Vous aimerez peut-être aussi
- Manual de Srvicio B90B, B95B, B110B y B115B Español PDFDocument1 082 pagesManual de Srvicio B90B, B95B, B110B y B115B Español PDFpatitovera93% (86)
- Abreviaturas de InstrumentacionDocument5 pagesAbreviaturas de InstrumentacionAlvarinho Martinez80% (153)
- Ultrasonido Daniel 3400 (Español)Document454 pagesUltrasonido Daniel 3400 (Español)lopezhyPas encore d'évaluation
- Analisis de EstresDocument12 pagesAnalisis de EstresRubén Vélez100% (1)
- Practica 2 - Cartas IMRDocument8 pagesPractica 2 - Cartas IMRMel CarPas encore d'évaluation
- Aire AcondicionadoDocument26 pagesAire Acondicionadouliarlet montemayorPas encore d'évaluation
- 2 Diagramas P Id PDFDocument43 pages2 Diagramas P Id PDFFreddy YugchaPas encore d'évaluation
- PAT - 2016 - 6 - Metodo de Calculo IEEE 80 PDFDocument31 pagesPAT - 2016 - 6 - Metodo de Calculo IEEE 80 PDFFreddy CardenasPas encore d'évaluation
- Ánodos de SacrificioDocument8 pagesÁnodos de SacrificioMiguel Loor RodriguezPas encore d'évaluation
- MineraDocument8 pagesMineraRubén VélezPas encore d'évaluation
- Calclulo de La Malla de Puesta A Tierra de Una SubestaciónDocument6 pagesCalclulo de La Malla de Puesta A Tierra de Una SubestaciónHUgo TovarPas encore d'évaluation
- Planillas de Cálculo AaDocument13 pagesPlanillas de Cálculo AaRubén VélezPas encore d'évaluation
- Como Conseguir Una Correcta Capa Fisica H1, V MontecinosDocument42 pagesComo Conseguir Una Correcta Capa Fisica H1, V MontecinosRubén VélezPas encore d'évaluation
- Pdvsa 90618.1.072Document24 pagesPdvsa 90618.1.072kevinPas encore d'évaluation
- Calculos de Diseno de Ductos PDFDocument40 pagesCalculos de Diseno de Ductos PDFRubén VélezPas encore d'évaluation
- Diseno Basico de DuctosDocument126 pagesDiseno Basico de DuctosCeli JL100% (1)
- Analisis de Las Normas AGA 3, 7, 8 E 9 en EspañolDocument70 pagesAnalisis de Las Normas AGA 3, 7, 8 E 9 en EspañolGustavo Espinosa Barreda100% (4)
- Custodia 2Document82 pagesCustodia 2Jose Manuel CastroPas encore d'évaluation
- Diseno Basico de DuctosDocument126 pagesDiseno Basico de DuctosCeli JL100% (1)
- Aire AcondicionadoDocument82 pagesAire AcondicionadoCarlos OchoaPas encore d'évaluation
- Diseno Basico de DuctosDocument126 pagesDiseno Basico de DuctosCeli JL100% (1)
- Normas Electric As Media TensionDocument43 pagesNormas Electric As Media TensionLuis Palma BustamantePas encore d'évaluation
- ASHRAE Normas para Conductos PDFDocument10 pagesASHRAE Normas para Conductos PDFRubén VélezPas encore d'évaluation
- Codigo Eléctrico ArgentinoDocument694 pagesCodigo Eléctrico ArgentinoCésar Andrés Barrios Arroyo50% (4)
- ASHRAE Normas para Conductos PDFDocument10 pagesASHRAE Normas para Conductos PDFRubén VélezPas encore d'évaluation
- Manual Conducto MUCR HFDocument34 pagesManual Conducto MUCR HFRubén VélezPas encore d'évaluation
- Sistema ElectricoDocument7 pagesSistema ElectricoRubén VélezPas encore d'évaluation
- Sistema de ComunicacionDocument28 pagesSistema de ComunicacionRubén VélezPas encore d'évaluation
- Como Conseguir Una Correcta Capa Fisica H1, V MontecinosDocument42 pagesComo Conseguir Una Correcta Capa Fisica H1, V MontecinosRubén VélezPas encore d'évaluation
- Tema 5Document45 pagesTema 5Rubén VélezPas encore d'évaluation
- Sistema de ComunicacionDocument28 pagesSistema de ComunicacionRubén VélezPas encore d'évaluation
- GHC Act 3Document2 pagesGHC Act 3Sebastian TorresPas encore d'évaluation
