Vous aimerez peut-être aussi
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- PAUT & TOFD Procedure For EOL, VadinarDocument22 pagesPAUT & TOFD Procedure For EOL, Vadinarrupam100% (5)
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluPas encore d'évaluation
- Paut Procedure - Asme 31.3 Process PipingDocument26 pagesPaut Procedure - Asme 31.3 Process PipingKarthikeyan Ganesan100% (3)
- Ut Proceduregeneral 141118232235 Conversion Gate02Document24 pagesUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasPas encore d'évaluation
- 1744 - UT PROCEDURE (For Final) PDFDocument27 pages1744 - UT PROCEDURE (For Final) PDFpvdang8453100% (1)
- PAUT & TOFD Procedure For EOL, Vadinar PDFDocument40 pagesPAUT & TOFD Procedure For EOL, Vadinar PDFrupam100% (6)
- Ut Procedure Selon AsmeDocument9 pagesUt Procedure Selon AsmeMajdi JerbiPas encore d'évaluation
- API 1104 PAUT Cal BlockDocument2 pagesAPI 1104 PAUT Cal BlockWIZKHALIFA100% (2)
- UT Procedure - ForgingsDocument7 pagesUT Procedure - ForgingsMujaffar ShaikhPas encore d'évaluation
- Ultrasonic ProcedureDocument31 pagesUltrasonic ProcedureChristopher Jones100% (1)
- Positive Material Identification ProcedureDocument6 pagesPositive Material Identification Procedureomar100% (1)
- Report 1 Paut Sts 409Document12 pagesReport 1 Paut Sts 409DEBJYOTI SENGUPTA100% (2)
- OI For UT of Laminations-BasicDocument8 pagesOI For UT of Laminations-Basicperogami100% (1)
- PAUT ProcedureDocument50 pagesPAUT ProcedureAvijit Debnath100% (1)
- Ust ProcedureDocument18 pagesUst ProcedureVikiseptPas encore d'évaluation
- PMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex SteelDocument7 pagesPMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex Steelmahi1437100% (1)
- Paut Checklist AuditDocument1 pagePaut Checklist Auditaakash0% (1)
- Ultrasonic Testing Report For PipingDocument54 pagesUltrasonic Testing Report For Pipingeldobie3Pas encore d'évaluation
- UT Procedure For Thickness Measurement Rev 07Document8 pagesUT Procedure For Thickness Measurement Rev 07Kuppan SrinivasanPas encore d'évaluation
- Reviewed UT Procedure 10-12-2016Document18 pagesReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- Super Duplex Con PADocument8 pagesSuper Duplex Con PAanon_447449056Pas encore d'évaluation
- Aws d1.1-UT Procedure For Back Strip T or Corner Joint PDFDocument6 pagesAws d1.1-UT Procedure For Back Strip T or Corner Joint PDFnathgsurendraPas encore d'évaluation
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibPas encore d'évaluation
- PCN - C4 - TofdDocument8 pagesPCN - C4 - TofdKaruppusamy NallappagounderPas encore d'évaluation
- Paut Mock-Up Test ProcedureDocument4 pagesPaut Mock-Up Test ProcedureTrung Tinh Ho100% (1)
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaPas encore d'évaluation
- Hy Wi Ut 53Document15 pagesHy Wi Ut 53Zulaiha Abdul Rahman100% (1)
- DMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDocument80 pagesDMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDanny Milton Silva VasquezPas encore d'évaluation
- TOFD Procedurenew1Document11 pagesTOFD Procedurenew1MurugananthamParamasivam100% (2)
- Ultrasonic Testing Procedure For Corrosion Mapping: AstronDocument7 pagesUltrasonic Testing Procedure For Corrosion Mapping: AstronKuppan Srinivasan100% (3)
- AWSD1.1 Procedure UtDocument19 pagesAWSD1.1 Procedure Utkevin desai50% (2)
- PCN Examination and Training Fee StructureDocument3 pagesPCN Examination and Training Fee StructureKarthik Karunanidhi67% (3)
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantPas encore d'évaluation
- Ultrasonic Test Procedure: Rev. Date Prepared by Reviewed ApprovedDocument8 pagesUltrasonic Test Procedure: Rev. Date Prepared by Reviewed Approvedkevin desaiPas encore d'évaluation
- Api Ut Thickness Procedure PDFDocument7 pagesApi Ut Thickness Procedure PDFShreekanthKannath100% (1)
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6Pas encore d'évaluation
- PA-UT Presentation by All NationsDocument57 pagesPA-UT Presentation by All NationsRamesh mudunuri100% (9)
- GE Mentor EM Weld BrochureDocument6 pagesGE Mentor EM Weld BrochuredimachampionPas encore d'évaluation
