Vous aimerez peut-être aussi
- Lab Report 1ST QuarterDocument3 pagesLab Report 1ST QuarterJhiGz Llausas de GuzmanPas encore d'évaluation
- So Many Tears Shed in The Dark of NightDocument1 pageSo Many Tears Shed in The Dark of NightJhiGz Llausas de GuzmanPas encore d'évaluation
- 21ST Poem DraftDocument5 pages21ST Poem DraftJhiGz Llausas de GuzmanPas encore d'évaluation
- AbstractDocument1 pageAbstractJhiGz Llausas de GuzmanPas encore d'évaluation
- Cle 2Document11 pagesCle 2JhiGz Llausas de GuzmanPas encore d'évaluation
- Lab ReportDocument10 pagesLab ReportJhiGz Llausas de GuzmanPas encore d'évaluation
- Journal in BioDocument1 pageJournal in BioJhiGz Llausas de GuzmanPas encore d'évaluation
- Mary Help of Christians School (Cebu), Inc. Km. 17 Tunghaan, Minglanilla, CebuDocument3 pagesMary Help of Christians School (Cebu), Inc. Km. 17 Tunghaan, Minglanilla, CebuJhiGz Llausas de GuzmanPas encore d'évaluation
- Research Methods FinalDocument37 pagesResearch Methods FinalJhiGz Llausas de GuzmanPas encore d'évaluation
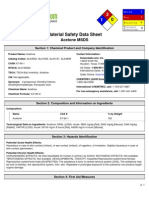
- MSDS AcetoneDocument6 pagesMSDS AcetonePiyush GundechaPas encore d'évaluation
- Munsayac, Dannah Patricia MDocument9 pagesMunsayac, Dannah Patricia MJhiGz Llausas de GuzmanPas encore d'évaluation
- Southgen 2Document1 pageSouthgen 2JhiGz Llausas de GuzmanPas encore d'évaluation
- De Guzman Solar Flat PlateDocument5 pagesDe Guzman Solar Flat PlateJhiGz Llausas de GuzmanPas encore d'évaluation
- De Guzman Pelton Turbine 1Document5 pagesDe Guzman Pelton Turbine 1JhiGz Llausas de GuzmanPas encore d'évaluation
- Classifications Partial MarkA 1Document2 pagesClassifications Partial MarkA 1JhiGz Llausas de GuzmanPas encore d'évaluation
- Midterm: RequiredDocument3 pagesMidterm: RequiredJhiGz Llausas de GuzmanPas encore d'évaluation
- Jhinbirdg Earl L. de GuzmanDocument2 pagesJhinbirdg Earl L. de GuzmanJhiGz Llausas de GuzmanPas encore d'évaluation
- De Guzman Francis TurbineDocument5 pagesDe Guzman Francis TurbineJhiGz Llausas de GuzmanPas encore d'évaluation
- University of San Carlos: Submitted ToDocument35 pagesUniversity of San Carlos: Submitted ToJhiGz Llausas de GuzmanPas encore d'évaluation
- Timeline of The Cause of Extinction of Dodo BirdsDocument3 pagesTimeline of The Cause of Extinction of Dodo BirdsJhiGz Llausas de GuzmanPas encore d'évaluation
- Grade 9 Learning CompetenciesDocument1 pageGrade 9 Learning CompetenciesJhiGz Llausas de Guzman100% (1)
- Thesis Technical PaperDocument8 pagesThesis Technical PaperJhiGz Llausas de GuzmanPas encore d'évaluation
- Augmented Chords Are To A Piece of Music Like Pepper Is To A MealDocument3 pagesAugmented Chords Are To A Piece of Music Like Pepper Is To A MealJhiGz Llausas de GuzmanPas encore d'évaluation
- Jhinbirdg Earl L. de GuzmanDocument2 pagesJhinbirdg Earl L. de GuzmanJhiGz Llausas de GuzmanPas encore d'évaluation
- King SolomonDocument1 pageKing SolomonJhiGz Llausas de GuzmanPas encore d'évaluation
- Name: Jeff Kenn de Guzman Grade and Section: XDocument1 pageName: Jeff Kenn de Guzman Grade and Section: XJhiGz Llausas de GuzmanPas encore d'évaluation
- Name: Jeff Kenn de Guzman Grade and Section: X - BoscoDocument1 pageName: Jeff Kenn de Guzman Grade and Section: X - BoscoJhiGz Llausas de GuzmanPas encore d'évaluation
- King SolomonDocument1 pageKing SolomonJhiGz Llausas de GuzmanPas encore d'évaluation
- How Is Gas Produced Out of Waste?Document1 pageHow Is Gas Produced Out of Waste?JhiGz Llausas de GuzmanPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- ConcreteDocument20 pagesConcretejitendraPas encore d'évaluation
