Vous aimerez peut-être aussi
- UltramidB3EG7 IsoDocument3 pagesUltramidB3EG7 IsoGerardo XZPas encore d'évaluation
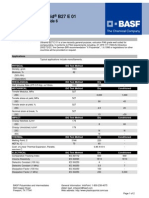
- UltramidB27E01 IsoDocument2 pagesUltramidB27E01 IsoAngie HmPas encore d'évaluation
- Aultramid Pa 66Document2 pagesAultramid Pa 66ZaldsonPas encore d'évaluation
- 7117 - Sigmarine 28Document0 page7117 - Sigmarine 28eraswastaPas encore d'évaluation
- 7564 Sigmatherm 540Document2 pages7564 Sigmatherm 540Ibrahim MahranPas encore d'évaluation
- 7102 - Sigma Vikote 63Document0 page7102 - Sigma Vikote 63eraswastaPas encore d'évaluation
- 7285 - Sigma Ecofleet 238Document0 page7285 - Sigma Ecofleet 238eraswastaPas encore d'évaluation
- Sigma PrimeDocument7 pagesSigma Primegstketut0% (1)
- Sigmatherm Thermovit 600 (HR)Document2 pagesSigmatherm Thermovit 600 (HR)shibushinePas encore d'évaluation
- Sigmarine 28Document3 pagesSigmarine 28aangPas encore d'évaluation
- Amercoat ABC 3Document0 pageAmercoat ABC 3Stefano CostaPas encore d'évaluation
- Sigmazinc 109 HSDocument5 pagesSigmazinc 109 HSKrishna VachaPas encore d'évaluation
- Sigmarine 24: Description Principal CharacteristicsDocument3 pagesSigmarine 24: Description Principal CharacteristicsJose Antonio GomezPas encore d'évaluation
- Alathon H5618Document2 pagesAlathon H5618Ing Ipn VbaPas encore d'évaluation
- Amercoat 3279 DatasheetDocument0 pageAmercoat 3279 Datasheetmekag94Pas encore d'évaluation
- Sigmacap PriCoat 155 V2Document3 pagesSigmacap PriCoat 155 V2ajuhaseenPas encore d'évaluation
- Ps 870 Class CDocument2 pagesPs 870 Class CDaniel AndersonPas encore d'évaluation
- Sigmadur Gloss: Description PRINCIPAL CHARACTERISTICS - Unlimited RecoatableDocument4 pagesSigmadur Gloss: Description PRINCIPAL CHARACTERISTICS - Unlimited RecoatableKopnang AristidePas encore d'évaluation
- All DatasheetsDocument485 pagesAll Datasheetssflynn79Pas encore d'évaluation
- Sigmacover 522Document4 pagesSigmacover 522Asela BollegalaPas encore d'évaluation
- Sigma Vikote 56Document3 pagesSigma Vikote 56Asela BollegalaPas encore d'évaluation
- Avalon 90ABDocument2 pagesAvalon 90ABborlixPas encore d'évaluation
- Sigmadur 520 (English)Document4 pagesSigmadur 520 (English)KyPas encore d'évaluation
- PA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66Document2 pagesPA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66watnaPas encore d'évaluation
- en-US 7000Document4 pagesen-US 7000Jose Manuel Guizado SolisPas encore d'évaluation
- Sigmacover 630 March 13Document6 pagesSigmacover 630 March 13leonciomavarezPas encore d'évaluation
- 3M Preservation Sealing Tape 481Document6 pages3M Preservation Sealing Tape 481Mait YPas encore d'évaluation
- Sigmafast 278Document4 pagesSigmafast 278MekhmanPas encore d'évaluation
- 7177 - Sigmaweld 199Document4 pages7177 - Sigmaweld 199eraswastaPas encore d'évaluation
- P840J Feb, 09Document2 pagesP840J Feb, 09Tan Chen TatPas encore d'évaluation
- Grilamid Tr90 TdsDocument2 pagesGrilamid Tr90 Tdsrumisethna9135Pas encore d'évaluation
- 7190 - Sigmarine 81Document0 page7190 - Sigmarine 81eraswastaPas encore d'évaluation
- Ultramid C33 01 EnglishDocument2 pagesUltramid C33 01 EnglishDiegoDPinzonPas encore d'évaluation