- PAUT Procedure - MRU Adsorber PCI Rev. 0 (Thickness 83-88 MM)Document0 pagePAUT Procedure - MRU Adsorber PCI Rev. 0 (Thickness 83-88 MM)bonnie_fajrie100% (1)
- Ut ReportDocument6 pagesUt ReportVijay PandeyPas encore d'évaluation
- UT Procedure For Longitudinal Seam WeldsDocument8 pagesUT Procedure For Longitudinal Seam WeldsShahul Hameed RazikPas encore d'évaluation
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Document2 pages(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaPas encore d'évaluation
- Defects Acceptance CriteriaDocument1 pageDefects Acceptance CriteriahakamaffaqPas encore d'évaluation
- 2018 Doppler CatalogDocument24 pages2018 Doppler CatalogRene ParedeschaconPas encore d'évaluation
- Qualification of Phased ArraysDocument55 pagesQualification of Phased Arrayssolrac4371Pas encore d'évaluation
- Linearity of Equipment GainDocument6 pagesLinearity of Equipment GainReezman MalkePas encore d'évaluation
- MX2 Training Program 04B Phased Array ProbesDocument49 pagesMX2 Training Program 04B Phased Array ProbesVictor Antonio Diaz FaundezPas encore d'évaluation
- NDT Procedure - PCN - Test1Document32 pagesNDT Procedure - PCN - Test1Pedro Oliveira100% (2)
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 pagesWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- 25 MM Nozzle Paut Scan PlanDocument4 pages25 MM Nozzle Paut Scan PlanRupam BaruahPas encore d'évaluation
- PAUT Procedure EEISDocument13 pagesPAUT Procedure EEISZakirUllahPas encore d'évaluation
- Mock Up Test ProcedureRev 0Document7 pagesMock Up Test ProcedureRev 0Trung Tinh HoPas encore d'évaluation
- PAUT 22.8mm Scan PlanDocument3 pagesPAUT 22.8mm Scan PlanSai Krishna YellapuPas encore d'évaluation
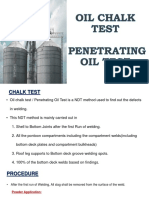
- Oil Chalk Test/Penetrating Oil TestDocument6 pagesOil Chalk Test/Penetrating Oil TestWeld ManiacPas encore d'évaluation
- SAIW Certification - NDT - NDT LogbookDocument19 pagesSAIW Certification - NDT - NDT Logbookkhairy2013Pas encore d'évaluation
- Form PAUTDocument1 pageForm PAUTLuong Ho VuPas encore d'évaluation
- UT MIS AWS Rev 00 TKYDocument27 pagesUT MIS AWS Rev 00 TKYSantanu Saha100% (2)
- Ultrasonic TestDocument11 pagesUltrasonic TestHarry DoblePas encore d'évaluation
- 11 Ut ProcedureDocument11 pages11 Ut ProcedureSajeesh KrishnanPas encore d'évaluation
- Torque For B7 L7 Stud BoltsDocument2 pagesTorque For B7 L7 Stud BoltsshifaPas encore d'évaluation
- Visual Inspection Checklist PipingDocument2 pagesVisual Inspection Checklist PipingshifaPas encore d'évaluation
- API Specification 6A 21st Edition Errata 2 20200625Document4 pagesAPI Specification 6A 21st Edition Errata 2 20200625shifaPas encore d'évaluation
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- API Specification Q1 9th Edition Errata 3 20191017Document1 pageAPI Specification Q1 9th Edition Errata 3 20191017shifaPas encore d'évaluation
- Quality Manual Revision L Edition 2Document32 pagesQuality Manual Revision L Edition 2shifa100% (1)
- QA Manual Rev6Document44 pagesQA Manual Rev6shifa100% (1)
- TS 0070Document1 pageTS 0070shifaPas encore d'évaluation
- Personal Protective EquipmentsDocument1 pagePersonal Protective EquipmentsshifaPas encore d'évaluation
- Non-Destructive TestingDocument78 pagesNon-Destructive TestingshifaPas encore d'évaluation
- Shah Promoters & Developers: Sr. No. Details of Changes SignatureDocument1 pageShah Promoters & Developers: Sr. No. Details of Changes Signatureshifa0% (1)
- API Internal Audit ProgrammeDocument72 pagesAPI Internal Audit Programmeshifa100% (1)
- API MonoDocument1 pageAPI MonoshifaPas encore d'évaluation
- Introduction of The CompanyDocument1 pageIntroduction of The CompanyshifaPas encore d'évaluation
- About API Monogram ProgramDocument1 pageAbout API Monogram ProgramshifaPas encore d'évaluation
- Va 7.3-4eDocument4 pagesVa 7.3-4eshifaPas encore d'évaluation
- ValveDocument1 pageValveshifaPas encore d'évaluation
- Radha Enterprises: Centrifuge Tube & StandDocument1 pageRadha Enterprises: Centrifuge Tube & StandshifaPas encore d'évaluation
