Vous aimerez peut-être aussi
- Poka YokeDocument7 pagesPoka YokeJairOo Villanueva EnriquezPas encore d'évaluation
- Poka Yoke - Protocolo de Investigacion para Taller de Investigacion IIDocument6 pagesPoka Yoke - Protocolo de Investigacion para Taller de Investigacion IIAlejandra GonzalezPas encore d'évaluation
- Poka - YokeDocument26 pagesPoka - YokeOscar Ybañez0% (1)
- Informe de Control de CalidadDocument10 pagesInforme de Control de CalidadGeovis MirandaPas encore d'évaluation
- Poka YokesDocument21 pagesPoka YokesLuis AlbertoPas encore d'évaluation
- Poka YokeDocument24 pagesPoka YokeHio RamírezPas encore d'évaluation
- Dispositivos Poke YokeDocument10 pagesDispositivos Poke YokeLaura BorreroPas encore d'évaluation
- Poka Yoke PDFDocument9 pagesPoka Yoke PDFOmega Eunice Heredia CruzPas encore d'évaluation
- Poka YokeDocument24 pagesPoka YokeLuis EnriquePas encore d'évaluation
- Introduccion A PokayokesDocument9 pagesIntroduccion A PokayokesManuel RossiniPas encore d'évaluation
- 14 - Poka-YokeDocument11 pages14 - Poka-YokePaul MautinoPas encore d'évaluation
- Qué Es El Poka-Yoke y El Circulo de Mejora Continua de DemingDocument5 pagesQué Es El Poka-Yoke y El Circulo de Mejora Continua de DemingCristian EcheverríaPas encore d'évaluation
- Poka JokeDocument6 pagesPoka JokeIgnacio BarriosPas encore d'évaluation
- Trabajo Colaborativo 2 GESTION de PRODUCCIONDocument13 pagesTrabajo Colaborativo 2 GESTION de PRODUCCIONYamile MesaPas encore d'évaluation
- Manufactura Esbelta Topicos de ManufacturaDocument11 pagesManufactura Esbelta Topicos de ManufacturaI̶g̶n̶a̶c̶i̶o̶ ̶A̶n̶g̶u̶i̶a̶n̶o̶ A̶n̶g̶u̶i̶a̶n̶o̶Pas encore d'évaluation
- Poka YokeDocument5 pagesPoka YokeJosue David Flores VigilPas encore d'évaluation
- Qué Es PokaDocument7 pagesQué Es PokaAndrea ASPas encore d'évaluation
- Marco Teorico PokañDocument20 pagesMarco Teorico PokañAngieFreirePas encore d'évaluation
- Quinta Actividad Unidad DosDocument6 pagesQuinta Actividad Unidad DosJUAN MANUEL RODRIGUEZ ROMEROPas encore d'évaluation
- Poka YokeDocument5 pagesPoka YokeAntonio Garcia ReyesPas encore d'évaluation
- 5.1 Poka YokeDocument5 pages5.1 Poka YokeJoseLuisBustamanteGonzalezPas encore d'évaluation
- Poka YokeDocument7 pagesPoka YokeGeovis MirandaPas encore d'évaluation
- Poka Yoke ConclusionDocument2 pagesPoka Yoke ConclusionAlex MedinaPas encore d'évaluation
- PokaDocument2 pagesPokamosqueteros solidariosPas encore d'évaluation
- Poka YokeDocument6 pagesPoka YokeMario FloresPas encore d'évaluation
- Poka Yoke ResumenDocument8 pagesPoka Yoke ResumenXavier LozanoPas encore d'évaluation
- Poka - YokeDocument14 pagesPoka - YokeOsvaldo HernandezPas encore d'évaluation
- Poka Yoke TrabajoDocument11 pagesPoka Yoke Trabajokennethcu97Pas encore d'évaluation
- Shingeo Shingo 1.1Document20 pagesShingeo Shingo 1.1Yabin Uriel NavarretePas encore d'évaluation
- Inv. Unidad 3 Poka YokeDocument7 pagesInv. Unidad 3 Poka YokeCristian IvánPas encore d'évaluation
- Marco Teórico Sig Sixma, PokayokeDocument5 pagesMarco Teórico Sig Sixma, PokayokeedwarPas encore d'évaluation
