Vous aimerez peut-être aussi
- Hytran Water Hammer Software ProgramDocument17 pagesHytran Water Hammer Software ProgrammuazeemKPas encore d'évaluation
- ASTM D6560 AsfaltenosDocument5 pagesASTM D6560 AsfaltenosCarlos Garcia CerqueraPas encore d'évaluation
- Mechanical Seal Plan - Pocket Guide (John Crane)Document62 pagesMechanical Seal Plan - Pocket Guide (John Crane)Tarun Chandra100% (5)
- Rexroth A10vso Variable Axial Piston PumpDocument18 pagesRexroth A10vso Variable Axial Piston PumpJairoHernanLopera100% (6)
- Pressure, Temperature, Flow, LevelDocument71 pagesPressure, Temperature, Flow, LevelSeymur AkbarovPas encore d'évaluation
- Method 16A - Determination of Total Reduced Sulfur Emissions From Stationary Sources (Impinger Technique)Document38 pagesMethod 16A - Determination of Total Reduced Sulfur Emissions From Stationary Sources (Impinger Technique)Mardo Mardomardo Mardo MardomardoPas encore d'évaluation
- Method - 16a TRSDocument22 pagesMethod - 16a TRSlab udara BinalabPas encore d'évaluation
- Method 15A - Determination of Total Reduced Sulfur Emissions From Sulfur Recovery Plants in Petroleum RefineriesDocument23 pagesMethod 15A - Determination of Total Reduced Sulfur Emissions From Sulfur Recovery Plants in Petroleum RefineriesJUAN ESTEBAN BELALCAZAR ORTIZPas encore d'évaluation
- M 6-D S D E F S S: 1.0 Scope and ApplicationDocument18 pagesM 6-D S D E F S S: 1.0 Scope and ApplicationMirelly MenesesPas encore d'évaluation
- 1.0 Scope and ApplicationDocument13 pages1.0 Scope and Applicationcathy_ariesPas encore d'évaluation
- M 6-D S D E F S S: 1.0 Scope and ApplicationDocument18 pagesM 6-D S D E F S S: 1.0 Scope and ApplicationBenoitPas encore d'évaluation
- US EPA m-26 PDFDocument12 pagesUS EPA m-26 PDFmulmulmulPas encore d'évaluation
- Method 16 - Semicontinuous Determination of Sulfur Emissions From Stationary SourcesDocument18 pagesMethod 16 - Semicontinuous Determination of Sulfur Emissions From Stationary SourcesjetiradoPas encore d'évaluation
- Method 11 PDFDocument28 pagesMethod 11 PDFMichael StevenPas encore d'évaluation
- Method 7c 1Document14 pagesMethod 7c 1operaciones2.labsolutionPas encore d'évaluation
- M 10A-D C M E C C E M S P R: 1.0 Scope and ApplicationDocument14 pagesM 10A-D C M E C C E M S P R: 1.0 Scope and ApplicationJulio MolinaPas encore d'évaluation
- Meth06 CleanDocument13 pagesMeth06 CleanKhalDrogo886Pas encore d'évaluation
- Method 7C - Determination of Nitrogen Oxide Emissions From Stationary Sources (Alkaline Permanganate/Colorimetric Method)Document13 pagesMethod 7C - Determination of Nitrogen Oxide Emissions From Stationary Sources (Alkaline Permanganate/Colorimetric Method)BenoitPas encore d'évaluation
- Method 13a - DeterminationDocument30 pagesMethod 13a - DeterminationShakti MohapatraPas encore d'évaluation
- Method 15 - Determination of Hydrogen Sulfide, Carbonyl Sulfide, and Carbon Disulfide Emissions From Stationary SourcesDocument13 pagesMethod 15 - Determination of Hydrogen Sulfide, Carbonyl Sulfide, and Carbon Disulfide Emissions From Stationary SourcesAnh TuanPas encore d'évaluation
