Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Swimming Pool EstimatesDocument1 pageSwimming Pool EstimatesgreatgeniusPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Fire Watch Training PDFDocument41 pagesFire Watch Training PDFHamdi Rafiek83% (23)
- UOP 304-08 Bromine Number and Bromine Index of Hydrocarbons by Potentiometric TitrationDocument13 pagesUOP 304-08 Bromine Number and Bromine Index of Hydrocarbons by Potentiometric TitrationMorteza SepehranPas encore d'évaluation
- Large-Scale Sulfur Recovery: AS RocessingDocument3 pagesLarge-Scale Sulfur Recovery: AS RocessingMorteza SepehranPas encore d'évaluation
- UOP 603 Trace CO and CO2 in Hydrogen and Light Gases Hydrocarbon by GCDocument6 pagesUOP 603 Trace CO and CO2 in Hydrogen and Light Gases Hydrocarbon by GCMorteza SepehranPas encore d'évaluation
- UOP 99-07 Pentane-Insoluble Matter in Petroleum Oils Using A Membrane FilterDocument10 pagesUOP 99-07 Pentane-Insoluble Matter in Petroleum Oils Using A Membrane FilterMorteza SepehranPas encore d'évaluation
- Strut and Tie Model Analysis of Prestressed Deep BeamsDocument24 pagesStrut and Tie Model Analysis of Prestressed Deep BeamsKannan Chandrabhanu100% (1)
- Painting Procedure For Structural Steel Rev 00Document13 pagesPainting Procedure For Structural Steel Rev 00Ranjan KumarPas encore d'évaluation
- UOP 212-05 - Hydrogen Sulfide, Mercaptan Sulfur, and Carbonyl Sulfide in Hydrocarbon Gases by Po PDFDocument25 pagesUOP 212-05 - Hydrogen Sulfide, Mercaptan Sulfur, and Carbonyl Sulfide in Hydrocarbon Gases by Po PDFMorteza Sepehran100% (5)
- UOP 1006-14 Trace Silicon in Petroleum Liquids by ICP-MSDocument11 pagesUOP 1006-14 Trace Silicon in Petroleum Liquids by ICP-MSMorteza Sepehran100% (1)
- UOP 1005-14 Trace Metals in Organics by ICP-MSDocument11 pagesUOP 1005-14 Trace Metals in Organics by ICP-MSMorteza SepehranPas encore d'évaluation
- BECHEM Special Lubricants For Open Gear Drives 2015 01Document11 pagesBECHEM Special Lubricants For Open Gear Drives 2015 01satfas100% (1)
- UOP 989-14 Trace Sulfur in LPG and Gaseous Hydrocarbons by Oxidative Combustion With UltravioletDocument7 pagesUOP 989-14 Trace Sulfur in LPG and Gaseous Hydrocarbons by Oxidative Combustion With UltravioletMorteza SepehranPas encore d'évaluation
- UOP 555-10 Trace Impurities in Benzene by GCDocument11 pagesUOP 555-10 Trace Impurities in Benzene by GCMorteza SepehranPas encore d'évaluation
- How To Design Tank Heating Coils - Parte1Document2 pagesHow To Design Tank Heating Coils - Parte1Morteza SepehranPas encore d'évaluation
- UOP79Document18 pagesUOP79amishraiocPas encore d'évaluation
- UOP 826-81 Carbon Dioxide in Ammine SolutionDocument7 pagesUOP 826-81 Carbon Dioxide in Ammine SolutionMorteza Sepehran100% (1)
- UOP79Document18 pagesUOP79amishraiocPas encore d'évaluation
- The Cascade Control Architecture - Control GuruDocument9 pagesThe Cascade Control Architecture - Control GuruMorteza SepehranPas encore d'évaluation
- UOP79Document18 pagesUOP79amishraiocPas encore d'évaluation
- Handout Jacobs CSS - Claus ProcessDocument1 pageHandout Jacobs CSS - Claus ProcessMorteza SepehranPas encore d'évaluation
- Process Analytics in ClausDocument9 pagesProcess Analytics in ClausMorteza SepehranPas encore d'évaluation
- Tetranex Solutions IncDocument2 pagesTetranex Solutions IncMorteza SepehranPas encore d'évaluation
- MeroxDocument1 pageMeroxMorteza SepehranPas encore d'évaluation
- Elec Eng 4Cl4:: Control System DesignDocument12 pagesElec Eng 4Cl4:: Control System DesignMorteza SepehranPas encore d'évaluation
- Acid 3 PDFDocument1 pageAcid 3 PDFMorteza SepehranPas encore d'évaluation
- Elec Eng 4Cl4:: Control System DesignDocument20 pagesElec Eng 4Cl4:: Control System DesignMorteza SepehranPas encore d'évaluation
- Pages From 08 - Condensate and LPG DehydrationDocument1 pagePages From 08 - Condensate and LPG DehydrationMorteza SepehranPas encore d'évaluation
- EE4CL4 Lecture31 PDFDocument16 pagesEE4CL4 Lecture31 PDFMorteza SepehranPas encore d'évaluation
- Metallurgy and Corrosion Control in Oil and Gas ProductionDocument1 pageMetallurgy and Corrosion Control in Oil and Gas ProductionMorteza SepehranPas encore d'évaluation
