Vous aimerez peut-être aussi
- Mixer GrinderDocument29 pagesMixer GrinderChockalingam AthilingamPas encore d'évaluation
- Box Shift Conveyor 2018Document2 pagesBox Shift Conveyor 2018Chockalingam AthilingamPas encore d'évaluation
- Project List With Cost Details 2018 2019 Panimalar PolyDocument8 pagesProject List With Cost Details 2018 2019 Panimalar PolyChockalingam AthilingamPas encore d'évaluation
- Project Titles NC 2018 Cs Fea RDDocument9 pagesProject Titles NC 2018 Cs Fea RDChockalingam AthilingamPas encore d'évaluation
- Scotck Yoke PPT Veltech 2016Document29 pagesScotck Yoke PPT Veltech 2016Chockalingam Athilingam50% (2)
- 6.design and Fabrication of Length Adjustable Belt Conveyor-1Document3 pages6.design and Fabrication of Length Adjustable Belt Conveyor-1Chockalingam AthilingamPas encore d'évaluation
- Safety For Motorised Sheet Forming 2018Document3 pagesSafety For Motorised Sheet Forming 2018Chockalingam AthilingamPas encore d'évaluation
- Bottling Plant PLC 2019Document4 pagesBottling Plant PLC 2019Chockalingam AthilingamPas encore d'évaluation
- 11 Foldable Bridge 2017 PrintDocument48 pages11 Foldable Bridge 2017 PrintChockalingam AthilingamPas encore d'évaluation
- Shock Absorber Failure 2018Document3 pagesShock Absorber Failure 2018Chockalingam AthilingamPas encore d'évaluation
- Gas Cutting DeviceDocument3 pagesGas Cutting DeviceChockalingam AthilingamPas encore d'évaluation
- Plastic Injection Manual 2016 Amk PolyDocument43 pagesPlastic Injection Manual 2016 Amk PolyChockalingam AthilingamPas encore d'évaluation
- Scotch Yoke Hacksaw Sriram Engg ReportDocument67 pagesScotch Yoke Hacksaw Sriram Engg ReportChockalingam Athilingam100% (1)
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamPas encore d'évaluation
- Block Diagram of Carbon Level IndicatorDocument1 pageBlock Diagram of Carbon Level IndicatorChockalingam AthilingamPas encore d'évaluation
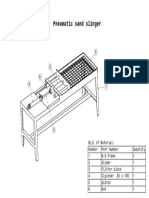
- Pneumatic Sand SlingerDocument1 pagePneumatic Sand SlingerChockalingam AthilingamPas encore d'évaluation
- Abs 127two - Axes - Drill 2016 ReviewDocument3 pagesAbs 127two - Axes - Drill 2016 ReviewChockalingam AthilingamPas encore d'évaluation
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamPas encore d'évaluation
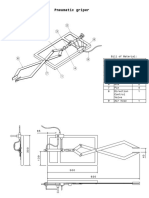
- Pneumatic GriperDocument2 pagesPneumatic GriperChockalingam AthilingamPas encore d'évaluation
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamPas encore d'évaluation
- Air Brake PROJECT REPORTDocument52 pagesAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- HTTP FOR ENGINEERINGDocument1 pageHTTP FOR ENGINEERINGChockalingam AthilingamPas encore d'évaluation
- HonningDocument1 pageHonningChockalingam AthilingamPas encore d'évaluation
- MOTORISED Press Durga Poly 2016Document76 pagesMOTORISED Press Durga Poly 2016Chockalingam AthilingamPas encore d'évaluation
- IR Sensor UnitDocument1 pageIR Sensor UnitChockalingam AthilingamPas encore d'évaluation
- Pneumatic Elevator Abs 20124Document3 pagesPneumatic Elevator Abs 20124Chockalingam AthilingamPas encore d'évaluation
- Lorry Trailor Lifter CostDocument1 pageLorry Trailor Lifter CostChockalingam AthilingamPas encore d'évaluation
- F T ZL 6L: 4 - RLT TTJ R5 !.1Document1 pageF T ZL 6L: 4 - RLT TTJ R5 !.1Chockalingam AthilingamPas encore d'évaluation
- Electronic ComparatorDocument1 pageElectronic ComparatorChockalingam AthilingamPas encore d'évaluation
- Amk SymbolDocument6 pagesAmk SymbolChockalingam AthilingamPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 2-Days Gesture Controlled Robotics WorkshopDocument4 pages2-Days Gesture Controlled Robotics WorkshopSpice MobilePas encore d'évaluation