- Poka YokeDocument9 pagesPoka YokeYenifer Rodriguez CorreaPas encore d'évaluation
- Poka YokeDocument14 pagesPoka YokeAlex ToviasPas encore d'évaluation
- Poka YokeDocument14 pagesPoka YokePerla CervantesPas encore d'évaluation
- PokayokeDocument4 pagesPokayokejosePas encore d'évaluation
- Sistema Poka YokeDocument3 pagesSistema Poka Yokeemy murilloPas encore d'évaluation
- Aplicación de Poka en EmpresaDocument17 pagesAplicación de Poka en EmpresaDiianna Flores Vag100% (1)
- Poka YokeDocument8 pagesPoka YokeJose GuatemalPas encore d'évaluation
- Shigeo ShingoDocument13 pagesShigeo ShingoMaría Fernanda GutiérrezPas encore d'évaluation
- Taller Cero DefectosDocument5 pagesTaller Cero DefectosWilliam Camilo Angulo JimenezPas encore d'évaluation
- Poka Yoke, SMED y Mantenimiento Cauza RaizDocument36 pagesPoka Yoke, SMED y Mantenimiento Cauza RaizJose Alonso Zeballos PintoPas encore d'évaluation
- Poka YokeDocument3 pagesPoka YokedavidcastanolopezbPas encore d'évaluation
- Calidad Act 8Document6 pagesCalidad Act 8Cesar ArevaloPas encore d'évaluation
- Shigueo ShingoDocument18 pagesShigueo ShingoNallely HernandezPas encore d'évaluation
- ToyotaDocument5 pagesToyotaBranllex RamPas encore d'évaluation
- Tarea Semana 7 CalidadDocument3 pagesTarea Semana 7 CalidadJonathan GuerraPas encore d'évaluation
- Poka YokeDocument9 pagesPoka YokeSheila ELF100% (1)
- Instituto TecnolÓgico de PachucaDocument16 pagesInstituto TecnolÓgico de PachucaiorifoarPas encore d'évaluation
- AdministracionDocument3 pagesAdministracionKENIA ITZEL LUCIO SANCHEZPas encore d'évaluation
- Poka Yoke PDFDocument7 pagesPoka Yoke PDFFiorella TapiaPas encore d'évaluation
- A Prueba de Errores Poka YokeDocument3 pagesA Prueba de Errores Poka YokeHeydy Sahilet Soto EscarregaPas encore d'évaluation
- Sistema Poka YokeDocument14 pagesSistema Poka YokeDaniel GomezPas encore d'évaluation
- FILOSOFÍADocument3 pagesFILOSOFÍAGalan Mino Renata MarionPas encore d'évaluation
- Introducción Poka YokaDocument2 pagesIntroducción Poka YokaFrancys RPas encore d'évaluation
- Shigeo Shingo Calidad ExposiciónDocument12 pagesShigeo Shingo Calidad ExposiciónJorge Luis HerreraPas encore d'évaluation
- Poca - YokeDocument9 pagesPoca - YokeGoldy CentPas encore d'évaluation
- Shigeo Shingo EscritoDocument13 pagesShigeo Shingo EscritoMaría Fernanda GutiérrezPas encore d'évaluation
- Exposicion CalidadDocument16 pagesExposicion CalidadBrayan Antonio Salmeron NavaPas encore d'évaluation
- Poka Yoke y TPMDocument29 pagesPoka Yoke y TPMleocambPas encore d'évaluation
- Cronica General Del Uruguay PDFDocument14 pagesCronica General Del Uruguay PDFale0% (1)
- Ciencias Sociales 3º Educación PrimariaDocument2 pagesCiencias Sociales 3º Educación PrimarianiblumenmottePas encore d'évaluation
- QUEMADURASDocument32 pagesQUEMADURASCarlos A. Bojorquez MuñozPas encore d'évaluation
- 21304-Texto Del Artículo-84598-2-10-20191018Document13 pages21304-Texto Del Artículo-84598-2-10-20191018javierarana003Pas encore d'évaluation
- Interacciones Biologicas MarDocument38 pagesInteracciones Biologicas MarLorenaDominiquePas encore d'évaluation
