Subsea Pipeline InspectionsDocument13 pagesSubsea Pipeline InspectionsÖnder UzunPas encore d'évaluation
- SFD N004 2013 PDFDocument21 pagesSFD N004 2013 PDFMohamed Abo-ZaidPas encore d'évaluation
- World Pipelines Dec 14 - Specialised Services in AustraliaDocument5 pagesWorld Pipelines Dec 14 - Specialised Services in AustraliaUyavie ObonnaPas encore d'évaluation
- Pipeline Inspection RecordDocument41 pagesPipeline Inspection RecordJayesh J PillaiPas encore d'évaluation
- Advances in Design-Installation-Operation Analysis of Offshore Pipelines - GiertsenDocument24 pagesAdvances in Design-Installation-Operation Analysis of Offshore Pipelines - Giertsenalkhwarizmi1968Pas encore d'évaluation
- Spool and Riser Flooding & HydrotestDocument30 pagesSpool and Riser Flooding & HydrotestPhani Kumar G SPas encore d'évaluation
- Underwater WeldingDocument4 pagesUnderwater WeldingdhmbasPas encore d'évaluation
- NOAA No-Decompression Air Table PDFDocument1 pageNOAA No-Decompression Air Table PDFWalt WhimpennyPas encore d'évaluation
- CPDocument55 pagesCParianaseri100% (2)
- Corrosion Prevention 1-4Document77 pagesCorrosion Prevention 1-4Anonymous nFGwmwv9Pas encore d'évaluation
- Work Instruction. - Tensile Testing NEWDocument5 pagesWork Instruction. - Tensile Testing NEWEr Raghvendra Singh100% (1)
- Braking Systems: Past, Present & Future: Research Paper Research Paper EngineeringDocument3 pagesBraking Systems: Past, Present & Future: Research Paper Research Paper EngineeringEr Raghvendra SinghPas encore d'évaluation
- Precision Tube Pipe Catalogue2016Document28 pagesPrecision Tube Pipe Catalogue2016Er Raghvendra SinghPas encore d'évaluation
- Https WWW - Irctc.co - in Eticketing PrintTicketDocument2 pagesHttps WWW - Irctc.co - in Eticketing PrintTicketEr Raghvendra SinghPas encore d'évaluation
- Hindalco Industries Limited: Potroom Mechanical Maintainence Renukoot, SonebhadraDocument33 pagesHindalco Industries Limited: Potroom Mechanical Maintainence Renukoot, SonebhadraEr Raghvendra SinghPas encore d'évaluation
- Paper For Mat (ETME-2017)Document2 pagesPaper For Mat (ETME-2017)Er Raghvendra SinghPas encore d'évaluation
- Deepak Kumar Singh: ResumeDocument2 pagesDeepak Kumar Singh: ResumeEr Raghvendra SinghPas encore d'évaluation
- Aniil Kushwaha 13152264136277 21-Nov-2015, 07:30:00: AllahabadDocument5 pagesAniil Kushwaha 13152264136277 21-Nov-2015, 07:30:00: AllahabadEr Raghvendra SinghPas encore d'évaluation
- Hindalco Industries Limited: Potroom Mechanical MaintainenceDocument2 pagesHindalco Industries Limited: Potroom Mechanical MaintainenceEr Raghvendra SinghPas encore d'évaluation
- Training Report CompressoreDocument6 pagesTraining Report CompressoreEr Raghvendra SinghPas encore d'évaluation
- Electrical Engineering Full DayDocument27 pagesElectrical Engineering Full DayEr Raghvendra SinghPas encore d'évaluation
- Alumina Transfer SystemDocument3 pagesAlumina Transfer SystemEr Raghvendra SinghPas encore d'évaluation
- Machine Design Lab ManualDocument28 pagesMachine Design Lab ManualEr Raghvendra Singh100% (1)
- Greater Noida Institute of Technology: 2-Stroke Petrol EngineDocument13 pagesGreater Noida Institute of Technology: 2-Stroke Petrol EngineEr Raghvendra SinghPas encore d'évaluation
- Greater Noida Institute of Technology: 2-Stroke Petrol EngineDocument4 pagesGreater Noida Institute of Technology: 2-Stroke Petrol EngineEr Raghvendra SinghPas encore d'évaluation
- Greater Noida Institute of Technology: Seminar Presentation ONDocument19 pagesGreater Noida Institute of Technology: Seminar Presentation ONEr Raghvendra SinghPas encore d'évaluation
- Under Water WeldingDocument23 pagesUnder Water WeldingEr Raghvendra SinghPas encore d'évaluation
- RaghvendraDocument12 pagesRaghvendraEr Raghvendra SinghPas encore d'évaluation
- Corrosion Resistance of Welded Joints Made by Wet Underwater WeldingDocument8 pagesCorrosion Resistance of Welded Joints Made by Wet Underwater WeldingMaksimovPas encore d'évaluation
- Technical Note: Underwater Welding - Present Status and Future ScopeDocument11 pagesTechnical Note: Underwater Welding - Present Status and Future ScopeJohn RajPas encore d'évaluation
- Beginner's Guide To Welding 101 - All You Need To Know PDFDocument60 pagesBeginner's Guide To Welding 101 - All You Need To Know PDFisaias.prestesPas encore d'évaluation
- Under Water WeldingDocument23 pagesUnder Water WeldingNishanth GowdaPas encore d'évaluation
- Ijream Amet 0030Document5 pagesIjream Amet 0030Abhay SinghPas encore d'évaluation
- Underwater WeldingDocument16 pagesUnderwater WeldingDinesh ChahalPas encore d'évaluation
