Vous aimerez peut-être aussi
- The Implementation of Vendor Managed Inventory inDocument6 pagesThe Implementation of Vendor Managed Inventory inshreya bhagatPas encore d'évaluation
- VMI and International Supply Chains A Case of Fastener IndustryDocument20 pagesVMI and International Supply Chains A Case of Fastener Industryrubens072Pas encore d'évaluation
- Bahan SCM Inventory 1Document27 pagesBahan SCM Inventory 1Rurid Dwi AnggraenyPas encore d'évaluation
- A Win Win Solution For The Bullwhip ProblemDocument11 pagesA Win Win Solution For The Bullwhip Problemcid leana moralesPas encore d'évaluation
- Alvarez 2010Document20 pagesAlvarez 2010shaheerahmadPas encore d'évaluation
- 及时供货的SCM 英文PDF 20页Document7 pages及时供货的SCM 英文PDF 20页holahussamPas encore d'évaluation
- Case Study - Supply Chain Management JohDocument9 pagesCase Study - Supply Chain Management JohAzeem AhmadPas encore d'évaluation
- Dejo NCK Heere 2003Document24 pagesDejo NCK Heere 2003Syed Ahmed AliPas encore d'évaluation
- Partcipacion 3..Document11 pagesPartcipacion 3..Ivonne CMPas encore d'évaluation
- Supply Chain Design and Analysis: Models and MethodsDocument22 pagesSupply Chain Design and Analysis: Models and MethodssankofakanianPas encore d'évaluation
- Time Compression in The Supply ChainDocument8 pagesTime Compression in The Supply ChainmohamadPas encore d'évaluation
- Inventory Management in Supply Chains: A Reinforcement Learning ApproachDocument9 pagesInventory Management in Supply Chains: A Reinforcement Learning ApproachUmang SoniPas encore d'évaluation
- European Journal of Operational ResearchDocument21 pagesEuropean Journal of Operational ResearchPankaj GoyalPas encore d'évaluation
- A Lean Production Control System For High Variety Low Volume Environments A Case Study ImplementationDocument11 pagesA Lean Production Control System For High Variety Low Volume Environments A Case Study ImplementationJohn VatistasPas encore d'évaluation
- Production ManagementDocument39 pagesProduction ManagementRisath AhamedPas encore d'évaluation
- A Two-Level Hedging Point Policy For Controlling A Manufacturing System With Time-Delay, Demand Uncertainty and Extra CapacityDocument31 pagesA Two-Level Hedging Point Policy For Controlling A Manufacturing System With Time-Delay, Demand Uncertainty and Extra CapacityMatei GeaninaPas encore d'évaluation
- Management Science: On The Benefits of Pooling in Production-Inventory SystemsDocument18 pagesManagement Science: On The Benefits of Pooling in Production-Inventory SystemsZulmy Ikhsan WPas encore d'évaluation
- Question 3 - Locate Push Pull Boundary - R01Document2 pagesQuestion 3 - Locate Push Pull Boundary - R01Uttaporn KimkunePas encore d'évaluation
- How Will They Be Controlled?: Key Technical ThrustsDocument6 pagesHow Will They Be Controlled?: Key Technical ThrustsAlejandro SilvaPas encore d'évaluation
- Demand Management: John T. Mentzer Mark A. Moon Dominique Estampe Glen MargolisDocument22 pagesDemand Management: John T. Mentzer Mark A. Moon Dominique Estampe Glen MargolisWilson CamargoPas encore d'évaluation
- Barriers To Implementing Flow ManagementDocument12 pagesBarriers To Implementing Flow ManagementRahul YadavPas encore d'évaluation
- What We Can Learn From Toyota On How To Tackle The Bullwhip EffectDocument11 pagesWhat We Can Learn From Toyota On How To Tackle The Bullwhip EffectFarhan SarwarPas encore d'évaluation
- Impact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2Document18 pagesImpact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2newview111Pas encore d'évaluation
- Naylor 1999Document12 pagesNaylor 1999Daniel Pereira Dos SantosPas encore d'évaluation
- Info SharingDocument22 pagesInfo Sharingamostan27Pas encore d'évaluation
- Supply Hub ResearchDocument30 pagesSupply Hub Researchharsh gPas encore d'évaluation
