Vous aimerez peut-être aussi
- Gyrators To Replace PSU ChokesDocument3 pagesGyrators To Replace PSU Chokeschuongdv100% (2)
- Electro-Mechanical Elements of Lift TechnologyDocument28 pagesElectro-Mechanical Elements of Lift TechnologyFiorella Amer CarrPas encore d'évaluation
- Old Robonic 1979 Operating ManualDocument12 pagesOld Robonic 1979 Operating Manualrop703406Pas encore d'évaluation
- Robonic II Automatic Transfer Switch Operation ManualDocument14 pagesRobonic II Automatic Transfer Switch Operation ManualLeo BurnsPas encore d'évaluation
- "Sound Innovation, On Call": EMS5 Call Director Easy Set-Up InstructionsDocument19 pages"Sound Innovation, On Call": EMS5 Call Director Easy Set-Up Instructionswayne mcmurrayPas encore d'évaluation
- Error Amplifier Design and ApplicationsDocument6 pagesError Amplifier Design and ApplicationsGhulam Abbas100% (1)
- Electric MotorDocument20 pagesElectric MotorthisisjineshPas encore d'évaluation
- Virtual Ground Circuits: How to Split a Single SupplyDocument11 pagesVirtual Ground Circuits: How to Split a Single SupplytekellamerZ aka tekellamerPas encore d'évaluation
- Pulse Width Modulation: - More Work - Less WasteDocument15 pagesPulse Width Modulation: - More Work - Less Wastedot11Pas encore d'évaluation
- GEH-6715-Digital Ground Detector Module (DGD)Document34 pagesGEH-6715-Digital Ground Detector Module (DGD)Lê Trung Dũng100% (1)
- MatrixDocument37 pagesMatrixmssurajPas encore d'évaluation
- ETSD Emergency Traction Slowdown Installation and Operation InstructionsDocument1 pageETSD Emergency Traction Slowdown Installation and Operation InstructionsfreddyjoertyPas encore d'évaluation
- NPC Vs NPPDocument8 pagesNPC Vs NPPkanggg_ku3014Pas encore d'évaluation
- Installation Instructions Kone AdeDocument11 pagesInstallation Instructions Kone AdeBradhert MayaPas encore d'évaluation
- Latching Assignment PLC Ladder LogicDocument4 pagesLatching Assignment PLC Ladder LogicsalonyPas encore d'évaluation
- Basler 200 Manual PDFDocument181 pagesBasler 200 Manual PDFMelissa Tate100% (2)
- Line Powered ADA Phone ManualDocument17 pagesLine Powered ADA Phone ManualAnonymous zSpR5jUdPas encore d'évaluation
- Repair and Reconditioning Specification For AC Squirrel-Cage Motors With Voltage Ratings of 2.3 KV To 13.2 KVDocument132 pagesRepair and Reconditioning Specification For AC Squirrel-Cage Motors With Voltage Ratings of 2.3 KV To 13.2 KVzulham100% (1)
- DrakaTechTipNo.1 CompensatingChain PDFDocument2 pagesDrakaTechTipNo.1 CompensatingChain PDFKar Keong LewPas encore d'évaluation
- Rolling Stock PDFDocument28 pagesRolling Stock PDFRozama HarefaPas encore d'évaluation
- Vol88 PDFDocument32 pagesVol88 PDFArnold Thamrin van LutteranPas encore d'évaluation
- Essential Guide to Power Supply Modules and ComponentsDocument50 pagesEssential Guide to Power Supply Modules and ComponentsAngel MarianoPas encore d'évaluation
- G..26160B.tension Carriage.508.512Document3 pagesG..26160B.tension Carriage.508.512Jean ChungPas encore d'évaluation
- Yaskawa Manuals 212Document31 pagesYaskawa Manuals 212Pham LongPas encore d'évaluation
- Elevator Maintenance Staff ReportDocument3 pagesElevator Maintenance Staff Reportapi-278165883Pas encore d'évaluation
- 06 Ly7146bDocument9 pages06 Ly7146bm.omeracarPas encore d'évaluation
- 24V Battery Charger With SCRDocument8 pages24V Battery Charger With SCRluisPas encore d'évaluation
- GE MKII SCR Drive Training PDFDocument56 pagesGE MKII SCR Drive Training PDFbetobebetoPas encore d'évaluation
- Ac Cathode FollowerDocument6 pagesAc Cathode FollowerPeter SilanganPas encore d'évaluation
- Pulse Width Modulation: - More Work - Less WasteDocument15 pagesPulse Width Modulation: - More Work - Less WasteIair Montemayor SanchezPas encore d'évaluation