- B22 7537 11-2006 Sigmadur 550Document4 pagesB22 7537 11-2006 Sigmadur 550Muhamad HassanPas encore d'évaluation
- Troubleshooting HMW HDPEDocument4 pagesTroubleshooting HMW HDPERodriguez JohannPas encore d'évaluation
- Dow 3504Document2 pagesDow 3504khantoPas encore d'évaluation
- 7240 - Sigmarine 49Document0 page7240 - Sigmarine 49eraswastaPas encore d'évaluation
- P640JDocument2 pagesP640JTan Chen TatPas encore d'évaluation
- 00 6825 PDFDocument5 pages00 6825 PDFibrahim_mohamed3361100% (1)
- P740JDocument2 pagesP740JTan Chen TatPas encore d'évaluation
- Sigmacover 456: Description Principal CharacteristicsDocument5 pagesSigmacover 456: Description Principal Characteristicsmayukhguhanita2010Pas encore d'évaluation
- 186 Soldering Flux: Mildly Activated Rosin Liquid FluxDocument4 pages186 Soldering Flux: Mildly Activated Rosin Liquid FluxAmirPas encore d'évaluation
- Tdse 7703Document2 pagesTdse 7703Caio OliveiraPas encore d'évaluation
- Basf Processing Styrinic Polymers and CopolymersDocument14 pagesBasf Processing Styrinic Polymers and CopolymersTejender SinghPas encore d'évaluation
- Maximum Allowable Short-Term Strain: DSM Engineering PlasticsDocument0 pageMaximum Allowable Short-Term Strain: DSM Engineering PlasticsvkmsPas encore d'évaluation
- 7465 - Sigmacover 435Document0 page7465 - Sigmacover 435eraswastaPas encore d'évaluation
- EL-Pro P440J: Polypropylene Impact Copolymer For Injection MoldingDocument2 pagesEL-Pro P440J: Polypropylene Impact Copolymer For Injection MoldingTan Chen TatPas encore d'évaluation
- S 54 D 59 U 000Document2 pagesS 54 D 59 U 000Joshua RomanPas encore d'évaluation
- Sigmacover 246Document5 pagesSigmacover 246Carlos Monsalve VejarPas encore d'évaluation
- Lupranate® M20S MDIDocument1 pageLupranate® M20S MDIGhulam WaheedPas encore d'évaluation
- Xylan 80-510-G3196 Pfa BeDocument2 pagesXylan 80-510-G3196 Pfa BeSYED MAZHARPas encore d'évaluation
- Interbond 600Document4 pagesInterbond 600Trịnh Minh KhoaPas encore d'évaluation
- Durastrength 480: Technical InformationDocument6 pagesDurastrength 480: Technical InformationCnbc TrPas encore d'évaluation
- DS Flex Rev7 0309 PDFDocument2 pagesDS Flex Rev7 0309 PDFDavid GonzaloPas encore d'évaluation
- Betaforce ™ 2850S: Technical DatasheetDocument3 pagesBetaforce ™ 2850S: Technical Datasheetenrico_andreoli88Pas encore d'évaluation
- 3M™ Super 77™ Multipurpose Spray Adhesive (Aerosol) - 20221111Document4 pages3M™ Super 77™ Multipurpose Spray Adhesive (Aerosol) - 20221111HugoPas encore d'évaluation
- Sigmacover 410Document4 pagesSigmacover 410gstketutPas encore d'évaluation
- Bottles, Preforms and Closures: A Design Guide for PET PackagingD'EverandBottles, Preforms and Closures: A Design Guide for PET PackagingÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Ultramid B3WG6 NYLON PDFDocument3 pagesUltramid B3WG6 NYLON PDFrenebbPas encore d'évaluation
- Snap Fit CalculationsDocument7 pagesSnap Fit CalculationsKok MunPas encore d'évaluation
- In-Line Check Valves CV-3+ - WebDocument15 pagesIn-Line Check Valves CV-3+ - WebrenebbPas encore d'évaluation
- 20140308011Document7 pages20140308011renebbPas encore d'évaluation
