Vous aimerez peut-être aussi
- Asme Section Ii A-2 Sa-905Document6 pagesAsme Section Ii A-2 Sa-905Anonymous GhPzn1xPas encore d'évaluation
- Asme Section Ii A-2 Sa-960Document12 pagesAsme Section Ii A-2 Sa-960Anonymous GhPzn1x100% (1)
- Asme Section Ii A-2 Sa-1010 Sa-1010mDocument4 pagesAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xPas encore d'évaluation
- Quantification of Residual Stresses in External Attachment Welding ApplicationDocument16 pagesQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xPas encore d'évaluation
- Asme Section Ii A-2 Sa-985 Sa-985mDocument22 pagesAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xPas encore d'évaluation
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFDocument12 pages2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFAnonymous GhPzn1xPas encore d'évaluation
- Asme Section Ii A-2 Sa-995Document4 pagesAsme Section Ii A-2 Sa-995Anonymous GhPzn1xPas encore d'évaluation
- Asme Section Ii A-2 Sa-961Document12 pagesAsme Section Ii A-2 Sa-961Anonymous GhPzn1xPas encore d'évaluation
- Asme Section Ii A-2 Sa-985 Sa-985mDocument22 pagesAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xPas encore d'évaluation
- Asme Section Ii A-2 Sa-1008 Sa-1008mDocument10 pagesAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xPas encore d'évaluation
- Sa 537Document6 pagesSa 537Mauricio Carestia100% (1)
- Asme Section Ii A-2 Sa-1011 Sa-1011mDocument10 pagesAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xPas encore d'évaluation
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDocument12 pages2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xPas encore d'évaluation
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDocument14 pagesTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xPas encore d'évaluation
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDocument14 pages2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xPas encore d'évaluation
- 2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionDocument16 pages2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionAnonymous GhPzn1xPas encore d'évaluation
- Girth Welding of API 5L X70 and X80 Sour Service PipesDocument8 pagesGirth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xPas encore d'évaluation
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDocument12 pages2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xPas encore d'évaluation
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDocument11 pages2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xPas encore d'évaluation
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDocument9 pages2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xPas encore d'évaluation
- 2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWDocument9 pages2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWAnonymous GhPzn1xPas encore d'évaluation
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDocument14 pages2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xPas encore d'évaluation
- Fiber Laser WeldingDocument10 pagesFiber Laser WeldingAnonymous GhPzn1xPas encore d'évaluation
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDocument11 pages2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xPas encore d'évaluation
- 2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsDocument9 pages2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsAnonymous GhPzn1xPas encore d'évaluation
- Aws D8.14M-2008Document34 pagesAws D8.14M-2008Lalit Bom Malla100% (1)
- 2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingDocument9 pages2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingAnonymous GhPzn1xPas encore d'évaluation
- Fiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsDocument10 pagesFiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsAnonymous GhPzn1xPas encore d'évaluation
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDocument12 pages2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xPas encore d'évaluation
- Fiber Laser WeldingDocument10 pagesFiber Laser WeldingAnonymous GhPzn1xPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Ice Cream Cost Benefit AnalysisDocument12 pagesIce Cream Cost Benefit AnalysischarlottePas encore d'évaluation
- Internship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Document59 pagesInternship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Mohammad Shafaet JamilPas encore d'évaluation
- KDL 23S2000Document82 pagesKDL 23S2000Carlos SeguraPas encore d'évaluation
- Novirost Sample TeaserDocument2 pagesNovirost Sample TeaserVlatko KotevskiPas encore d'évaluation
- Self-Assessment On Accountability: I. QuestionsDocument2 pagesSelf-Assessment On Accountability: I. QuestionsAjit Kumar SahuPas encore d'évaluation
- Circular 09/2014 (ISM) : SubjectDocument7 pagesCircular 09/2014 (ISM) : SubjectDenise AhrendPas encore d'évaluation
- Ieee Research Papers On Software Testing PDFDocument5 pagesIeee Research Papers On Software Testing PDFfvgjcq6a100% (1)
- COVID-19's Impact on Business PresentationsDocument2 pagesCOVID-19's Impact on Business PresentationsRetmo NandoPas encore d'évaluation
- BS EN 364-1993 (Testing Methods For Protective Equipment AgaiDocument21 pagesBS EN 364-1993 (Testing Methods For Protective Equipment AgaiSakib AyubPas encore d'évaluation
- Academy Broadcasting Services Managerial MapDocument1 pageAcademy Broadcasting Services Managerial MapAnthony WinklesonPas encore d'évaluation
- 7th Kannada Science 01Document160 pages7th Kannada Science 01Edit O Pics StatusPas encore d'évaluation
- Fundamentals of Real Estate ManagementDocument1 pageFundamentals of Real Estate ManagementCharles Jiang100% (4)
- Area Access Manager (Browser-Based Client) User GuideDocument22 pagesArea Access Manager (Browser-Based Client) User GuideKatherinePas encore d'évaluation
- 2.8 V6 5V (Aha & Atq)Document200 pages2.8 V6 5V (Aha & Atq)Vladimir Socin ShakhbazyanPas encore d'évaluation
- Inflatable Packers enDocument51 pagesInflatable Packers enDavid LuhetoPas encore d'évaluation
- Entrepreneurship Style - MakerDocument1 pageEntrepreneurship Style - Makerhemanthreddy33% (3)
- Globalisation - Theories of Digital CommunicationDocument12 pagesGlobalisation - Theories of Digital CommunicationDiya Patel-10SPas encore d'évaluation
- C 7000Document109 pagesC 7000Alex Argel Roqueme75% (4)
- Dell 1000W UPS Spec SheetDocument1 pageDell 1000W UPS Spec SheetbobPas encore d'évaluation
- Chaman Lal Setia Exports Ltd fundamentals remain intactDocument18 pagesChaman Lal Setia Exports Ltd fundamentals remain intactbharat005Pas encore d'évaluation
- UW Computational-Finance & Risk Management Brochure Final 080613Document2 pagesUW Computational-Finance & Risk Management Brochure Final 080613Rajel MokPas encore d'évaluation
- Guidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Document18 pagesGuidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Cedric Dequito100% (1)
- Q&A Session on Obligations and ContractsDocument15 pagesQ&A Session on Obligations and ContractsAnselmo Rodiel IVPas encore d'évaluation
- Laundry & Home Care: Key Financials 1Document1 pageLaundry & Home Care: Key Financials 1Catrinoiu PetrePas encore d'évaluation
- Applicants at Huye Campus SiteDocument4 pagesApplicants at Huye Campus SiteHIRWA Cyuzuzo CedricPas encore d'évaluation
- Abb Drives: User'S Manual Flashdrop Mfdt-01Document62 pagesAbb Drives: User'S Manual Flashdrop Mfdt-01Сергей СалтыковPas encore d'évaluation
- Introduction To Succession-1Document8 pagesIntroduction To Succession-1amun dinPas encore d'évaluation
- Distribution of Laptop (Ha-Meem Textiles Zone)Document3 pagesDistribution of Laptop (Ha-Meem Textiles Zone)Begum Nazmun Nahar Juthi MozumderPas encore d'évaluation
- Simplex Addressable Breakglass PDFDocument12 pagesSimplex Addressable Breakglass PDFNurrul Ahmad Hidayat100% (1)
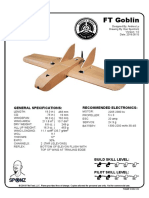
- FT Goblin Full SizeDocument7 pagesFT Goblin Full SizeDeakon Frost100% (1)