- Avrdude: by Brian S. DeanDocument50 pagesAvrdude: by Brian S. Deanfenix1233Pas encore d'évaluation
- Comparison of MicrocontrollerDocument5 pagesComparison of MicrocontrollerGitesh MisalPas encore d'évaluation
- Avr 171s PDFDocument364 pagesAvr 171s PDFJorge CardielPas encore d'évaluation
- IoT Waste ManagementDocument21 pagesIoT Waste ManagementUsama AliPas encore d'évaluation
- Iot Based Home Automation Using ArduinoDocument55 pagesIot Based Home Automation Using ArduinoSiddharth SidhuPas encore d'évaluation
- ChangeDocument31 pagesChangesaurav bsPas encore d'évaluation
- Dte Micro ProjectDocument15 pagesDte Micro ProjectDanish AliPas encore d'évaluation
- AVR Playground: User ManualDocument29 pagesAVR Playground: User Manualdavid messierPas encore d'évaluation
- Microcontroller LabDocument3 pagesMicrocontroller Labpial hasan BornoPas encore d'évaluation
- List of Common Microcontrollers: AlteraDocument28 pagesList of Common Microcontrollers: AlteraFelix ArtPas encore d'évaluation
- Book For Women SecrutyDocument57 pagesBook For Women SecrutySanowar HossinPas encore d'évaluation
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityECGaurav KamathPas encore d'évaluation
- DSE Assistant Data SheetDocument1 pageDSE Assistant Data SheetEduardo David Castillo QuijandriaPas encore d'évaluation
- J ComponentDocument9 pagesJ ComponentAmandeepPas encore d'évaluation
- Starting out with avrdude - Introduction to AVRDUDE programming utilityDocument11 pagesStarting out with avrdude - Introduction to AVRDUDE programming utilityRicky PutraPas encore d'évaluation
- 05 AVR Timer-Counter AVRDocument95 pages05 AVR Timer-Counter AVRPriscillaPas encore d'évaluation
- Piic101 Piic101: Pic101 Pic102 Pic201 Pic202 Pic202 Pic102 Pic201 Pic101Document2 pagesPiic101 Piic101: Pic101 Pic102 Pic201 Pic202 Pic202 Pic102 Pic201 Pic101BV Sai100% (1)
- Atmel AVR Microcontroller Primer - Programming and InterfaciDocument194 pagesAtmel AVR Microcontroller Primer - Programming and InterfaciRiki Siregar RUliPas encore d'évaluation
- Arthrobotix: User ManualDocument20 pagesArthrobotix: User Manualsarthak.ladPas encore d'évaluation
- How To Use and Integrate AVR STUDIO With AVR GCC ComplierDocument10 pagesHow To Use and Integrate AVR STUDIO With AVR GCC ComplierGurpreet SinghPas encore d'évaluation
- CHC0002 Diverse IoT Based Gadgets To Update A Moderate Condition of Farmers in IndiaDocument5 pagesCHC0002 Diverse IoT Based Gadgets To Update A Moderate Condition of Farmers in IndiaCrispPas encore d'évaluation
- Practical Microcontroller Programming KitDocument6 pagesPractical Microcontroller Programming KitadeelPas encore d'évaluation
- Modul PBM 5 (Assembly)Document18 pagesModul PBM 5 (Assembly)Fajar FatahillahPas encore d'évaluation
- Project Proposal Shop Security System: Microcontroller Based DesignDocument6 pagesProject Proposal Shop Security System: Microcontroller Based DesignUsamaPas encore d'évaluation
- PIC Microcontroller Based Electronic Lock Embedded ProjectsDocument12 pagesPIC Microcontroller Based Electronic Lock Embedded Projects12343567890100% (5)
- Suhail 37Document47 pagesSuhail 37Rao SuhailPas encore d'évaluation
- A Major Project Report On: Fruit Condition Classification Using Deep Learning and Embedded SystemsDocument68 pagesA Major Project Report On: Fruit Condition Classification Using Deep Learning and Embedded SystemsMadala BhargavPas encore d'évaluation
- 12.2.2 EIMSK - External Interrupt Mask RegisterDocument1 page12.2.2 EIMSK - External Interrupt Mask RegisternamerPas encore d'évaluation
- Final Report1Document33 pagesFinal Report1Kantha RajPas encore d'évaluation