Vous aimerez peut-être aussi
- Advances in Contact Angle, Wettability and Adhesion, Volume 3D'EverandAdvances in Contact Angle, Wettability and Adhesion, Volume 3Pas encore d'évaluation
- Metallographic Specimen PreparationDocument9 pagesMetallographic Specimen PreparationsgarrabPas encore d'évaluation
- Sigma Phase Charectaristaion in AISI 316 SSDocument2 pagesSigma Phase Charectaristaion in AISI 316 SSAlMawali76Pas encore d'évaluation
- 3d-Characterisation of Ebt-Steel Sheet SurfacesDocument8 pages3d-Characterisation of Ebt-Steel Sheet Surfacesangelizer85Pas encore d'évaluation
- Microstructure Characterisation of Magnetic Pulse Welded AA6061-T6 by Electron Backscattered DiffractionDocument5 pagesMicrostructure Characterisation of Magnetic Pulse Welded AA6061-T6 by Electron Backscattered DiffractionAli MoghiPas encore d'évaluation
- TC4 Santosh Hosmani IIT Indore Manuscript - Final-2Document25 pagesTC4 Santosh Hosmani IIT Indore Manuscript - Final-2Saravanan PPas encore d'évaluation
- Srivastav A 2008Document5 pagesSrivastav A 2008FARID MIFTAHUL ANWARPas encore d'évaluation
- RM Question 2Document9 pagesRM Question 2G SamhithaPas encore d'évaluation
- The Effect of Alloying and of The Structure On Active-Passive Transition Potential Range of 17% Chromium Ferritic Stainless SteelsDocument6 pagesThe Effect of Alloying and of The Structure On Active-Passive Transition Potential Range of 17% Chromium Ferritic Stainless SteelsBANUPas encore d'évaluation
- What Is The Difference Between Electropolishing and Mechanical PolishingDocument11 pagesWhat Is The Difference Between Electropolishing and Mechanical PolishingJavier Caamaño VillafañePas encore d'évaluation
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDocument8 pagesCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847Pas encore d'évaluation
- Corrosion Behavior of AA5038 Nanostructured Aluminum Alloy Produced by Accumulative Roll-BondingDocument7 pagesCorrosion Behavior of AA5038 Nanostructured Aluminum Alloy Produced by Accumulative Roll-Bondinglaura arciniegasPas encore d'évaluation
- KLP 8Document8 pagesKLP 8Ahmad HafizPas encore d'évaluation
- Ebsd OimDocument54 pagesEbsd Oimthuron100% (1)
- Effect of Laser Surface Hardening On A Low Carbon Steel Substrate Wear and HardnessDocument10 pagesEffect of Laser Surface Hardening On A Low Carbon Steel Substrate Wear and Hardnesszidan ojaPas encore d'évaluation
- Ataque Metalog EBSD PDFDocument7 pagesAtaque Metalog EBSD PDFLino RodriguesPas encore d'évaluation
- Metallography: Dr. Mohd Arif Anuar Mohd SallehDocument22 pagesMetallography: Dr. Mohd Arif Anuar Mohd SallehNurulAtirahNoroziPas encore d'évaluation
- EBSD Overview NowellDocument86 pagesEBSD Overview NowellRolando Nuñez MonrroyPas encore d'évaluation
- Characterisation and Tribological Evaluation of A Nickel Surface Alloyed Aluminium-Based MaterialDocument6 pagesCharacterisation and Tribological Evaluation of A Nickel Surface Alloyed Aluminium-Based MaterialBalu BhsPas encore d'évaluation
- Surface TopographyDocument11 pagesSurface TopographyPathik ShahPas encore d'évaluation
- An Electrochemical Study On Deformed Gal PDFDocument7 pagesAn Electrochemical Study On Deformed Gal PDFEllanPas encore d'évaluation
- A Study of Martensitic Stainless Steel AISI 420 Modified Using Plasma NitridingDocument6 pagesA Study of Martensitic Stainless Steel AISI 420 Modified Using Plasma NitridingmanishtubPas encore d'évaluation