- PVAR Catalog PDFDocument16 pagesPVAR Catalog PDFrenebbPas encore d'évaluation
- Design and Testing of Unbalanced Mass Mechanical Vibration ExciterDocument7 pagesDesign and Testing of Unbalanced Mass Mechanical Vibration ExciterrenebbPas encore d'évaluation
- Mat Chem Comp GB en PDFDocument48 pagesMat Chem Comp GB en PDFvzimak2355Pas encore d'évaluation
- Chapter 16 Compressible Flow: 16.1 Speed of SoundDocument42 pagesChapter 16 Compressible Flow: 16.1 Speed of SoundrenebbPas encore d'évaluation
- ASME Section VIII Rules For Construction of Pressure Vessels Division 1Document820 pagesASME Section VIII Rules For Construction of Pressure Vessels Division 1renebb100% (1)
- 50 - 3 446 40309 4 - Leseprobe02Document12 pages50 - 3 446 40309 4 - Leseprobe02renebbPas encore d'évaluation
- NGT Thread Series: Total Solution For Thread GaugingDocument2 pagesNGT Thread Series: Total Solution For Thread Gaugingrenebb100% (1)
- Calculate Mass Flow or Volumetric Flow For Any GasDocument2 pagesCalculate Mass Flow or Volumetric Flow For Any Gasvicbalt07Pas encore d'évaluation
- Snap Fit CalculationsDocument7 pagesSnap Fit CalculationsKok MunPas encore d'évaluation
- Placas Circulares Con RibsDocument150 pagesPlacas Circulares Con RibsrenebbPas encore d'évaluation
- N GT, SGT : TABLE IX.6. - Dtmensions of Plug (External Q P P H XDocument1 pageN GT, SGT : TABLE IX.6. - Dtmensions of Plug (External Q P P H XrenebbPas encore d'évaluation
- Bending of Circular Plates Under A Unifrom Load On A Concentric CircleDocument45 pagesBending of Circular Plates Under A Unifrom Load On A Concentric CirclerenebbPas encore d'évaluation
- Curved BeamDocument85 pagesCurved Beampoojasmita14100% (3)
- Contentfile 1825Document29 pagesContentfile 1825Shanmugam BalasubramaniamPas encore d'évaluation
- Alloys SpecialtyDocument1 pageAlloys SpecialtyrenebbPas encore d'évaluation
- Screw 1942Document254 pagesScrew 1942renebbPas encore d'évaluation
- FastRite2012 FittingsCatalogDocument425 pagesFastRite2012 FittingsCatalogrenebbPas encore d'évaluation
- Snap-Fit Design ManualDocument24 pagesSnap-Fit Design ManualrenebbPas encore d'évaluation
- Tube Chart CharacteristicsDocument3 pagesTube Chart CharacteristicsHussain FakhruddinPas encore d'évaluation
- Stress AnalysisDocument24 pagesStress AnalysisrenebbPas encore d'évaluation
- Eng FormulasDocument21 pagesEng FormulaszingalalaPas encore d'évaluation
- 17-Surface Roughness and Machining Symbols FullDocument17 pages17-Surface Roughness and Machining Symbols FullrenebbPas encore d'évaluation
- Finkle AndrewDocument176 pagesFinkle AndrewrenebbPas encore d'évaluation
- Inclined StressDocument28 pagesInclined StressAli El-Gazzar100% (1)
- Ti 59 - A Note On Battery CorrosionDocument3 pagesTi 59 - A Note On Battery CorrosionLeon ZieglerPas encore d'évaluation
- Snare Drum: Some Entries From Various Sources (Loosely Cited)Document6 pagesSnare Drum: Some Entries From Various Sources (Loosely Cited)gljebglejebPas encore d'évaluation
- Assignment Concurrent ProgrammingDocument7 pagesAssignment Concurrent ProgrammingKien HawPas encore d'évaluation
- ETG3000 BrochureDocument9 pagesETG3000 BrochureMayolo MartinezPas encore d'évaluation