- Digitalization: Calibration in A New Era of ProductionDocument44 pagesDigitalization: Calibration in A New Era of ProductionGordinhorsPas encore d'évaluation
- Hvac - PQDocument24 pagesHvac - PQPrem Goel92% (26)
- FA20 Lab 2 Procedure Discussion Uncertainty PDFDocument30 pagesFA20 Lab 2 Procedure Discussion Uncertainty PDFAkaash SharmaPas encore d'évaluation
- Operating Instructions Photometer 5010: Robert Riele GMBH & Co KGDocument74 pagesOperating Instructions Photometer 5010: Robert Riele GMBH & Co KGHabibi LaunduPas encore d'évaluation
- Fire and Gas Technician: EducationDocument3 pagesFire and Gas Technician: Educationjohn M100% (1)
- Guidelines For Air Quality MonitoringDocument83 pagesGuidelines For Air Quality MonitoringShubham MishraPas encore d'évaluation
- Uncertainty of Measurement Calculator Ver3.3 Part1Document25 pagesUncertainty of Measurement Calculator Ver3.3 Part1MikPas encore d'évaluation
- Calibration For PureballastDocument2 pagesCalibration For PureballastlokeshPas encore d'évaluation
- User ManualDocument50 pagesUser ManualLab Elétrica UDIPas encore d'évaluation
- Calibracion IQ810Document3 pagesCalibracion IQ810Francisco GomezPas encore d'évaluation
- VeliDocument7 pagesVeliviktorPas encore d'évaluation
- Designation: E2510 07 (Reapproved 2013)Document4 pagesDesignation: E2510 07 (Reapproved 2013)Lupita RamirezPas encore d'évaluation
- GIOTTO IMAGE 3D-3DL - Calibration Procedures and Quality Control For Technologists - v1.1Document63 pagesGIOTTO IMAGE 3D-3DL - Calibration Procedures and Quality Control For Technologists - v1.1Rui Ramos100% (4)
- BUET Calibration ReportDocument15 pagesBUET Calibration ReportjamilPas encore d'évaluation
- Humeral Nail Tech GuideDocument83 pagesHumeral Nail Tech Guidestv1036Pas encore d'évaluation
- Turbine Vs OrificeDocument107 pagesTurbine Vs OrificePurwanto NugrohoPas encore d'évaluation
- Electromagnetic Fields: The Full Program of Measuring EquipmentDocument6 pagesElectromagnetic Fields: The Full Program of Measuring EquipmentAntonio ŠarolićPas encore d'évaluation
- RESET ADS-R Manual en 0118Document20 pagesRESET ADS-R Manual en 0118Daniel ZuñigaPas encore d'évaluation
- Coriolis Mass Flow Meters For Natural GasDocument11 pagesCoriolis Mass Flow Meters For Natural GasIvan BarrientosPas encore d'évaluation
- Service Training Electric SystemDocument94 pagesService Training Electric Systemlusi100% (2)
- NB-CPD SG15 07 049 - Bituminous Mixtures To EN 13108 - FPCDocument18 pagesNB-CPD SG15 07 049 - Bituminous Mixtures To EN 13108 - FPChalexing5957Pas encore d'évaluation
- 5656-5663 (1079) Good Storage and Distribution Practices For Drug ProductsDocument8 pages5656-5663 (1079) Good Storage and Distribution Practices For Drug Products24fikrisetiawan776Pas encore d'évaluation
- Delta - Delta XL Repair Instructions - StructuredDocument102 pagesDelta - Delta XL Repair Instructions - StructuredJosue Kagninde100% (1)
- Manual ENG SerDia2010 V1.8 Level1 310512 PDFDocument127 pagesManual ENG SerDia2010 V1.8 Level1 310512 PDFEnergoCentr100% (4)
- User Manual X RayDocument130 pagesUser Manual X RayM Agung FatahillahPas encore d'évaluation
- Wifi Digital Microscope User's ManualDocument39 pagesWifi Digital Microscope User's ManualAgus Salim DarmaPas encore d'évaluation
- Calibration Weight Nvlap CertificateDocument7 pagesCalibration Weight Nvlap CertificateCamara AbabacarPas encore d'évaluation
- Scope Location 1 CC-2379Document84 pagesScope Location 1 CC-2379Ravi Dilawari [Aspire]Pas encore d'évaluation
- Systems Data: Steam Sterilization AutoclavesDocument6 pagesSystems Data: Steam Sterilization AutoclavesHayley WilliamsPas encore d'évaluation