- Olsson 1995Document13 pagesOlsson 1995Steve OoiPas encore d'évaluation
- Gatan, Inc. Preparation of A Cross-Sectional Semiconductor IC Device Sample For SEM ObservationDocument4 pagesGatan, Inc. Preparation of A Cross-Sectional Semiconductor IC Device Sample For SEM ObservationRutvij KotechaPas encore d'évaluation
- Aluminizing SiX, JMST (2009) 433Document4 pagesAluminizing SiX, JMST (2009) 433Marin RomeoPas encore d'évaluation
- Synopsis: Name of College: Course 3. Project MemberDocument7 pagesSynopsis: Name of College: Course 3. Project MemberarunkumarnoolaPas encore d'évaluation
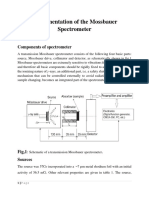
- Instrumanation of MossbauerDocument5 pagesInstrumanation of Mossbauerমার্শালব্রুচPas encore d'évaluation
- Methods For Preparation of Cross-Sectional ScanningDocument9 pagesMethods For Preparation of Cross-Sectional ScanningGuilherme Dos Santos MoreiraPas encore d'évaluation
- B7 Saplama Kırılma Örneği Makale PDFDocument9 pagesB7 Saplama Kırılma Örneği Makale PDFeragornPas encore d'évaluation
- The Influence of Shielding Gases On Solidification Structures and Grain Size of AISI 304 Stainless Steel Fiber Laser WeldsDocument9 pagesThe Influence of Shielding Gases On Solidification Structures and Grain Size of AISI 304 Stainless Steel Fiber Laser WeldsKhalid HafezPas encore d'évaluation
- Hybrid Metal FoamsDocument11 pagesHybrid Metal FoamsSEP-PublisherPas encore d'évaluation
- En 353Document93 pagesEn 353kumarsathish2009Pas encore d'évaluation
- XRD and Eds Analysis For The Thesis WriteupDocument5 pagesXRD and Eds Analysis For The Thesis WriteupAtul GaurPas encore d'évaluation
- Zinc Alloy Coated Steel Wire With High Corrosion Resistance: Nippon Steel Technical Report No. 96 July 2007Document5 pagesZinc Alloy Coated Steel Wire With High Corrosion Resistance: Nippon Steel Technical Report No. 96 July 2007José SierraPas encore d'évaluation
- Effect of Silicon Content On Iron Loss and Magnetic Domain Structure of Grain-Oriented Electrical Steel SheetDocument6 pagesEffect of Silicon Content On Iron Loss and Magnetic Domain Structure of Grain-Oriented Electrical Steel SheetLaerte PinhedoPas encore d'évaluation
- Surface & Coatings Technology: J. Zechner, G. Mohanty, C. Frantz, H. Cebeci, L. Philippe, J. MichlerDocument5 pagesSurface & Coatings Technology: J. Zechner, G. Mohanty, C. Frantz, H. Cebeci, L. Philippe, J. MichlerCahyo ArdoyoPas encore d'évaluation
- Sliver Defects On Low Carbon Steels, Cold Rolled StripsDocument5 pagesSliver Defects On Low Carbon Steels, Cold Rolled StripsAbhishek RajputPas encore d'évaluation
- Understanding DecarburizationDocument6 pagesUnderstanding Decarburizationoquintero990% (1)
- Examination of Selective Laser Melted Aluminum Alloy by SEMDocument5 pagesExamination of Selective Laser Melted Aluminum Alloy by SEMNeel NadparaPas encore d'évaluation
- Fib/Sem and Sem/Edx: A New Dawn For The Sem in The Core Lab?Document12 pagesFib/Sem and Sem/Edx: A New Dawn For The Sem in The Core Lab?Rosa K Chang HPas encore d'évaluation
- Ai-Ling Fan Et Al - Comparison of Microstructures in Electroformed and Spin-Formed Copper Liners of Shaped Charge Undergone High-Strain-Rate DeformationDocument4 pagesAi-Ling Fan Et Al - Comparison of Microstructures in Electroformed and Spin-Formed Copper Liners of Shaped Charge Undergone High-Strain-Rate DeformationGhoree23456Pas encore d'évaluation
- Orientation Effect of Electropolishing CharacterisDocument13 pagesOrientation Effect of Electropolishing CharacterisSumantra AaryaPas encore d'évaluation