- Evaluación QuimestralDocument8 pagesEvaluación QuimestralMirian ChalanPas encore d'évaluation
- Actividades Unidad5Document3 pagesActividades Unidad5Juan Pablo CiresePas encore d'évaluation
- Octubre RosaDocument3 pagesOctubre RosaMalahierba WichhuPas encore d'évaluation
- Informe de La EntrevistaDocument11 pagesInforme de La EntrevistaLibreria OrellanaPas encore d'évaluation
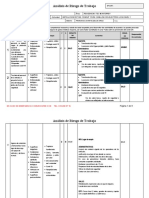
- Analisis de Riesgo CIA Celsa Nivel 1Document8 pagesAnalisis de Riesgo CIA Celsa Nivel 1Francisco Javier Elizalde AraizPas encore d'évaluation
- La Nueva JerusalénDocument4 pagesLa Nueva JerusalénJorge Lopez RiosPas encore d'évaluation
- Viscosidad de AlimentosDocument7 pagesViscosidad de AlimentosVictor Moises Marcelo MinayaPas encore d'évaluation
- Merelle - Alkymiens MysterierDocument83 pagesMerelle - Alkymiens MysterierJorge Quintero100% (1)
- Copia de Calculo de Poblacion Flotante en España - noPWDocument11 pagesCopia de Calculo de Poblacion Flotante en España - noPWJosé CuéllarPas encore d'évaluation
- Informe de Junta de Curso Anual - 2do Bgu CDocument6 pagesInforme de Junta de Curso Anual - 2do Bgu CPaulina IC100% (4)
- M1 E1 Evaluaci N Prueba INTEGRACI N Y DESARROLLO DE PERSONAS 2 PDFDocument14 pagesM1 E1 Evaluaci N Prueba INTEGRACI N Y DESARROLLO DE PERSONAS 2 PDFJavier GonzalezPas encore d'évaluation
- Manual Instalaciones Electricas en El PeDocument2 pagesManual Instalaciones Electricas en El PeJunior Alexis Torres OlayaPas encore d'évaluation
- Bench Marking CompletoDocument7 pagesBench Marking CompletoJulio CesarPas encore d'évaluation
- Sesión - 10 - Comunicación Interno y ExternaDocument22 pagesSesión - 10 - Comunicación Interno y ExternaANA FLORA RUEDA ALIAGAPas encore d'évaluation
- Metabolismo de ProteínasDocument9 pagesMetabolismo de ProteínasGermain EduardOoPas encore d'évaluation
- Ejemplo Diagnóstico ÁulicoDocument4 pagesEjemplo Diagnóstico ÁulicoVito Droz100% (2)
- Cap 3 - Caracterizacion Del AmbienteDocument28 pagesCap 3 - Caracterizacion Del AmbienteJosue Cardenas LopezPas encore d'évaluation
- Acuerdo de Nomas de Convivencia (Modelo) PDFDocument10 pagesAcuerdo de Nomas de Convivencia (Modelo) PDFEdjaNogoyaPas encore d'évaluation
- Etica Alejandro Vigo - Cap IDocument18 pagesEtica Alejandro Vigo - Cap IDavid Juan Yob100% (1)
- Destrezas MDocument82 pagesDestrezas MCAMILO ANDRES VARGAS PABONPas encore d'évaluation
- Test Schwartz de ValoresDocument8 pagesTest Schwartz de ValoresRUBEN MARTIN MANRIQUE GONZALESPas encore d'évaluation
- El Papel de La Educación en El Tratamiento de La Adicción A La TecnologíaDocument10 pagesEl Papel de La Educación en El Tratamiento de La Adicción A La TecnologíaPablo TCPas encore d'évaluation
- TEMA 5 Dinámicas Autoconcepto y AutoestimaDocument5 pagesTEMA 5 Dinámicas Autoconcepto y AutoestimaDIEGO ARMANDO JAIMES RAMIREZPas encore d'évaluation
- Recuperación de La DemocraciaDocument3 pagesRecuperación de La DemocraciajavieraPas encore d'évaluation
- Analisis Pelicula Elsa y FredDocument2 pagesAnalisis Pelicula Elsa y FredRicardo GonzálessPas encore d'évaluation