- AS9104 2A Form-CDocument3 pagesAS9104 2A Form-C44abcPas encore d'évaluation
- ADP 1 LAB ManualDocument54 pagesADP 1 LAB ManualdhanajayanPas encore d'évaluation
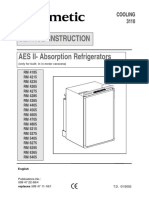
- Dometic RM4185 6405 PDFDocument20 pagesDometic RM4185 6405 PDFcarlosrei2Pas encore d'évaluation
- 3 Africacert Project PublicDocument15 pages3 Africacert Project PublicLaïcana CoulibalyPas encore d'évaluation
- Assessing The Impact of Premier Information Systems Research OverDocument20 pagesAssessing The Impact of Premier Information Systems Research OvergasibuteaPas encore d'évaluation
- Algorithmic Versus Human AdviceDocument31 pagesAlgorithmic Versus Human AdviceDaqiang ChenPas encore d'évaluation
- DIS2116 ManualDocument88 pagesDIS2116 ManualHưng Tự Động HoáPas encore d'évaluation
- SP2000 COD Testkits 2014Document5 pagesSP2000 COD Testkits 2014Andres FalmacelPas encore d'évaluation
- CVDocument21 pagesCVAngelica chea NatividadPas encore d'évaluation
- Duty Engineer: Grand Mercure & Ibis Yogyakarta Adi SuciptoDocument1 pageDuty Engineer: Grand Mercure & Ibis Yogyakarta Adi Suciptoali maulana yuthiaPas encore d'évaluation
- Based On CIRIA Report 108:1985: Formwork Load Calculator - ResultsDocument4 pagesBased On CIRIA Report 108:1985: Formwork Load Calculator - Resultsyassir dafallaPas encore d'évaluation
- Safety Integrity Level (SIL) Determination Using LOPA Methods To Comply With IEC 61511 and ISA 84Document3 pagesSafety Integrity Level (SIL) Determination Using LOPA Methods To Comply With IEC 61511 and ISA 84naren_013Pas encore d'évaluation
- Manual Safety Relays 3SK2 en-USDocument352 pagesManual Safety Relays 3SK2 en-USKarina Ospina100% (3)
- CE Board Nov 2020 - Hydraulics - Set 11Document1 pageCE Board Nov 2020 - Hydraulics - Set 11Justine Ejay MoscosaPas encore d'évaluation
- LiquidlevelDocument24 pagesLiquidlevelAnu Raj Anu RajPas encore d'évaluation
- BHTM445 Syllabus MW - Spring 2015-2016Document6 pagesBHTM445 Syllabus MW - Spring 2015-2016dangerousbabyPas encore d'évaluation
- Pumps: Vane Type Single PumpsDocument2 pagesPumps: Vane Type Single PumpsFernando SabinoPas encore d'évaluation
- Lab 11&12Document9 pagesLab 11&12Divyashini MohanPas encore d'évaluation
- Document R0908A - Complete Guide To Reach OnAir! V3.0Document33 pagesDocument R0908A - Complete Guide To Reach OnAir! V3.0scribdlertooPas encore d'évaluation
- 009-1137-00 HST-SMRTD Savant Smart Host Tech SpecDocument6 pages009-1137-00 HST-SMRTD Savant Smart Host Tech Specferna2420Pas encore d'évaluation
- Mach Oil BrochureDocument44 pagesMach Oil BrochureIntan DavidPas encore d'évaluation
- Sony Blitz h36 - ManualDocument212 pagesSony Blitz h36 - ManualBohorc Ivica JerryPas encore d'évaluation
- DTC 5618Document20 pagesDTC 5618Gajaram SutharPas encore d'évaluation
- Leading Architect and Enabler in Digital SocietyDocument31 pagesLeading Architect and Enabler in Digital SocietyRifki NugrahaPas encore d'évaluation
- Hydraulic Vehicle Lift ST List of Parts and Appendices Stertil B.V BDocument24 pagesHydraulic Vehicle Lift ST List of Parts and Appendices Stertil B.V BOvidiu PopaPas encore d'évaluation