- Ieee Draft Recommended Practice For Excitation Sys PDFDocument202 pagesIeee Draft Recommended Practice For Excitation Sys PDFroyclhorPas encore d'évaluation
- Technical Manual: Power Limit & Monitor Board P/N: C09G0000Document14 pagesTechnical Manual: Power Limit & Monitor Board P/N: C09G0000Santiago IpialesPas encore d'évaluation
- Ge Converteam mv3000 Ferrite InstallDocument4 pagesGe Converteam mv3000 Ferrite InstallDiego MontanezPas encore d'évaluation
- TDI 300 TGL Manual Rev 10 March 2019 PDFDocument110 pagesTDI 300 TGL Manual Rev 10 March 2019 PDFMAYESTON0% (1)
- Moog ServoValves 72series Catalog enDocument20 pagesMoog ServoValves 72series Catalog enChristopher YsitPas encore d'évaluation
- Excitation SystemDocument13 pagesExcitation SystemKVVPas encore d'évaluation
- SER90E1Document192 pagesSER90E1ElputoAmo XDPas encore d'évaluation
- Excitation Systems: This Material Should Not Be Used Without The Author's ConsentDocument31 pagesExcitation Systems: This Material Should Not Be Used Without The Author's ConsentSudar WadiPas encore d'évaluation
- Understanding Shaft Voltage and Grounding Currents of Turbine GeneratorsDocument12 pagesUnderstanding Shaft Voltage and Grounding Currents of Turbine GeneratorsJose PradoPas encore d'évaluation
- H7-Siemens 8WL5070-1Document48 pagesH7-Siemens 8WL5070-1Victor Manuel Bonetto100% (1)
- Regenerative DrivesDocument45 pagesRegenerative Drivestreeoflifeprog100% (1)
- TMdrive MVe2 SeriesDocument9 pagesTMdrive MVe2 SeriesDramebaaz SandeepPas encore d'évaluation
- 100 - 1. Lift Controller ManualDocument41 pages100 - 1. Lift Controller ManualDjordje GavrilovicPas encore d'évaluation
- 4e HydraulischePressenDocument28 pages4e HydraulischePressenTirtheshwar Singh100% (1)
- Hall Effect Sensors TheoryDocument12 pagesHall Effect Sensors TheoryPrateek BhatnagarPas encore d'évaluation
- 1988 - Tosio - A New Sugar Mill PDFDocument4 pages1988 - Tosio - A New Sugar Mill PDFShan ShahPas encore d'évaluation
- Catalogue LEVER Power Solutions en 2017Document80 pagesCatalogue LEVER Power Solutions en 2017bhaskarjalanPas encore d'évaluation
- MHI DEH Governor for Stable Steam Turbine OperationDocument2 pagesMHI DEH Governor for Stable Steam Turbine Operationhamidkatebi100% (1)
- Pss Dig SilentDocument9 pagesPss Dig SilentProject MentorPas encore d'évaluation
- MD31.1 FLENDER SIP Standard Industrie Planetengetriebe enDocument68 pagesMD31.1 FLENDER SIP Standard Industrie Planetengetriebe enJoshua PorterPas encore d'évaluation
- ABB DCS800 Drives Hardware Manual Rev EDocument128 pagesABB DCS800 Drives Hardware Manual Rev Ejvcoral321Pas encore d'évaluation
- ASHRAE Paper-Shaft Grounding-A Solution To Motor Bearing CurrentsDocument6 pagesASHRAE Paper-Shaft Grounding-A Solution To Motor Bearing CurrentsLaplaceFourierPas encore d'évaluation
- Weg Automation Cfw-09 Users ManualDocument363 pagesWeg Automation Cfw-09 Users ManualSebas GambaPas encore d'évaluation
- Converter Intermediate Circuit Capacitor Reforming (Re-Agei PDFDocument4 pagesConverter Intermediate Circuit Capacitor Reforming (Re-Agei PDFEvandro PavesiPas encore d'évaluation
- Quick Track PositionerDocument138 pagesQuick Track Positionersanjoy panda100% (1)
- Clack WS2H WS3 Programming Manual PDFDocument36 pagesClack WS2H WS3 Programming Manual PDFHenry SalasPas encore d'évaluation
- Upgrade Old Power Rectifiers for Chlorine PlantsDocument10 pagesUpgrade Old Power Rectifiers for Chlorine PlantsprimekronosPas encore d'évaluation
- 555 Ignition Coil DriverDocument3 pages555 Ignition Coil Drivertim schroderPas encore d'évaluation
