Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Understanding Infrared Thermography Reading 6 (PDFDrive) PDFDocument510 pagesUnderstanding Infrared Thermography Reading 6 (PDFDrive) PDFINDRAJIT SAOPas encore d'évaluation
- Action Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!Document1 pageAction Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!INDRAJIT SAOPas encore d'évaluation
- Estad-Jsi 2014Document3 pagesEstad-Jsi 2014INDRAJIT SAOPas encore d'évaluation
- V-Imp - USA-Diagonostics Important PaperDocument81 pagesV-Imp - USA-Diagonostics Important PaperINDRAJIT SAOPas encore d'évaluation
- Three Common Mistakes in LubricationDocument11 pagesThree Common Mistakes in LubricationINDRAJIT SAOPas encore d'évaluation
- A Practical Approach For Evaluating Oil Analysis Results With Limit ValuesDocument12 pagesA Practical Approach For Evaluating Oil Analysis Results With Limit ValuesINDRAJIT SAOPas encore d'évaluation
- Tags and Labels Billet MarkingDocument2 pagesTags and Labels Billet MarkingINDRAJIT SAOPas encore d'évaluation
- Kaizen TrainingDocument5 pagesKaizen TrainingINDRAJIT SAOPas encore d'évaluation
- Coke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceDocument13 pagesCoke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceINDRAJIT SAO0% (1)
- Billet MarkerDocument4 pagesBillet MarkerINDRAJIT SAOPas encore d'évaluation
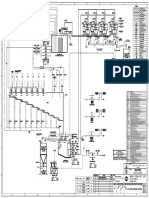
- Ash Handling P&IDDocument1 pageAsh Handling P&IDINDRAJIT SAOPas encore d'évaluation
- NASA - Safety For Oxygen Systems GuidelinesDocument288 pagesNASA - Safety For Oxygen Systems GuidelinesINDRAJIT SAO100% (1)
- Ox Ygen System Safety: ScopeDocument4 pagesOx Ygen System Safety: ScopeINDRAJIT SAOPas encore d'évaluation
- Hiller DECANTERDocument4 pagesHiller DECANTERINDRAJIT SAO100% (1)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Method Statement: Underfloor Trunking, Conduit and Junction BoxesDocument2 pagesMethod Statement: Underfloor Trunking, Conduit and Junction Boxesfatinjamal22Pas encore d'évaluation
- Lime in ConstructionDocument7 pagesLime in Constructionsriatul2006Pas encore d'évaluation
- Heat Exchanger For PMS S-3 and CoCDocument36 pagesHeat Exchanger For PMS S-3 and CoCAhmed BilalPas encore d'évaluation
- Prediction of Forming Limits and Parameter in TheDocument17 pagesPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiPas encore d'évaluation
- John and Rebecca Arioto 12-13-17Document24 pagesJohn and Rebecca Arioto 12-13-17L. A. PatersonPas encore d'évaluation
- Bit Nozzle (S) Pressure Drop: Nozzle Numbers Nozzle Dia in Decimal in Flow Area inDocument2 pagesBit Nozzle (S) Pressure Drop: Nozzle Numbers Nozzle Dia in Decimal in Flow Area innjileoPas encore d'évaluation
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocument4 pagesInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarPas encore d'évaluation
- Bridges PDFDocument20 pagesBridges PDF200365530Pas encore d'évaluation
- Development Length On Concrete With Bundle BarsDocument5 pagesDevelopment Length On Concrete With Bundle BarsVetriselvan ArumugamPas encore d'évaluation
- 22-23-4 Iec60598 - NovalitingDocument61 pages22-23-4 Iec60598 - NovalitingLuis Fernando ValenciaPas encore d'évaluation
- User Manual: XC-8 SeriesDocument97 pagesUser Manual: XC-8 Seriespowerelevator6060Pas encore d'évaluation
- CEC 409 EXAMi 2022Document5 pagesCEC 409 EXAMi 2022Abdullahi MuhammadPas encore d'évaluation
- Gaylord XGS ExtractorDocument2 pagesGaylord XGS ExtractorIRWIN_DSOUZAPas encore d'évaluation
- Steel Design 2Document19 pagesSteel Design 2John Pierce Gumapac67% (3)
- Pipeline Integrity Management MSC (Penspen)Document7 pagesPipeline Integrity Management MSC (Penspen)Majeed Rumani0% (2)
- Code QuandariesDocument2 pagesCode QuandariesrajuanthatiPas encore d'évaluation
- Chapter - 22: Bridge Works - Miscellaneous: Item No. Description of Item Unit Rate (RS.) Cement Qty. (QTL.)Document10 pagesChapter - 22: Bridge Works - Miscellaneous: Item No. Description of Item Unit Rate (RS.) Cement Qty. (QTL.)basuPas encore d'évaluation
- Steel Column Tree PDFDocument9 pagesSteel Column Tree PDFDario P. YanezPas encore d'évaluation
- Laporan Material Teknik 2021Document23 pagesLaporan Material Teknik 2021Rasendriya JettaPas encore d'évaluation
- Installation, Operation & Maintenance Instructions: 1100°C - 1300°C Chamber Furnaces Types CWF, BWF & RWFDocument16 pagesInstallation, Operation & Maintenance Instructions: 1100°C - 1300°C Chamber Furnaces Types CWF, BWF & RWFdev-nullPas encore d'évaluation
- AE2354 Htm2marksDocument13 pagesAE2354 Htm2marksrenjithrenjuPas encore d'évaluation
- Iso 15243 2017Document15 pagesIso 15243 2017RICARDO DOS SANTOS DE SOUZAPas encore d'évaluation
- Z0011542-2008-A Air-Cooled AHYZ1 Series TC2Document52 pagesZ0011542-2008-A Air-Cooled AHYZ1 Series TC2mgs nurmansyahPas encore d'évaluation
- Bur Jal ArabDocument34 pagesBur Jal ArabMauricio SeibelPas encore d'évaluation
- Tutorial 6 DR RofdziDocument8 pagesTutorial 6 DR RofdziSuaidah ShimaPas encore d'évaluation
- SPEC Pulsatron E PLUS SeriesDocument2 pagesSPEC Pulsatron E PLUS SeriesAlfonso Javier Medina PernethPas encore d'évaluation
- Composite Beam PossibilitiesDocument4 pagesComposite Beam PossibilitiesAlberto García MárquezPas encore d'évaluation
- Effect of Depth To Thickness Ratio and Length To Depth Ratio On Hollow Section Aluminium Tubes Filled With Self Compacting ConcreteDocument4 pagesEffect of Depth To Thickness Ratio and Length To Depth Ratio On Hollow Section Aluminium Tubes Filled With Self Compacting ConcreteInternational Journal of Research in Engineering and Technology100% (1)
- PW-3 Part Design For Ultrasonic Welding (Single PGS) HRDocument8 pagesPW-3 Part Design For Ultrasonic Welding (Single PGS) HRAlba R.Pas encore d'évaluation
- ME143L - Report 2 - Heat PumpDocument14 pagesME143L - Report 2 - Heat PumpKiel Bernard de Jesus100% (2)