- Adaptación Del Niño A La Vida SocialDocument13 pagesAdaptación Del Niño A La Vida SocialDavy AguilarPas encore d'évaluation
- Ejercicio 9 Paginas WebDocument2 pagesEjercicio 9 Paginas WebeazpriegoPas encore d'évaluation
- Darío Tilves Santiago PDFDocument41 pagesDarío Tilves Santiago PDFOscar Sacases PlanasPas encore d'évaluation
- Práctica Blended Sobre Calor Latente de FusiónDocument9 pagesPráctica Blended Sobre Calor Latente de FusiónSantyneitorGMPas encore d'évaluation
- Nomenclatura de RelevadoresDocument5 pagesNomenclatura de RelevadoresJaimitoGongora100% (1)
- 11 GUIA3. Resumen de Movimiento Armonico SimpleDocument5 pages11 GUIA3. Resumen de Movimiento Armonico SimpleCristian D. Reyes VillarrealPas encore d'évaluation
- Desrosières - La Política de Los Grandes NúmerosDocument28 pagesDesrosières - La Política de Los Grandes Númerosppaulormc0% (1)
- 1 - CCSS - S06 PDFDocument2 pages1 - CCSS - S06 PDFMarcos APas encore d'évaluation
- Matriz de CoincidenciasDocument9 pagesMatriz de CoincidenciasRoger Jaime Ancari VillcaPas encore d'évaluation
- Axiomas y Teoremas de La ProbabilidadDocument3 pagesAxiomas y Teoremas de La ProbabilidadEdwin Antonio Gutierrez100% (1)
- Transferencia de Calor en Paredes, Techos y VentanasDocument32 pagesTransferencia de Calor en Paredes, Techos y VentanasLuisChingaHidalgoPas encore d'évaluation
- 991-Texto Del Artículo-2869-1-10-20180329 PDFDocument12 pages991-Texto Del Artículo-2869-1-10-20180329 PDFDolores Marina Guerra SilvaPas encore d'évaluation
- Cartilla para 4to Segunda PDFDocument9 pagesCartilla para 4to Segunda PDFcristian hotaseguiPas encore d'évaluation
- Semana 5Document23 pagesSemana 5Rodrigo Andres Araneda MoralesPas encore d'évaluation
- Química 1º,2º,3º - SECUNDARIA - SEGUNDO TEMADocument5 pagesQuímica 1º,2º,3º - SECUNDARIA - SEGUNDO TEMADenner Kilder Cabrejos RamirezPas encore d'évaluation
- Normas Legales RCS-113-2021 Osinergmin Unidos - PDFsDocument63 pagesNormas Legales RCS-113-2021 Osinergmin Unidos - PDFsRaúlPas encore d'évaluation
- C.L 01 - Aguayo - TottusDocument4 pagesC.L 01 - Aguayo - TottusLOreliiz AguayoPas encore d'évaluation
- Actividad 3 - Los ConectoresDocument2 pagesActividad 3 - Los ConectoresArnaldo Serna17Pas encore d'évaluation
- Opu 3Document26 pagesOpu 3Kolya Mayo0% (1)
- Diagrama de Flujo Del Desarrollo Del BioinsecticidaDocument3 pagesDiagrama de Flujo Del Desarrollo Del Bioinsecticidajessy tandallaPas encore d'évaluation
- Taller 01 Utn 2024Document2 pagesTaller 01 Utn 2024cabascangocarlos881Pas encore d'évaluation
- Metodología para La Identificación de Peligros, Evaluación y Valoración de Riesgos - IncocoDocument29 pagesMetodología para La Identificación de Peligros, Evaluación y Valoración de Riesgos - IncocoMILTON RAMIREZPas encore d'évaluation
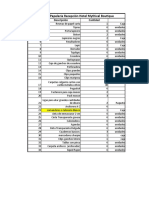
- Papelria Recepcion Hotel Mythical BoutiqueDocument2 pagesPapelria Recepcion Hotel Mythical BoutiqueAlojamiento MythicalPas encore d'évaluation
- Formación de Lucha Contra Incendios y Humo (Fue)Document5 pagesFormación de Lucha Contra Incendios y Humo (Fue)lucian danPas encore d'évaluation
- Solicitud de VoluntariadoDocument3 pagesSolicitud de VoluntariadoJuan Pablo Mgr FernandezPas encore d'évaluation
- Modificacion Reglamento Gestion de Baterías Ácido Plomo UsadasDocument3 pagesModificacion Reglamento Gestion de Baterías Ácido Plomo UsadasLuis Manuel Batlle AguileraPas encore d'évaluation
- Angulos y RectasDocument13 pagesAngulos y RectasAna CuentalPas encore d'évaluation