Vous aimerez peut-être aussi
- Plano de Manutenção Furadeira RadialDocument1 pagePlano de Manutenção Furadeira RadialFredson BarrosPas encore d'évaluation
- Processamento de TpuDocument16 pagesProcessamento de TpuInês MorgadoPas encore d'évaluation
- Completar Óleo No Booster MGR 230Document5 pagesCompletar Óleo No Booster MGR 230Rubens Claro AntonioPas encore d'évaluation
- Apostila de CNCDocument43 pagesApostila de CNCJonathanSchalyPas encore d'évaluation
- Tamboreamento PDFDocument3 pagesTamboreamento PDFmarceloPas encore d'évaluation
- CNC 80258030 Fagor Manual TraduzidoDocument295 pagesCNC 80258030 Fagor Manual TraduzidoWilliamPas encore d'évaluation
- Engrenagens Cilíndricas de Dentes RetosDocument24 pagesEngrenagens Cilíndricas de Dentes RetosWilliam GiacomettiPas encore d'évaluation
- Cat Fanuc Robodrill Romi Po Aa-04 072021 BaixaDocument20 pagesCat Fanuc Robodrill Romi Po Aa-04 072021 BaixaMaycon EiderPas encore d'évaluation
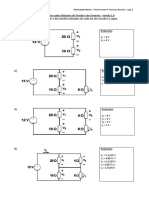
- Lista Divisores Tensao Corrente PDFDocument3 pagesLista Divisores Tensao Corrente PDFLeonardo Vale de AraujoPas encore d'évaluation
- Apostila CNCDocument132 pagesApostila CNCferramentaria.ipel100% (1)
- Programação Manual de Centro de Usinagem CNCDocument65 pagesProgramação Manual de Centro de Usinagem CNCMarcio Rodrigo Balmont100% (1)
- Apresentação TCC TamboreadorDocument39 pagesApresentação TCC TamboreadorAllery SamPas encore d'évaluation
- Usinagem Por EletroerosãoDocument30 pagesUsinagem Por EletroerosãoRafael CavalcantiPas encore d'évaluation
- Folder TKSA 71 SKFDocument4 pagesFolder TKSA 71 SKFMarcosPas encore d'évaluation
- T94153 B PDFDocument51 pagesT94153 B PDFedgarPas encore d'évaluation
- Máquinas CNCDocument9 pagesMáquinas CNCTiago RodriguesPas encore d'évaluation
- HassDocument410 pagesHassDariosnsPas encore d'évaluation
- NC 1 Principios Basicos PTDocument64 pagesNC 1 Principios Basicos PTedsonfurlaniPas encore d'évaluation
- Currículo 01Document3 pagesCurrículo 01Rafael Rodrigues100% (1)
- Set2012 Apostila Te CorteDocument82 pagesSet2012 Apostila Te CorteWelly DiasPas encore d'évaluation
- Cestari CONIMAX-WCG20Document18 pagesCestari CONIMAX-WCG20MeteusPas encore d'évaluation
- CNC (Manutenção Diária)Document10 pagesCNC (Manutenção Diária)cjjesusPas encore d'évaluation
- Catalogo Pastilhas e FerramentasDocument40 pagesCatalogo Pastilhas e FerramentasCaio PerezPas encore d'évaluation
- Question A RioDocument9 pagesQuestion A RiofarofadevozPas encore d'évaluation
- Livro PDFDocument12 pagesLivro PDFasouza10Pas encore d'évaluation
- Apostila 802D - CorrigidaDocument102 pagesApostila 802D - CorrigidaAdriano RomanioPas encore d'évaluation
- LINHA D SIEMENS PORTUGUES Progr Operacao PDFDocument278 pagesLINHA D SIEMENS PORTUGUES Progr Operacao PDFabelmil123Pas encore d'évaluation
- Fagor 8055Document16 pagesFagor 8055Rafael RodriguesPas encore d'évaluation
- Apostila Metrologia UsinagemDocument65 pagesApostila Metrologia UsinagemLEONARDOUS7Pas encore d'évaluation
- Romi - Funções Miscelâneas Ou AuxiliaresDocument5 pagesRomi - Funções Miscelâneas Ou AuxiliaresMatheus Lima de SouzaPas encore d'évaluation
- Ballscrew in PortugueseDocument176 pagesBallscrew in PortugueseRodrigo MunizPas encore d'évaluation
- Fagor 8035Document268 pagesFagor 8035Paulo CalangoPas encore d'évaluation