- US EPA Method 26Document13 pagesUS EPA Method 26puttipongtanPas encore d'évaluation
- M 03Document18 pagesM 03Ivan RosasPas encore d'évaluation
- M 26-D H H H E F S S N - I M: 1.0 Scope and ApplicationDocument12 pagesM 26-D H H H E F S S N - I M: 1.0 Scope and ApplicationwalaaiPas encore d'évaluation
- Method 6 Determination of Sulfur Dioxide Emissions From Stationary SourcesDocument13 pagesMethod 6 Determination of Sulfur Dioxide Emissions From Stationary Sourcesl kPas encore d'évaluation
- Method 13aDocument14 pagesMethod 13aNgọc Ánh LêPas encore d'évaluation
- Method 316 EPADocument36 pagesMethod 316 EPA'Daniel OrtizPas encore d'évaluation
- M 23-D P D - D P D F S S: 1. Applicability and PrincipleDocument23 pagesM 23-D P D - D P D F S S: 1. Applicability and PrincipleLuke LiguoriPas encore d'évaluation
- Método EPA 7 (Ingles) Óxidos de Nitrógeno NOxDocument12 pagesMétodo EPA 7 (Ingles) Óxidos de Nitrógeno NOxcandingasPas encore d'évaluation
- Method 6 Determination of Sulfur Dioxide Emissions From Stationary SourcesDocument13 pagesMethod 6 Determination of Sulfur Dioxide Emissions From Stationary Sourceseliovcr1977Pas encore d'évaluation
- System Manual: Gas Analysis System For Co & O2Document20 pagesSystem Manual: Gas Analysis System For Co & O2JayaramPas encore d'évaluation
- D 2914 - 01 Rdi5mtqDocument14 pagesD 2914 - 01 Rdi5mtqHumberto GutierrezPas encore d'évaluation
- Method 12 PDFDocument27 pagesMethod 12 PDFMichael StevenPas encore d'évaluation
- SOx EPADocument16 pagesSOx EPARonald Rocha100% (1)
- SF6 Gas Sampling ProcedureDocument4 pagesSF6 Gas Sampling ProcedureMohsin YasinPas encore d'évaluation
- Method 8Document10 pagesMethod 8FAVIOPas encore d'évaluation
- 40 CFR Appendix A-2 - To - Part - 50 - Reference Method For The Determination of Sulfur Dioxide in The Atmosphere (Pararosaniline Method) - CFR - US Law - LII - Legal Information Institute PDFDocument25 pages40 CFR Appendix A-2 - To - Part - 50 - Reference Method For The Determination of Sulfur Dioxide in The Atmosphere (Pararosaniline Method) - CFR - US Law - LII - Legal Information Institute PDFDaniel AgungPas encore d'évaluation
- Appendix A To Part 136 Methods For Organic Chemical Analysis of Municipal and Industrial Wastewater Method 602-Purgeable AromaticsDocument22 pagesAppendix A To Part 136 Methods For Organic Chemical Analysis of Municipal and Industrial Wastewater Method 602-Purgeable AromaticsSyedahmadraza BokhariPas encore d'évaluation
- Method 3 Gas Analysis For Carbon Dioxide, Oxygen, Excess Air, and Dry Molecular WeightDocument17 pagesMethod 3 Gas Analysis For Carbon Dioxide, Oxygen, Excess Air, and Dry Molecular WeightOrlando BuenoPas encore d'évaluation
- M 12-D I L E F S S: 1.0 Scope and ApplicationDocument14 pagesM 12-D I L E F S S: 1.0 Scope and ApplicationLili YiyoPas encore d'évaluation
- M 8-D S A S D E F S S: 1.0 Scope and ApplicationDocument10 pagesM 8-D S A S D E F S S: 1.0 Scope and ApplicationJorge Kovach AlvaradoPas encore d'évaluation
- Appendix A-2 To Part 50 - Title 40 (Up To Date As of 8-01-2023)Document26 pagesAppendix A-2 To Part 50 - Title 40 (Up To Date As of 8-01-2023)camilo hernandezPas encore d'évaluation