- Main Components of A GeneratorDocument7 pagesMain Components of A GeneratoradhyarthaPas encore d'évaluation
- Application of Static Excitation SysDocument34 pagesApplication of Static Excitation SysJay So HanPas encore d'évaluation
- Conference Paper Gvpi Rewind Geno 02082018externalforweb LegallyDocument21 pagesConference Paper Gvpi Rewind Geno 02082018externalforweb LegallySISWANTOPas encore d'évaluation
- PAR SERIES Product DEC27 1Document2 pagesPAR SERIES Product DEC27 1SISWANTOPas encore d'évaluation
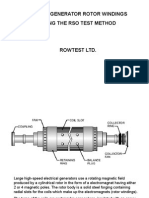
- RSO TestingDocument19 pagesRSO TestingAntonio DsfvsdcPas encore d'évaluation
- GeneratorWinding HeatonDocument24 pagesGeneratorWinding HeatondediekosPas encore d'évaluation
- Calmicafab® 3293-3294Document2 pagesCalmicafab® 3293-3294SISWANTOPas encore d'évaluation
- Voltage Drop CalculationsDocument11 pagesVoltage Drop CalculationsPravivVivpraPas encore d'évaluation
- AC Size Calculation (28!5!11)Document4 pagesAC Size Calculation (28!5!11)jiguparmar1516Pas encore d'évaluation
- PDC On RotatingDocument8 pagesPDC On RotatingSISWANTOPas encore d'évaluation
- Solar Panelpanel Design (22.8.12)Document12 pagesSolar Panelpanel Design (22.8.12)Battinapati ShivaPas encore d'évaluation
- 175 184Document10 pages175 184Yousif_AbdalhalimPas encore d'évaluation
- DGPT2 en 6 PDFDocument16 pagesDGPT2 en 6 PDFSISWANTOPas encore d'évaluation
- Degaussing ExpDocument7 pagesDegaussing ExpSISWANTOPas encore d'évaluation
- Cable TestDocument9 pagesCable TestSISWANTOPas encore d'évaluation
- Calmica Tu21Document2 pagesCalmica Tu21SISWANTOPas encore d'évaluation
- Calmica-Flex® 0917Document2 pagesCalmica-Flex® 0917SISWANTOPas encore d'évaluation
- Retro PortWentwrthDocument10 pagesRetro PortWentwrthSISWANTOPas encore d'évaluation
- Calmica Tu21 PDFDocument2 pagesCalmica Tu21 PDFSISWANTOPas encore d'évaluation
- Avr HiDocument11 pagesAvr HiSISWANTOPas encore d'évaluation
- 10 1 1 196 5161Document7 pages10 1 1 196 5161SISWANTOPas encore d'évaluation
- PRD 308 2 Pole Steam Gas Turbine 12-3-09 Turbo GeneratorsDocument2 pagesPRD 308 2 Pole Steam Gas Turbine 12-3-09 Turbo GeneratorsSISWANTOPas encore d'évaluation
- Alstom Vailbility AssessmentDocument29 pagesAlstom Vailbility AssessmentSISWANTOPas encore d'évaluation
- ITGDAITCSIDocument6 pagesITGDAITCSISISWANTOPas encore d'évaluation
- D 01Document6 pagesD 01SISWANTOPas encore d'évaluation
- Generator Field Winding Shorted Turn Detection TechnologyDocument8 pagesGenerator Field Winding Shorted Turn Detection TechnologyChandrasekar KaruppasamyPas encore d'évaluation
- 1934 CD 01Document11 pages1934 CD 01SISWANTOPas encore d'évaluation
- Case Study of Fiber Optic Acceleration On End Winding - Vibrosystm-TeslaDocument6 pagesCase Study of Fiber Optic Acceleration On End Winding - Vibrosystm-TeslaSISWANTOPas encore d'évaluation
- Calculation of Temperature in A Large Turbine Generator With Multilayer Roebel Transposition CoilsDocument5 pagesCalculation of Temperature in A Large Turbine Generator With Multilayer Roebel Transposition CoilsaniekanPas encore d'évaluation
- Var PFDocument8 pagesVar PFSISWANTOPas encore d'évaluation
- ItoDocument6 pagesItomersiumPas encore d'évaluation
- Automatic Single Phase Changer Without Using MicrocontrollersDocument3 pagesAutomatic Single Phase Changer Without Using MicrocontrollersdondbPas encore d'évaluation
- Rectifier 2002Document40 pagesRectifier 2002vpzfarisPas encore d'évaluation
- Bridge Rectifier CheggDocument2 pagesBridge Rectifier Cheggsal27adamPas encore d'évaluation
- 7000 In006 - en P Drive CommissioningDocument148 pages7000 In006 - en P Drive CommissioningSGQPas encore d'évaluation