- Catálogo de Peças: Divisão de Comercialização MatrizDocument50 pagesCatálogo de Peças: Divisão de Comercialização MatrizM&F MaximoPas encore d'évaluation
- Apostila Aula Torno CNC 1Document107 pagesApostila Aula Torno CNC 1Alessandro CarvalhoPas encore d'évaluation
- MAC - CAM - Aula 01 XDocument17 pagesMAC - CAM - Aula 01 XRicardo DiasPas encore d'évaluation
- Manual de ManutençãoDocument64 pagesManual de ManutençãoWanderson FIALHOPas encore d'évaluation
- Programação Mach9 LDocument95 pagesProgramação Mach9 LMirandaj14100% (1)
- Relatório de CNCDocument4 pagesRelatório de CNCdigobernardesPas encore d'évaluation
- NBR 14431 - Proteses E Orteses - Requisitos Gerais para Marcacao Embalagem E Rotulagem de ComponeDocument3 pagesNBR 14431 - Proteses E Orteses - Requisitos Gerais para Marcacao Embalagem E Rotulagem de Componeengenheiromarcelo0Pas encore d'évaluation
- CNC (Teste Diagnóstico)Document11 pagesCNC (Teste Diagnóstico)cjjesusPas encore d'évaluation
- Aula Usinagem de EngrenagensDocument45 pagesAula Usinagem de EngrenagensRicardo ColettoPas encore d'évaluation
- Exercicio de Tempo de Usinagem de TorneamentoDocument12 pagesExercicio de Tempo de Usinagem de TorneamentoLeonardo BertatiPas encore d'évaluation
- Esquema Encoder Torre 8 PosiçõesDocument3 pagesEsquema Encoder Torre 8 PosiçõeseletropaulomococaPas encore d'évaluation
- Tabelas EngrenagemDocument12 pagesTabelas EngrenagemEvertonPas encore d'évaluation
- SINUMERIK 828D FresamentoDocument78 pagesSINUMERIK 828D FresamentoDiogoTanWoginskiPas encore d'évaluation
- Apostila 1 - Operador de RetíficaDocument108 pagesApostila 1 - Operador de RetíficaThiago GomesPas encore d'évaluation
- Introdução À PneumáticaDocument32 pagesIntrodução À PneumáticaFelipePas encore d'évaluation
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoD'EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoPas encore d'évaluation
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoD'EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoPas encore d'évaluation
- Desenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoD'EverandDesenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoPas encore d'évaluation
- Controle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocD'EverandControle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocPas encore d'évaluation
- Pap 0021Document8 pagesPap 0021Fabricio PereiraPas encore d'évaluation
- Usinagem HSMDocument26 pagesUsinagem HSMLaércio FerreiraPas encore d'évaluation
- Estudo de Usinagem A SecoDocument8 pagesEstudo de Usinagem A SecojunioratnPas encore d'évaluation
- Creem2022-0092 - Otimização Da Vazão de Lubrirefrigeração Por MQL Na Usinagem Do Aço Abnt 1045Document5 pagesCreem2022-0092 - Otimização Da Vazão de Lubrirefrigeração Por MQL Na Usinagem Do Aço Abnt 1045Juan BlanesPas encore d'évaluation
- Avaliando e Respondendo Aos Pensamentos AutomáticosDocument5 pagesAvaliando e Respondendo Aos Pensamentos AutomáticosCristinaPressutto100% (1)
- Valvula Borboleta WaferDocument7 pagesValvula Borboleta WaferGlaucio PietrobomPas encore d'évaluation
- NeupsilinDocument2 pagesNeupsilinedu7650% (2)
- Apostila Curso de Língua Árabe Parte 2.Document126 pagesApostila Curso de Língua Árabe Parte 2.Aline Rodrigues100% (5)
- Com Fazer Um CartazDocument2 pagesCom Fazer Um CartazIdalia MarquesPas encore d'évaluation