- Method 13A Determination of Total Fluoride Emissions From Stationary Sources (SPADNS Zirconium Lake Method)Document14 pagesMethod 13A Determination of Total Fluoride Emissions From Stationary Sources (SPADNS Zirconium Lake Method)Krishna Kant ShrivastavaPas encore d'évaluation
- parte2.W.L. Van de Kamp - Tar Measurement in Biomass Gasification, Standardisation and Supporting R&D-70-168Document99 pagesparte2.W.L. Van de Kamp - Tar Measurement in Biomass Gasification, Standardisation and Supporting R&D-70-168manuelPas encore d'évaluation
- 1.0 Scope and Application: Analytes Cas NoDocument13 pages1.0 Scope and Application: Analytes Cas NowalaaiPas encore d'évaluation
- Total Sulphur ContentDocument3 pagesTotal Sulphur ContentpbipkgPas encore d'évaluation
- ASTM D 1603 - 01 Standard Test Method Carbon Black in Olefin PlasticsDocument4 pagesASTM D 1603 - 01 Standard Test Method Carbon Black in Olefin Plasticsuocmogiandi_a100% (1)
- USEPA m-07d PDFDocument7 pagesUSEPA m-07d PDFmulmulmulPas encore d'évaluation
- M 29Document71 pagesM 29pissy222Pas encore d'évaluation
- Metodo A2 PararrosilinaDocument23 pagesMetodo A2 PararrosilinaJuan Pablo PovedaPas encore d'évaluation
- D 5757 - 95 - Rdu3ntctukveDocument4 pagesD 5757 - 95 - Rdu3ntctukveDH BPas encore d'évaluation
- US EPA Method 26ADocument13 pagesUS EPA Method 26AputtipongtanPas encore d'évaluation
- 13745Document10 pages13745Binayak KumarPas encore d'évaluation
- 9023Document8 pages9023Sylab InstrumentsPas encore d'évaluation
- D 1608 - 98 Rde2mdgtotgDocument6 pagesD 1608 - 98 Rde2mdgtotgJason RogersPas encore d'évaluation
- C 1524 Â " 02 QZE1MJQTUKVEDocument5 pagesC 1524 Â " 02 QZE1MJQTUKVEJorge CarrascoPas encore d'évaluation
- Method 5G 8/3/2017Document16 pagesMethod 5G 8/3/2017XANPHOXYL KIBETPas encore d'évaluation
- 6009Document5 pages6009Oktasari Dyah AnggrainiPas encore d'évaluation
- Method 6a PDFDocument15 pagesMethod 6a PDFMichael StevenPas encore d'évaluation
- Method 3 Gas Analysis For Carbon Dioxide, Oxygen, Excess Air, and Dry Molecular WeightDocument17 pagesMethod 3 Gas Analysis For Carbon Dioxide, Oxygen, Excess Air, and Dry Molecular WeightAhmad RyderPas encore d'évaluation
- h2s by TitrationDocument13 pagesh2s by TitrationMuhammad Amir AkhterPas encore d'évaluation
- Method 23Document23 pagesMethod 23Anh TuanPas encore d'évaluation
- Appendix A To Part 136 Methods For Organic Chemical Analysis of Municipal and Industrial Wastewater Method 604-PhenolsDocument22 pagesAppendix A To Part 136 Methods For Organic Chemical Analysis of Municipal and Industrial Wastewater Method 604-PhenolsEliana MercedesPas encore d'évaluation
- Liquid Sample Introduction in ICP Spectrometry: A Practical GuideD'EverandLiquid Sample Introduction in ICP Spectrometry: A Practical GuideÉvaluation : 4 sur 5 étoiles4/5 (6)
- SA-250P MiniFID Operator's Manual v0.2Document31 pagesSA-250P MiniFID Operator's Manual v0.2Mardo Mardomardo Mardo MardomardoPas encore d'évaluation
- Instruction Manual: Model AWA6228Document35 pagesInstruction Manual: Model AWA6228Mardo Mardomardo Mardo MardomardoPas encore d'évaluation