- Research On Inventory Simulation of Pulse Supply Chain Based On Controllable Lead TimeDocument10 pagesResearch On Inventory Simulation of Pulse Supply Chain Based On Controllable Lead Timeijsab.comPas encore d'évaluation
- Understanding Supply Chain RobustnessDocument6 pagesUnderstanding Supply Chain RobustnessGuilherme VieiraPas encore d'évaluation
- The Dynamics of Productivity in The Telecommunications Equipment Industry - Olley y Pakes (1996)Document36 pagesThe Dynamics of Productivity in The Telecommunications Equipment Industry - Olley y Pakes (1996)Gaspar MacielPas encore d'évaluation
- Control-Relevant Demand Forecasting For Management of A Production-Inventory SystemDocument6 pagesControl-Relevant Demand Forecasting For Management of A Production-Inventory SystemVrushabh SaharePas encore d'évaluation
- Supply Chain Model For The Semiconductor Industry of Global MarketDocument18 pagesSupply Chain Model For The Semiconductor Industry of Global Marketlicesa1819Pas encore d'évaluation
- On The Benefits of CPFR and VMI A Comparative PDFDocument12 pagesOn The Benefits of CPFR and VMI A Comparative PDFJose LaraPas encore d'évaluation
- Supply Chain MGTDocument42 pagesSupply Chain MGTYash RoxsPas encore d'évaluation
- Supply Chain - Push-Pull BoundaryDocument12 pagesSupply Chain - Push-Pull BoundaryMaka Vempati100% (2)
- Vendor Managed Inventory, From Concept To Processes, For An Unified ViewDocument13 pagesVendor Managed Inventory, From Concept To Processes, For An Unified ViewAnnisa RakhmawatiPas encore d'évaluation
- A Supply Chain Simulation Model With Customer's SatisfactionDocument8 pagesA Supply Chain Simulation Model With Customer's SatisfactionmaherkamelPas encore d'évaluation
- Impact of Inventory Inaccuracy On Service-Level Quality of A Multiproduct Production Line With Product PrioritiesDocument7 pagesImpact of Inventory Inaccuracy On Service-Level Quality of A Multiproduct Production Line With Product PrioritiesAli MohsinPas encore d'évaluation
- Global Supply Chain Management Notes-Msc Procurement and Logistics-Sept, 2023Document85 pagesGlobal Supply Chain Management Notes-Msc Procurement and Logistics-Sept, 2023hassan28sepPas encore d'évaluation
- EPQ Model With Scrap and Backordering Under Vendor Managed Inventory PolicyDocument18 pagesEPQ Model With Scrap and Backordering Under Vendor Managed Inventory PolicyMAHBUB RAFIPas encore d'évaluation
- Hinsdale: Holt, Richard and Winston Sounders College Publishing, 2000Document11 pagesHinsdale: Holt, Richard and Winston Sounders College Publishing, 2000Joshua Del Rosario SaculoPas encore d'évaluation
- Supply Chain Design and Analysis PDFDocument14 pagesSupply Chain Design and Analysis PDFTropic Thunder100% (1)
- Fuzzy Estimations and System Dynamics For Improving Supply ChainsDocument13 pagesFuzzy Estimations and System Dynamics For Improving Supply ChainsJavier Enrique Mantilla RosasPas encore d'évaluation
- OM M5 SCM M5 NotesDocument33 pagesOM M5 SCM M5 NotesChandan SainiPas encore d'évaluation
- The Bullwhip Effect: Managerial Insights On The Impact of Forecasting and Information On Variability in A Supply ChainDocument22 pagesThe Bullwhip Effect: Managerial Insights On The Impact of Forecasting and Information On Variability in A Supply ChainBalaji BaluPas encore d'évaluation
- Maintenance Scheduling Improvements in Flexible Manufacturing System Supply ChainsDocument9 pagesMaintenance Scheduling Improvements in Flexible Manufacturing System Supply ChainsAJER JOURNALPas encore d'évaluation
- Ijptm: International Journal of Production Technology and Management (Ijptm)Document9 pagesIjptm: International Journal of Production Technology and Management (Ijptm)IAEME PublicationPas encore d'évaluation
- The Bull Whip Effect by JC YazbekDocument5 pagesThe Bull Whip Effect by JC YazbekjcyazbekPas encore d'évaluation
- Supply Chain Design and Analysis ModelsDocument22 pagesSupply Chain Design and Analysis ModelsM RahmanPas encore d'évaluation