- Aposila Religiões Comparadas Bacharel 2013 Ibe PDFDocument48 pagesAposila Religiões Comparadas Bacharel 2013 Ibe PDFAnderson SilvérioPas encore d'évaluation
- Estadodo Rio de Janf - Jro - Pre - Fe.Itura Municipal De. Barra Do Nrai - Gabinete Do PrefeitoDocument1 pageEstadodo Rio de Janf - Jro - Pre - Fe.Itura Municipal De. Barra Do Nrai - Gabinete Do PrefeitoRaoni CarmoPas encore d'évaluation
- Letras e Fonemas IDocument5 pagesLetras e Fonemas IDiogo FonsecaPas encore d'évaluation
- Academia de Liderança MakáriosDocument7 pagesAcademia de Liderança MakáriosKalvinnoPas encore d'évaluation
- Aula Higienização Das MaosDocument20 pagesAula Higienização Das MaosEdina Junges100% (1)
- Unidade III BiodisponibilidadeDocument17 pagesUnidade III BiodisponibilidadejesanalopesPas encore d'évaluation
- Velux Janela Cupula e Solucoes para Coberturas PlanasDocument8 pagesVelux Janela Cupula e Solucoes para Coberturas Planasandrefer26Pas encore d'évaluation
- Julia Bercario-I - Planejamento - Semana11Document7 pagesJulia Bercario-I - Planejamento - Semana11RuiPas encore d'évaluation
- Batalha Do Passo Do RosárioDocument3 pagesBatalha Do Passo Do RosárioMarco Aurelio CaronePas encore d'évaluation
- Desafios Lógicos IlustradosDocument48 pagesDesafios Lógicos IlustradosucinettePas encore d'évaluation
- QUESTÃO 01 - Examine o Mapa.: Texto IDocument6 pagesQUESTÃO 01 - Examine o Mapa.: Texto IJean LeitePas encore d'évaluation
- 1 - POP Montegem Canteiro de ObrasDocument5 pages1 - POP Montegem Canteiro de ObrasCarolina RibeiroPas encore d'évaluation
- Questoes de Matematica Financeira - Cesgranrio - 2011 - 2013Document34 pagesQuestoes de Matematica Financeira - Cesgranrio - 2011 - 2013tibaPas encore d'évaluation
- Questões para Treinamento (A) - N. 1Document12 pagesQuestões para Treinamento (A) - N. 1Julia Renatta RenattaPas encore d'évaluation
- Oswald LamartineDocument92 pagesOswald LamartineEliane Soares100% (1)
- Conteúdo Prova Fiscald e Tributos Senador CanedoDocument4 pagesConteúdo Prova Fiscald e Tributos Senador Canedo001angellPas encore d'évaluation
- O Papel Das Relações Públicas Nas Organizações e As Teorias Da Comunicação No Século XXIDocument15 pagesO Papel Das Relações Públicas Nas Organizações e As Teorias Da Comunicação No Século XXIanitaerica83Pas encore d'évaluation
- A Mulher CananéiaDocument3 pagesA Mulher CananéiaLuiz Henrique T. DiasPas encore d'évaluation
- Petição Inicial (Monitória)Document4 pagesPetição Inicial (Monitória)luizaPas encore d'évaluation
- Matriz de História - Módulo 3 Janeiro 2010Document3 pagesMatriz de História - Módulo 3 Janeiro 2010jaimemonizPas encore d'évaluation
- Sincronismo INOVAFARMADocument4 pagesSincronismo INOVAFARMAFrancisco Magalhaes Do AmaralPas encore d'évaluation
- Brasil New Life - Regras GeraisDocument10 pagesBrasil New Life - Regras GeraisKainanPas encore d'évaluation
- Protheus Crystal Integration Sem BdeDocument1 pageProtheus Crystal Integration Sem BdeRicardo CamiloPas encore d'évaluation
- Ebook - Comunicação para Profissionais de RHDocument83 pagesEbook - Comunicação para Profissionais de RHkaua fodaoPas encore d'évaluation
- Planilha Orçamentária - 12 de Maio - 2023Document3 pagesPlanilha Orçamentária - 12 de Maio - 2023guth halley nogueira silvaPas encore d'évaluation