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Underwater WeldingDocument14 pagesUnderwater Weldingsayuuishot50% (2)
- Permanent Underwater Wet Weld RepairsDocument14 pagesPermanent Underwater Wet Weld RepairsMubeenPas encore d'évaluation
- Welding of Offshore Structure 2012Document17 pagesWelding of Offshore Structure 2012ABDELOUAHEB HAMIDIPas encore d'évaluation
- Barracuda Gold Weld TestsDocument24 pagesBarracuda Gold Weld TestsHeinz Zavala GaleanoPas encore d'évaluation
- Surfacing of 3.25% Nickel Steel With Inconel 625 by The Gas Metal Arc Welding-Pulsed Arc ProcessDocument8 pagesSurfacing of 3.25% Nickel Steel With Inconel 625 by The Gas Metal Arc Welding-Pulsed Arc ProcessMoses_JakkalaPas encore d'évaluation
- Application of Underwater Welding Processes For Subsea PipelinesDocument4 pagesApplication of Underwater Welding Processes For Subsea PipelinesSaid Ahmed SalemPas encore d'évaluation
- Underwater WeldingDocument3 pagesUnderwater WeldingNehal VaghasiyaPas encore d'évaluation
- Underwater Welding PresentationDocument40 pagesUnderwater Welding PresentationSumit Jadhav100% (5)
- List of Welding CodesDocument11 pagesList of Welding CodesÀngel RodriguezPas encore d'évaluation
- Aws D3-6M - 1999Document132 pagesAws D3-6M - 1999ChristophePas encore d'évaluation
- List of Welding CodeDocument16 pagesList of Welding CodeAmirul AsyrafPas encore d'évaluation
- 1 - Subsea Lift Semainar 2012 Nord Stream Project PDFDocument57 pages1 - Subsea Lift Semainar 2012 Nord Stream Project PDFarturomPas encore d'évaluation
- Aws D17.2 - D17.2M-2013Document11 pagesAws D17.2 - D17.2M-2013iwanPas encore d'évaluation
- Din en Iso 3834 5Document17 pagesDin en Iso 3834 5Eduardo Elí Garcia Jimenez100% (2)
- Review Paper On Design and Fabrication of Remotely Operated Under Water Electric Welding VehicleDocument8 pagesReview Paper On Design and Fabrication of Remotely Operated Under Water Electric Welding VehiclevikasroccksPas encore d'évaluation
- AbstractDocument28 pagesAbstractAppu Achu Akhil AlexanderPas encore d'évaluation
- Underwater Welding: A Seminar Report OnDocument23 pagesUnderwater Welding: A Seminar Report OnChaitali's kitchenPas encore d'évaluation
- Report of Underwater WeldingDocument7 pagesReport of Underwater WeldingMunirAzeemPas encore d'évaluation
- Seminar PresentationDocument25 pagesSeminar Presentationakshaymm1616Pas encore d'évaluation
- Underwater-Welding 1 PDFDocument2 pagesUnderwater-Welding 1 PDFsuronocaturatmojoPas encore d'évaluation
- Underwater Cutting and Welding Equipment - 89250054 - AbDocument38 pagesUnderwater Cutting and Welding Equipment - 89250054 - AbAhmed Adel100% (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionD'EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersD'EverandBulk Material Handling: Practical Guidance for Mechanical EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionD'EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionÉvaluation : 3 sur 5 étoiles3/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Cyanide Canary: A True Story of InjusticeD'EverandThe Cyanide Canary: A True Story of InjusticeÉvaluation : 4 sur 5 étoiles4/5 (52)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CD'EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CPas encore d'évaluation
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (51)
- Waste: One Woman’s Fight Against America’s Dirty SecretD'EverandWaste: One Woman’s Fight Against America’s Dirty SecretÉvaluation : 5 sur 5 étoiles5/5 (1)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItD'EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItÉvaluation : 4 sur 5 étoiles4/5 (25)
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)D'EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Évaluation : 4 sur 5 étoiles4/5 (12)
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataD'EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataPas encore d'évaluation
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionD'EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionPas encore d'évaluation
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsD'EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (9)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsD'EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongPas encore d'évaluation
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeD'EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeÉvaluation : 4 sur 5 étoiles4/5 (9)
- Safety Theory and Control Technology of High-Speed Train OperationD'EverandSafety Theory and Control Technology of High-Speed Train OperationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)