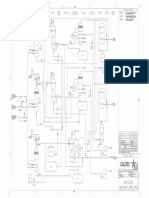
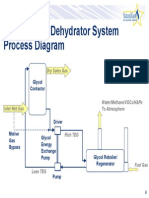
- Basic Glycol Dehydrator System Process Diagram: Dry Sales GasDocument1 pageBasic Glycol Dehydrator System Process Diagram: Dry Sales GasMorteza SepehranPas encore d'évaluation
- Elec Eng 4Cl4:: Control System DesignDocument31 pagesElec Eng 4Cl4:: Control System DesignMorteza SepehranPas encore d'évaluation
- Refining Industry Solutions: Experience, Knowledge, and Technology... in RefiningDocument44 pagesRefining Industry Solutions: Experience, Knowledge, and Technology... in RefiningMorteza SepehranPas encore d'évaluation
- 8-Dehydrations 10 PDFDocument1 page8-Dehydrations 10 PDFMorteza SepehranPas encore d'évaluation
- 8-Dehydrations 9 PDFDocument1 page8-Dehydrations 9 PDFMorteza SepehranPas encore d'évaluation
- Materials for shoes, optical lenses and water bottlesDocument3 pagesMaterials for shoes, optical lenses and water bottlesJpricarioPas encore d'évaluation
- Mechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresDocument39 pagesMechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresMohammed AzharuddinPas encore d'évaluation
- DBR Cvs AuditoriumDocument9 pagesDBR Cvs AuditoriumJohn JacksonPas encore d'évaluation
- Tabele Saturacije PDFDocument20 pagesTabele Saturacije PDFTrkulja GoranPas encore d'évaluation
- Metallurgical Characterization of Electrical Discharge Textured Roll SurfaceDocument8 pagesMetallurgical Characterization of Electrical Discharge Textured Roll Surfacevishalbhojak vishalbhojakPas encore d'évaluation
- Angora Wool: Ultra-Soft Fiber From RabbitsDocument2 pagesAngora Wool: Ultra-Soft Fiber From RabbitsYogen Garbiyal100% (1)
- FME-2021-0403 Proof HiDocument41 pagesFME-2021-0403 Proof HiAsif EqubalPas encore d'évaluation
- Indian Railways MIG Wire Technical RequirementsDocument17 pagesIndian Railways MIG Wire Technical RequirementsJoherPas encore d'évaluation
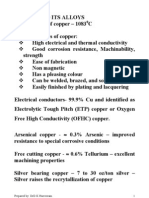
- Copper and It's AlloysDocument5 pagesCopper and It's AlloysReza MortazaviPas encore d'évaluation
- Textile Apparel Ecological Safety Quality V9 - 3Document21 pagesTextile Apparel Ecological Safety Quality V9 - 3mmbPas encore d'évaluation
- Conti Secur® BFA - Instructions For Rubber-Metal BondingDocument2 pagesConti Secur® BFA - Instructions For Rubber-Metal BondingCarlosPas encore d'évaluation
- August 2022 Report For Dennis T MuzilaDocument11 pagesAugust 2022 Report For Dennis T MuzilaDennis MuzilaPas encore d'évaluation
- Compact C Pump Flyer v2Document2 pagesCompact C Pump Flyer v2GonzalezElizaPas encore d'évaluation
- General ChemistryDocument44 pagesGeneral ChemistrySUSANA, NIÑA FELIZ C.100% (1)
- Processes: A Techno-Economic Assessment of Fischer-Tropsch Fuels Based On Syngas From Co-ElectrolysisDocument42 pagesProcesses: A Techno-Economic Assessment of Fischer-Tropsch Fuels Based On Syngas From Co-ElectrolysisMuhammad SalmanPas encore d'évaluation
- Internet Standards for Irrigation EquipmentDocument19 pagesInternet Standards for Irrigation EquipmentHarindu VyasPas encore d'évaluation
- Mix Proportioning of M80 Grade Self-Compacting ConDocument3 pagesMix Proportioning of M80 Grade Self-Compacting ConfaseehPas encore d'évaluation
- Brick Industry Project - Production and Operation ManagementDocument16 pagesBrick Industry Project - Production and Operation ManagementSundar Pro RiderPas encore d'évaluation
- Civil Engineering MCQDocument19 pagesCivil Engineering MCQSuhail RazaPas encore d'évaluation
- Assessment PN1096617Document14 pagesAssessment PN1096617Amr TarekPas encore d'évaluation
- Applied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurDocument19 pagesApplied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurTommyVercettiPas encore d'évaluation
- Waukesha Worldpump - ArticleDocument4 pagesWaukesha Worldpump - Articlepaulo cesar hernandez mijangosPas encore d'évaluation
- PMR v39 I3 117 126Document10 pagesPMR v39 I3 117 126rezaeibehrouzPas encore d'évaluation
- Nanotechnology: A Platform For Education ChangeDocument7 pagesNanotechnology: A Platform For Education Changeapi-251873743Pas encore d'évaluation
- Gas Safety Regulations PDFDocument55 pagesGas Safety Regulations PDFPhil MoffatPas encore d'évaluation