- ElectropolishingDocument6 pagesElectropolishingnagurvali65Pas encore d'évaluation
- International Journal of Engineering Research and Development (IJERD)Document4 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDPas encore d'évaluation
- Phase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuDocument2 pagesPhase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuSinhrooPas encore d'évaluation
- Etching Stainless Steels For Delta FerriteDocument2 pagesEtching Stainless Steels For Delta FerriteAPIPas encore d'évaluation
- Electron Beam Welding of Inconel 617 To AISI 310 - Corrosion Behavior of Weld MetalDocument4 pagesElectron Beam Welding of Inconel 617 To AISI 310 - Corrosion Behavior of Weld MetalKalyan KumarPas encore d'évaluation
- Materials Science in Semiconductor Processing: A. Ravi Sankar, S. DasDocument5 pagesMaterials Science in Semiconductor Processing: A. Ravi Sankar, S. DasportuanoPas encore d'évaluation
- Cu DamasceneDocument4 pagesCu Damascenejeren1228Pas encore d'évaluation
- Materials and Design: Shaoning Geng, Junsheng Sun, Lingyu GuoDocument7 pagesMaterials and Design: Shaoning Geng, Junsheng Sun, Lingyu GuomahdanPas encore d'évaluation
- Electron Beam Welding of Dissimilar MetalsDocument11 pagesElectron Beam Welding of Dissimilar MetalsAshish YadavPas encore d'évaluation
- Relations Between Sample Preparation and SKPFM Volta Potential Maps On An EN AW-6005 Aluminium AlloyDocument14 pagesRelations Between Sample Preparation and SKPFM Volta Potential Maps On An EN AW-6005 Aluminium AlloyMARIA CAMILA VIERA BALLESTEROSPas encore d'évaluation
- Influence of Carbon in Iron On Characteristics of Surface Modification by EDM in Liquid NitrogenDocument15 pagesInfluence of Carbon in Iron On Characteristics of Surface Modification by EDM in Liquid NitrogenBoonsap WitchayangkoonPas encore d'évaluation
- Innovative High Throw Copper Electrolytic ProcessDocument6 pagesInnovative High Throw Copper Electrolytic Processyonathan fausaPas encore d'évaluation
- Copper Foils For High Frequency Circuit Materials PDFDocument8 pagesCopper Foils For High Frequency Circuit Materials PDFrahul05singhaPas encore d'évaluation
- Microstructural Characterization of AISI 431 Martensitic Stainless Steel Laser-Deposited CoatingsDocument10 pagesMicrostructural Characterization of AISI 431 Martensitic Stainless Steel Laser-Deposited CoatingsQuan LaiPas encore d'évaluation
- Metallographic Study of Type 304 Stainless Steel Long-Term Creep-Rupture Specimen Biss1981Document3 pagesMetallographic Study of Type 304 Stainless Steel Long-Term Creep-Rupture Specimen Biss1981Andrea CalderaPas encore d'évaluation
- Experimental Procedure: ISIJ International, Vol. 45 (2005), No. 9, Pp. 1368-1370Document3 pagesExperimental Procedure: ISIJ International, Vol. 45 (2005), No. 9, Pp. 1368-1370Baadsha BanerjeePas encore d'évaluation
- Subramanian 2006Document7 pagesSubramanian 2006MarcioPas encore d'évaluation
- Creativity and AestheticDocument17 pagesCreativity and AestheticSyahirah Erahzs100% (1)
- Types of CounsellingDocument5 pagesTypes of CounsellingAnkita ShettyPas encore d'évaluation
- Liquid Holdup in Large-Diameter Horizontal Multiphase PipelinesDocument8 pagesLiquid Holdup in Large-Diameter Horizontal Multiphase PipelinessaifoaPas encore d'évaluation
- Unit5 v1.0022101210Document52 pagesUnit5 v1.0022101210Lily KkPas encore d'évaluation
