Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Making Net Zero Aviation PossibleDocument79 pagesMaking Net Zero Aviation Possiblescorpion2001glaPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- IATA Air Passenger Market Analysis July 2022Document4 pagesIATA Air Passenger Market Analysis July 2022scorpion2001glaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- p356 En-SocDocument5 pagesp356 En-Socscorpion2001glaPas encore d'évaluation
- Icao Env Report2019 f1 WebDocument376 pagesIcao Env Report2019 f1 Webscorpion2001glaPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- ICAO Environmental Report 2019 - Chapter 6Document45 pagesICAO Environmental Report 2019 - Chapter 6scorpion2001glaPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- New PEU - Deep Well Water PumpDocument40 pagesNew PEU - Deep Well Water Pumpscorpion2001glaPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Sustainable Aviation Fuels Guide - VFDocument65 pagesSustainable Aviation Fuels Guide - VFscorpion2001glaPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Auri April 30 2013 ZulloDocument18 pagesAuri April 30 2013 Zulloscorpion2001glaPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Harta RET Si A CEE 10.09.2012Document1 pageHarta RET Si A CEE 10.09.2012scorpion2001glaPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- 01 - Background and Fuels UsedDocument12 pages01 - Background and Fuels Usedscorpion2001glaPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Z. Franco, Q.D. Nguyen: SciencedirectDocument6 pagesZ. Franco, Q.D. Nguyen: Sciencedirectscorpion2001glaPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Sulfur ReductionDocument10 pagesSulfur Reductionscorpion2001glaPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Pavel Šimác Ek, David Kubic Ka, Gustav Šebor, Milan PospíšilDocument5 pagesPavel Šimác Ek, David Kubic Ka, Gustav Šebor, Milan Pospíšilscorpion2001glaPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Bambang Veriansyah, Jae Young Han, Seok Ki Kim, Seung-Ah Hong, Young Jun Kim, Jong Sung Lim, Young-Wong Shu, Seong-Geun Oh, Jaehoon KimDocument8 pagesBambang Veriansyah, Jae Young Han, Seok Ki Kim, Seung-Ah Hong, Young Jun Kim, Jong Sung Lim, Young-Wong Shu, Seong-Geun Oh, Jaehoon Kimscorpion2001glaPas encore d'évaluation
- Bryan R. Moser: SciencedirectDocument7 pagesBryan R. Moser: Sciencedirectscorpion2001glaPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Second-Generation Biofuels by Co-Processing Catalytic Pyrolysis Oil in FCC UnitsDocument6 pagesSecond-Generation Biofuels by Co-Processing Catalytic Pyrolysis Oil in FCC Unitsscorpion2001glaPas encore d'évaluation
- Articol BiofuelDocument13 pagesArticol Biofuelscorpion2001glaPas encore d'évaluation
- Hydroprocessing Challenges in Biofuels Production: Catalysis TodayDocument44 pagesHydroprocessing Challenges in Biofuels Production: Catalysis Todayscorpion2001glaPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- PDF 21Document79 pagesPDF 21scorpion2001glaPas encore d'évaluation
- Corrosion Under InsulationDocument25 pagesCorrosion Under InsulationNaqib Nordin33% (3)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
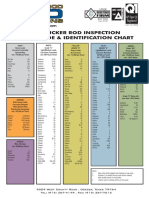
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 pagePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Pas encore d'évaluation
- NaphtechDocument15 pagesNaphtechIwe D'luffyPas encore d'évaluation
- How It Works Annual 2013 PDFDocument224 pagesHow It Works Annual 2013 PDFTran LE Thuan ANPas encore d'évaluation
- Cremophor A GradesDocument8 pagesCremophor A GradesMd.ali-bin-saifullah100% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Material Safety Data Sheet: Section 1. Chemical Product and Company IdentificationDocument8 pagesMaterial Safety Data Sheet: Section 1. Chemical Product and Company Identificationgplese0Pas encore d'évaluation
- RougingDocument6 pagesRougingmarcmanichPas encore d'évaluation
- Tea PDFDocument2 pagesTea PDFLalit KalraPas encore d'évaluation
- Wiper Seal Data Sheet A02 B 11782 1 enDocument2 pagesWiper Seal Data Sheet A02 B 11782 1 enghanPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Selective PrecipitationDocument6 pagesSelective PrecipitationEdcademiaPas encore d'évaluation
- Nanomaterials A Danger or A Promise?Document398 pagesNanomaterials A Danger or A Promise?Criseida RuizPas encore d'évaluation
- Summer Holiday HomeworkDocument13 pagesSummer Holiday Homeworkneerajbro2679Pas encore d'évaluation
- C. Graciano A. Ayestarán - Steel Plate Girder Webs Under Combined Patch Loading, Bending and SheDocument11 pagesC. Graciano A. Ayestarán - Steel Plate Girder Webs Under Combined Patch Loading, Bending and SheAsdrubal AyestaránPas encore d'évaluation
- TG 25 - AapmDocument41 pagesTG 25 - AapmglaildoPas encore d'évaluation
- STAT152 Test Prep 1Document6 pagesSTAT152 Test Prep 1Hilmi HusinPas encore d'évaluation
- Steel Pipes and Tubes For Pressure Purposes: Carbon and Carbon Manganese Steel With Specified Elevated Temperature PropertiesDocument24 pagesSteel Pipes and Tubes For Pressure Purposes: Carbon and Carbon Manganese Steel With Specified Elevated Temperature PropertiessyakirohPas encore d'évaluation
- Access EngineeringDocument11 pagesAccess EngineeringDeepakNathPas encore d'évaluation
- 2017 Gas Lift CatalogDocument28 pages2017 Gas Lift CatalogHìnhxămNơigóckhuấtTimAnhPas encore d'évaluation
- Qsar/qspr DescriptorsDocument25 pagesQsar/qspr DescriptorsBeatrizCamposPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Optics and LightDocument35 pagesOptics and LightKeke MauroPas encore d'évaluation
- Alchemy at The Crowning of NatureDocument30 pagesAlchemy at The Crowning of NatureMano DasruthiPas encore d'évaluation
- KimiDocument10 pagesKimiSherminPas encore d'évaluation
- Chem 40.1 Msds Exer 6Document7 pagesChem 40.1 Msds Exer 6Angela Sietereales RamosPas encore d'évaluation
- Unidad 6 Orificios. Vertederos Y Resalto HidráulicoDocument5 pagesUnidad 6 Orificios. Vertederos Y Resalto HidráulicoPascual JhonnPas encore d'évaluation
- Cleaning of CondenserDocument16 pagesCleaning of CondenserKrizia Meiahn CatalonPas encore d'évaluation
- Bulletin RHIDocument76 pagesBulletin RHIwaqasaziz786Pas encore d'évaluation
- ابزاردقیق - مخفف تجهیزات ابزاردقیقDocument3 pagesابزاردقیق - مخفف تجهیزات ابزاردقیقSepidePas encore d'évaluation
- Alccocrete (HS)Document2 pagesAlccocrete (HS)Siddhesh Kamat MhamaiPas encore d'évaluation
- Problem Set 1 Data Regression and Numerical Integration - 2013Document3 pagesProblem Set 1 Data Regression and Numerical Integration - 2013April TanjayPas encore d'évaluation
- Gas Nitriding and Ferritic Nitrocarburizing - Nitriding SolutionsDocument8 pagesGas Nitriding and Ferritic Nitrocarburizing - Nitriding SolutionsCharlie BondPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Flow Analysis for Hydrocarbon Pipeline EngineeringD'EverandFlow Analysis for Hydrocarbon Pipeline EngineeringPas encore d'évaluation