- About AryabhattaDocument4 pagesAbout AryabhattaIrfanPas encore d'évaluation
- The Cibola National Forest and National Grasslands Cedro4 Closure Order MapDocument1 pageThe Cibola National Forest and National Grasslands Cedro4 Closure Order MapAlbuquerque JournalPas encore d'évaluation
- IGCSE Physics Practice PaperDocument18 pagesIGCSE Physics Practice Paperhagridpotter658Pas encore d'évaluation
- Math 1102, Solved Problems On Multiple IntegralsDocument12 pagesMath 1102, Solved Problems On Multiple IntegralsFaizPas encore d'évaluation
- PM-10 Eng SM V06Document57 pagesPM-10 Eng SM V06Ravi ChandranPas encore d'évaluation
- Mechanical Properties of Solids Physics XIDocument13 pagesMechanical Properties of Solids Physics XIlenorgaming06Pas encore d'évaluation
- Title Page: The Title of The ExperimentDocument21 pagesTitle Page: The Title of The ExperimentSajjad RasulPas encore d'évaluation
- Mathematics-Ii (M2) For RGPV Bhopal by Dr. Akhilesh Jain, Solution of Diff Equations 2 Linear Equation Lect 2nd 3rdDocument5 pagesMathematics-Ii (M2) For RGPV Bhopal by Dr. Akhilesh Jain, Solution of Diff Equations 2 Linear Equation Lect 2nd 3rdakhileshPas encore d'évaluation
- Chapter 6Document80 pagesChapter 6ffffPas encore d'évaluation
- Fluid Flow OperationDocument2 pagesFluid Flow OperationShubham imtsPas encore d'évaluation
- 21 Point Examination Translation Guide: Descriptive Name # Target CommentsDocument1 page21 Point Examination Translation Guide: Descriptive Name # Target CommentsANDREW OMAKAPas encore d'évaluation
- Lead-Free Piezoelectrics Current Status and PerspeDocument22 pagesLead-Free Piezoelectrics Current Status and PerspeHamdi FakhFakhPas encore d'évaluation
- Crosby Grade 100 Eye Sling HooksDocument1 pageCrosby Grade 100 Eye Sling HooksKonstantinos SynodinosPas encore d'évaluation
- ThermodynamicsDocument28 pagesThermodynamicsShivam TrivediPas encore d'évaluation
- Design and Analysis of Annular Combustion Chamber For A Micro Turbojet EngineDocument6 pagesDesign and Analysis of Annular Combustion Chamber For A Micro Turbojet EngineChahbeddine ChbilPas encore d'évaluation
- Alexander M. Shneider, 2009-Four Stages of A Scientific Discipline Four Types of ScientistDocument7 pagesAlexander M. Shneider, 2009-Four Stages of A Scientific Discipline Four Types of ScientistC-emi KinPas encore d'évaluation
- Holt MCD Earth Science Chapter 30Document34 pagesHolt MCD Earth Science Chapter 30ADEDAMOPE ODUESOPas encore d'évaluation
- Mecorrel3 - Thermodynamics Ii PDFDocument3 pagesMecorrel3 - Thermodynamics Ii PDFJustinnPas encore d'évaluation
- Lecture Notes 1 - Planar Mechanisms Part 2 - F2018Document43 pagesLecture Notes 1 - Planar Mechanisms Part 2 - F2018Mahmut KILIÇPas encore d'évaluation
- History of Projectile MotionDocument8 pagesHistory of Projectile MotionAngel MedranPas encore d'évaluation
- Rotary Transformer With Ferrite Core For Brushless Excitation of Synchronous MachinesDocument7 pagesRotary Transformer With Ferrite Core For Brushless Excitation of Synchronous MachinesHuong ThaoPas encore d'évaluation
- The Pluralist School of ThoughtDocument11 pagesThe Pluralist School of ThoughtNiki Del Rosario100% (3)
- Housing Stiffness in Uence On Gearbox Dynamic Loading For Wind Turbine ApplicationsDocument10 pagesHousing Stiffness in Uence On Gearbox Dynamic Loading For Wind Turbine ApplicationsPietroPas encore d'évaluation
- Sample Lab 2Document7 pagesSample Lab 2Febri SSPas encore d'évaluation
- Che101 Quiz 1Document2 pagesChe101 Quiz 1Raiyan RahmanPas encore d'évaluation
- ScamperDocument63 pagesScamperanggreniluh64Pas encore d'évaluation
- Article Nernst Equation PDFDocument8 pagesArticle Nernst Equation PDFMiguel BrionesPas encore d'évaluation
- Ssignment Rief: P Btec C & B E 30. A S D (5)Document5 pagesSsignment Rief: P Btec C & B E 30. A S D (5)hafiz zain100% (1)
- Effect of Wind On Tall Building Frames - Impact of Aspect RatioDocument6 pagesEffect of Wind On Tall Building Frames - Impact of Aspect RatioRakkeshKudullaPas encore d'évaluation
- Egm 3601 - Exam 1Document10 pagesEgm 3601 - Exam 1smahmood23Pas encore d'évaluation