- Oc ch17Document34 pagesOc ch17xavier8491Pas encore d'évaluation
- ABS Parametric RollDocument2 pagesABS Parametric RollAdvan Zuidplas100% (1)
- SG Insert SpecificationDocument16 pagesSG Insert SpecificationRaamkriss Raja100% (2)
- Architectural Design I: SyllabusDocument3 pagesArchitectural Design I: SyllabusSrilakshmi PriyaPas encore d'évaluation
- The Prodigious MuseDocument466 pagesThe Prodigious Musesleepyninjitsu100% (1)
- A Vagabond SongDocument4 pagesA Vagabond SongLiLiana DewiPas encore d'évaluation
- Docshare - Tips Upstream Advanced c1 Test BookletDocument3 pagesDocshare - Tips Upstream Advanced c1 Test BookletCosmin OaiePas encore d'évaluation
- Dnyanadeep's IAS: UPSC Essay Series - 7Document2 pagesDnyanadeep's IAS: UPSC Essay Series - 7Rahul SinghPas encore d'évaluation
- SCHEEL, Bernd - Egyptian Metalworking and ToolsDocument36 pagesSCHEEL, Bernd - Egyptian Metalworking and ToolsSamara Dyva86% (7)
- Position Paper On Sexual Orientation, Gender Identity and Expression (SOGIE)Document3 pagesPosition Paper On Sexual Orientation, Gender Identity and Expression (SOGIE)SYDNEY MARASIGANPas encore d'évaluation
- Introduction To Financial Management: Topic 1Document85 pagesIntroduction To Financial Management: Topic 1靳雪娇Pas encore d'évaluation
- Background Essay LSA Skills (Speaking)Document12 pagesBackground Essay LSA Skills (Speaking)Zeynep BeydeşPas encore d'évaluation
- The "Write" Way: A Judicial Clerk's Guide To Writing For The CourtDocument92 pagesThe "Write" Way: A Judicial Clerk's Guide To Writing For The Courtunknown07blackstarPas encore d'évaluation
- Advanced Finite Element Model of Tsing Ma Bridge For Structural Health MonitoringDocument32 pagesAdvanced Finite Element Model of Tsing Ma Bridge For Structural Health MonitoringZhang ChaodongPas encore d'évaluation
- Derivative Analysis HW1Document3 pagesDerivative Analysis HW1RahulSatijaPas encore d'évaluation
- Gender Stereotypes and Performativity Analysis in Norwegian Wood Novel by Haruki Murakami Devani Adinda Putri Reg No: 2012060541Document35 pagesGender Stereotypes and Performativity Analysis in Norwegian Wood Novel by Haruki Murakami Devani Adinda Putri Reg No: 2012060541Jornel JevanskiPas encore d'évaluation
- The Scopes TrialDocument10 pagesThe Scopes Trialapi-607238202Pas encore d'évaluation
- Level - 1: Expansion of DeterminantsDocument13 pagesLevel - 1: Expansion of DeterminantsAtomitronPas encore d'évaluation
- Creative LeadershipDocument6 pagesCreative LeadershipRaffy Lacsina BerinaPas encore d'évaluation
- AZ-300 - Azure Solutions Architect TechnologiesDocument3 pagesAZ-300 - Azure Solutions Architect TechnologiesAmar Singh100% (1)
- NIA Foundation PLI Proposal Template (Repaired)Document23 pagesNIA Foundation PLI Proposal Template (Repaired)lama dasuPas encore d'évaluation
- MULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers The QuestionDocument6 pagesMULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers The QuestionBoshra BoshraPas encore d'évaluation
- Early China 2aDocument4 pagesEarly China 2aapi-205540374Pas encore d'évaluation
- Electrical Information: Service Training MechanikDocument22 pagesElectrical Information: Service Training Mechanikfroilan ochoaPas encore d'évaluation
- CV Template - 2018-2020Document2 pagesCV Template - 2018-2020Rahul AbhishekPas encore d'évaluation
- CA IPCC Accounting Guideline Answers May 2015Document24 pagesCA IPCC Accounting Guideline Answers May 2015Prashant PandeyPas encore d'évaluation