- Introduction To Power ElectronicsDocument33 pagesIntroduction To Power ElectronicsRama Murali KrishnaPas encore d'évaluation
- Lab ViewDocument39 pagesLab ViewKlodian PerhatiPas encore d'évaluation
- In46701 - AcDocument26 pagesIn46701 - AcFernando CatalánPas encore d'évaluation
- Project ProposalDocument4 pagesProject ProposalAkhtar AliPas encore d'évaluation
- Radiography in Modern IndustryDocument212 pagesRadiography in Modern IndustryMohammed Abdul Sayeed50% (2)
- Electric Drill Rigs Repower With 3500 Engines: Petroleum Division Caterpillar Power Systems Marketing DivisionDocument57 pagesElectric Drill Rigs Repower With 3500 Engines: Petroleum Division Caterpillar Power Systems Marketing DivisionAzeddine DjePas encore d'évaluation
- Trondheim Uses An OPAL-RT Simulator For Feasibility Studies of An Offshore Wind ParkDocument4 pagesTrondheim Uses An OPAL-RT Simulator For Feasibility Studies of An Offshore Wind ParkRafik CherniPas encore d'évaluation
- Access Control GuideDocument69 pagesAccess Control GuideMuhammad AshiqPas encore d'évaluation
- Electronics BasicsDocument87 pagesElectronics Basicshello100% (1)
- D5SC4MDocument10 pagesD5SC4MbarrilonPas encore d'évaluation
- Q7T4 Monitor BenqDocument66 pagesQ7T4 Monitor BenqToni222Pas encore d'évaluation
- 5W USB Flyback Design ReviewApplication ReportDocument21 pages5W USB Flyback Design ReviewApplication ReportleechulmiuPas encore d'évaluation
- Liberty Port-ZTE-ZXDU68-B201 Product Description PDFDocument54 pagesLiberty Port-ZTE-ZXDU68-B201 Product Description PDFitmPas encore d'évaluation
- Introduction To Communication Notes EE351-Course - Presentation - CH4Document244 pagesIntroduction To Communication Notes EE351-Course - Presentation - CH4FAISAL ALOTAIBIPas encore d'évaluation
- Experiment 1: Identification, Specifications and Testing of R, L, C Components (Color Codes), Bread BoardsDocument36 pagesExperiment 1: Identification, Specifications and Testing of R, L, C Components (Color Codes), Bread BoardsMontiPas encore d'évaluation
- Analytical Models For Low-Power Rectenna DesignDocument4 pagesAnalytical Models For Low-Power Rectenna DesignmoonyraPas encore d'évaluation
- Sliding Mode Control of Power Converters in Energy Systems: Luis Martinez-SalameroDocument346 pagesSliding Mode Control of Power Converters in Energy Systems: Luis Martinez-SalameroFatih HasanPas encore d'évaluation
- EPE SyllabusDocument32 pagesEPE SyllabusRizwanPas encore d'évaluation
- 2 Marks Ldica NotesDocument8 pages2 Marks Ldica NotesRAJOLI GIRISAI MADHAV100% (2)
- Diagram Power Supply: Electronic Devices and Circuit Theory, 10/e Robert L. Boylestad and Louis NashelskyDocument10 pagesDiagram Power Supply: Electronic Devices and Circuit Theory, 10/e Robert L. Boylestad and Louis NashelskyanggotaPas encore d'évaluation
- Customer-Production List Per BMK: INTERSCHALT Maritime Systems AG 22869 Schenefeld Tel.:+49 40 830330 Page 1 From 31Document31 pagesCustomer-Production List Per BMK: INTERSCHALT Maritime Systems AG 22869 Schenefeld Tel.:+49 40 830330 Page 1 From 31Богдан КендзерPas encore d'évaluation
- Cybenetics - Evaluation - Report - Cooler Master - G800 GoldDocument17 pagesCybenetics - Evaluation - Report - Cooler Master - G800 Goldintel boyPas encore d'évaluation
- N3 Industrial Electronics August 2021 PDFDocument10 pagesN3 Industrial Electronics August 2021 PDFKatlego MofommePas encore d'évaluation
- Locktronics FEEDocument70 pagesLocktronics FEEDavid LaurencePas encore d'évaluation
- JNTU B.Tech Computer Science Course Structure EbooksDocument105 pagesJNTU B.Tech Computer Science Course Structure EbooksVenu Gopal PPas encore d'évaluation
- Nts Past PaperDocument8 pagesNts Past PaperMuhammad RizwanPas encore d'évaluation