- Supply Chain Models With Imperfect Production Process and Volume Flexibility Under InflationDocument17 pagesSupply Chain Models With Imperfect Production Process and Volume Flexibility Under InflationSaptarshi MitraPas encore d'évaluation
- SCM QuizDocument53 pagesSCM Quizmaidhily12Pas encore d'évaluation
- The 3DayCar Component Supplier Study - Investigating The Implications of Responsive Vehicle Supply On The Component Supply ChainDocument41 pagesThe 3DayCar Component Supplier Study - Investigating The Implications of Responsive Vehicle Supply On The Component Supply ChainYan1203Pas encore d'évaluation
- LSCM Project Mp16009Document11 pagesLSCM Project Mp16009Ankit KumarPas encore d'évaluation
- Supply Chain Information TechnologyDocument23 pagesSupply Chain Information TechnologyBusiness Expert Press100% (22)
- Reading - Towill & Christopher Developing Market Specific Supply Chain StrategiesDocument29 pagesReading - Towill & Christopher Developing Market Specific Supply Chain StrategiesSasha KingPas encore d'évaluation
- Supply Chain ManagementDocument29 pagesSupply Chain ManagementShamPas encore d'évaluation
- Aerospace Supply Chain PDFDocument24 pagesAerospace Supply Chain PDFShakil AhmedPas encore d'évaluation
- Optimal Control and Optimization of Stochastic Supply Chain SystemsD'EverandOptimal Control and Optimization of Stochastic Supply Chain SystemsPas encore d'évaluation
- Maintenance and Operational Reliability: 24 Essential Building BlocksD'EverandMaintenance and Operational Reliability: 24 Essential Building BlocksPas encore d'évaluation
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationD'EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationPas encore d'évaluation
- Solving The Last Mile Delivery Problem Using Iterated Local Search ApproachDocument6 pagesSolving The Last Mile Delivery Problem Using Iterated Local Search Approachpaulsiddhartha0Pas encore d'évaluation
- I e 603 ProjectsDocument3 pagesI e 603 Projectspaulsiddhartha0Pas encore d'évaluation
- Informs Transportation Science: This Content Downloaded From 128.122.230.148 On Fri, 24 Jun 2016 02:13:29 UTCDocument19 pagesInforms Transportation Science: This Content Downloaded From 128.122.230.148 On Fri, 24 Jun 2016 02:13:29 UTCpaulsiddhartha0Pas encore d'évaluation
- Assignment-Best SC PracticeDocument4 pagesAssignment-Best SC Practicepaulsiddhartha0Pas encore d'évaluation
- From Data-Poor To Data-Rich System Dynamics in The Era of Big DataDocument12 pagesFrom Data-Poor To Data-Rich System Dynamics in The Era of Big Datapaulsiddhartha0Pas encore d'évaluation
- Lect12 Cutstock PDFDocument11 pagesLect12 Cutstock PDFpaulsiddhartha0Pas encore d'évaluation
- Epidemic Logistics and Control Review MainDocument18 pagesEpidemic Logistics and Control Review Mainpaulsiddhartha0Pas encore d'évaluation
- System Dynamics Modeling For Public Health: Background and OpportunitiesDocument7 pagesSystem Dynamics Modeling For Public Health: Background and Opportunitiespaulsiddhartha0Pas encore d'évaluation
- Mathematical Statistics and Data Analysis 3rd Edition - Chapter7 Solutions PDFDocument23 pagesMathematical Statistics and Data Analysis 3rd Edition - Chapter7 Solutions PDFnewpersia100% (13)
- Looking in The Wrong Place For Healthcare Improvements:: A System Dynamics Study of An Accident and Emergency DepartmentDocument19 pagesLooking in The Wrong Place For Healthcare Improvements:: A System Dynamics Study of An Accident and Emergency Departmentpaulsiddhartha0Pas encore d'évaluation
- Mathematical Statistics and Data Analysis 3rd Edition - Chapter7 Solutions PDFDocument23 pagesMathematical Statistics and Data Analysis 3rd Edition - Chapter7 Solutions PDFnewpersia100% (13)
- Simulation Modeling in The Social Care Sector: A Literature ReviewDocument12 pagesSimulation Modeling in The Social Care Sector: A Literature Reviewpaulsiddhartha0Pas encore d'évaluation