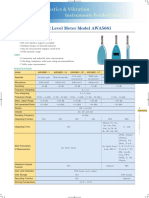
- Aihua Data+Sheet+of+AWA5661+Sound+Level+MeterDocument1 pageAihua Data+Sheet+of+AWA5661+Sound+Level+MeterMardo Mardomardo Mardo MardomardoPas encore d'évaluation
- Ap 42Document26 pagesAp 42Mardo Mardomardo Mardo MardomardoPas encore d'évaluation
- Hattersley Techguide Issue 2 WebDocument228 pagesHattersley Techguide Issue 2 WebDavid RasmussenPas encore d'évaluation
- 16.efficiency Management Sytems PresentationsDocument67 pages16.efficiency Management Sytems Presentationsrahul100% (1)
- Centrifugal Pump CalculatorDocument43 pagesCentrifugal Pump CalculatorPinak ProjectsPas encore d'évaluation
- Lab 7Document4 pagesLab 7Talha JuttPas encore d'évaluation
- Orifice Laboratory.Document9 pagesOrifice Laboratory.Abas S. AcmadPas encore d'évaluation
- Everloy Full ConeDocument22 pagesEverloy Full ConeKaren Isabel Ambiado RivasPas encore d'évaluation
- Watermills With Horizontal WheelsDocument38 pagesWatermills With Horizontal Wheelsjonnie_electrickPas encore d'évaluation
- Air Foam Chamber: Fire Fighting Equipment Data SheetDocument8 pagesAir Foam Chamber: Fire Fighting Equipment Data SheetMihir JhaPas encore d'évaluation
- Ch3 Bernoulli EquationDocument96 pagesCh3 Bernoulli EquationAsif SunnyPas encore d'évaluation
- Dresser 3900Document76 pagesDresser 3900Ildefonso FloresPas encore d'évaluation
- TK02 Rev01Document7 pagesTK02 Rev01mggz_15Pas encore d'évaluation
- Porta Fotocelda Honeywell C7915Document12 pagesPorta Fotocelda Honeywell C7915Carlos Andres LopezvPas encore d'évaluation
- Testing of I C Engines VTUDocument31 pagesTesting of I C Engines VTUPolireddi Gopala KrishnaPas encore d'évaluation
- (Oto-Hui - Com) Doosan Hydraulic BasicDocument76 pages(Oto-Hui - Com) Doosan Hydraulic Basiceng_ebrahim_2000100% (2)
- Engineershandboo 00 BuffDocument590 pagesEngineershandboo 00 Buffleo_turfPas encore d'évaluation
- FluidFlow Equipment SizingDocument24 pagesFluidFlow Equipment SizingbillyPas encore d'évaluation
- Enright 006941966Document429 pagesEnright 006941966fajar sulistyoPas encore d'évaluation
- Indian Institute of Technology Kanpur: U O L E M CHE 391Document112 pagesIndian Institute of Technology Kanpur: U O L E M CHE 391Yash SaxenaPas encore d'évaluation
- Tu 1Document9 pagesTu 1Anuj SharmaPas encore d'évaluation
- Orifice Calc: GasDocument4 pagesOrifice Calc: GasJames R. Lawrence Sr.100% (6)
- Orifice Definition, Description, Equation, ApplicationDocument5 pagesOrifice Definition, Description, Equation, ApplicationKenneth AgraPas encore d'évaluation
- Week 12Document21 pagesWeek 12JosafatPas encore d'évaluation
- ENGG2500 2022 Week3 Lecture6Document72 pagesENGG2500 2022 Week3 Lecture6max zebalaPas encore d'évaluation
- Combustion Physics by C K LawDocument11 pagesCombustion Physics by C K LawSuvendu Kumar SethyPas encore d'évaluation
- Valve CharacteristicsDocument2 pagesValve Characteristicssaliljain2001Pas encore d'évaluation
- Standard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USADocument9 pagesStandard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USAhlagos123Pas encore d'évaluation