- Mathematical Statistics and Data Analysis 3rd Edition - Chapter7 Solutions PDFDocument23 pagesMathematical Statistics and Data Analysis 3rd Edition - Chapter7 Solutions PDFnewpersia100% (13)
- Brochure International ConferenceDocument6 pagesBrochure International ConferenceAnubhav Sharma sf 12Pas encore d'évaluation
- 100 20210811 ICOPH 2021 Abstract BookDocument186 pages100 20210811 ICOPH 2021 Abstract Bookwafiq alibabaPas encore d'évaluation
- TRICARE Behavioral Health Care ServicesDocument4 pagesTRICARE Behavioral Health Care ServicesMatthew X. HauserPas encore d'évaluation
- Ac1025 Exc16 (1) .PDFTTTTTTTTTTTTTTTTTTTDocument50 pagesAc1025 Exc16 (1) .PDFTTTTTTTTTTTTTTTTTTTHung Faat ChengPas encore d'évaluation
- Innovativ and Liabl :: Professional Electronic Control Unit Diagnosis From BoschDocument28 pagesInnovativ and Liabl :: Professional Electronic Control Unit Diagnosis From BoschacairalexPas encore d'évaluation
- Introduction To M365 PresentationDocument50 pagesIntroduction To M365 Presentationlasidoh0% (1)
- Christena Nippert-Eng - Watching Closely - A Guide To Ethnographic Observation-Oxford University Press (2015)Document293 pagesChristena Nippert-Eng - Watching Closely - A Guide To Ethnographic Observation-Oxford University Press (2015)Emiliano CalabazaPas encore d'évaluation
- Nestlé CASEDocument3 pagesNestlé CASEAli Iqbal CheemaPas encore d'évaluation
- Bushcraft Knife AnatomyDocument2 pagesBushcraft Knife AnatomyCristian BotozisPas encore d'évaluation
- Intervensi Terapi Pada Sepsis PDFDocument28 pagesIntervensi Terapi Pada Sepsis PDFifan zulfantriPas encore d'évaluation
- Restaurant Report Card: February 9, 2023Document4 pagesRestaurant Report Card: February 9, 2023KBTXPas encore d'évaluation
- Oracle SOA Suite 11g:buildDocument372 pagesOracle SOA Suite 11g:buildMohsen Tavakkoli100% (1)
- ISO - 21.060.10 - Bolts, Screws, Studs (List of Codes)Document9 pagesISO - 21.060.10 - Bolts, Screws, Studs (List of Codes)duraisingh.me6602Pas encore d'évaluation
- Buildingawinningsalesforce WP DdiDocument14 pagesBuildingawinningsalesforce WP DdiMawaheb ContractingPas encore d'évaluation
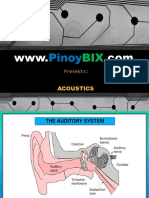
- AcousticsDocument122 pagesAcousticsEclipse YuPas encore d'évaluation
- Clash of Clans Hack Activation CodeDocument2 pagesClash of Clans Hack Activation Codegrumpysadness7626Pas encore d'évaluation
- Nuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)Document13 pagesNuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)AllPas encore d'évaluation
- Why File A Ucc1Document10 pagesWhy File A Ucc1kbarn389100% (4)
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDDocument81 pages1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- Ubi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaDocument8 pagesUbi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaPatrick Glenn BalanzaPas encore d'évaluation
- Footing - f1 - f2 - Da RC StructureDocument42 pagesFooting - f1 - f2 - Da RC StructureFrederickV.VelascoPas encore d'évaluation
- A - PAGE 1 - MergedDocument73 pagesA - PAGE 1 - MergedGenalyn DomantayPas encore d'évaluation
- Geotechnical Aspects of Open Stope Design at BHP Cannington: G C StreetonDocument7 pagesGeotechnical Aspects of Open Stope Design at BHP Cannington: G C StreetonJuan PerezPas encore d'évaluation
- AstmDocument5 pagesAstmyanurarzaqaPas encore d'évaluation
- Assignment Csi104Document11 pagesAssignment Csi104Minh Lê KhảiPas encore d'évaluation
- IIM L: 111iiiiiiiDocument54 pagesIIM L: 111iiiiiiiJavier GonzalezPas encore d'évaluation
- Villamaria JR Vs CADocument2 pagesVillamaria JR Vs CAClarissa SawaliPas encore d'évaluation
- Business CombinationsDocument18 pagesBusiness Combinationszubair afzalPas encore d'évaluation
- TMPRO CASABE 1318 Ecopetrol Full ReportDocument55 pagesTMPRO CASABE 1318 Ecopetrol Full ReportDiego CastilloPas encore d'évaluation
- Estate TaxDocument10 pagesEstate TaxCharrie Grace PabloPas encore d'évaluation