Vous aimerez peut-être aussi
- Ellison - 2001 - Exploratory Data Analysis and Graphical DisplayDocument26 pagesEllison - 2001 - Exploratory Data Analysis and Graphical DisplayThyago NavesPas encore d'évaluation
- Croissant y Millo, Panel Data EconometricsDocument52 pagesCroissant y Millo, Panel Data EconometricsAgustín Cugno100% (1)
- Panel Data Econometrics in R: The PLM Package: Yves Croissant Giovanni MilloDocument51 pagesPanel Data Econometrics in R: The PLM Package: Yves Croissant Giovanni MilloLidiya KhadjibayevaPas encore d'évaluation
- Tracking with Particle Filter for High-dimensional Observation and State SpacesD'EverandTracking with Particle Filter for High-dimensional Observation and State SpacesPas encore d'évaluation
- Cob 2021 2133Document8 pagesCob 2021 2133Andre MirandaPas encore d'évaluation
- Integer Optimization and its Computation in Emergency ManagementD'EverandInteger Optimization and its Computation in Emergency ManagementPas encore d'évaluation
- MEME19403 Data Analytics and Visualization: Module Three: Visualization With DashboardDocument51 pagesMEME19403 Data Analytics and Visualization: Module Three: Visualization With DashboardFucKerWengiePas encore d'évaluation
- 2015 - Svetunkov, Kourentzes - M P RA Complex Exponential Smoothing Complex Exponential Smoothing - UnknownDocument41 pages2015 - Svetunkov, Kourentzes - M P RA Complex Exponential Smoothing Complex Exponential Smoothing - UnknownalPas encore d'évaluation
- A Decision Tree For Weather Prediction: Elia Georgiana PetreDocument7 pagesA Decision Tree For Weather Prediction: Elia Georgiana PetreCatalin CrisanPas encore d'évaluation
- Panel Data Analysis Using STATA 13Document17 pagesPanel Data Analysis Using STATA 13Sardar AftabPas encore d'évaluation
- 多维数据可视化技术Document11 pages多维数据可视化技术WUYUEPas encore d'évaluation
- An Elementary Introduction To Information GeometryDocument61 pagesAn Elementary Introduction To Information GeometryMiguel OrrilloPas encore d'évaluation
- Modeling Visual Reasoning On Graph Using Qualitative InterpretationDocument8 pagesModeling Visual Reasoning On Graph Using Qualitative Interpretationshilpi_sweetPas encore d'évaluation
- SSRN Id3981160Document44 pagesSSRN Id3981160hetalpatel259Pas encore d'évaluation
- Customer Churn in Mobile Markets: A Comparison of TechniquesDocument14 pagesCustomer Churn in Mobile Markets: A Comparison of TechniquesShreya ShahPas encore d'évaluation
- Panel Data Slides - 230919 - 160722Document92 pagesPanel Data Slides - 230919 - 160722davPas encore d'évaluation
- Balazsi-Matyas: The Estimation of Multi-Dimensional FixedEffects Panel Data ModelsDocument38 pagesBalazsi-Matyas: The Estimation of Multi-Dimensional FixedEffects Panel Data Modelsrapporter.netPas encore d'évaluation
- Makro EkonomiDocument22 pagesMakro EkonomiYinS3llyPas encore d'évaluation
- Fuzzy AHPDocument17 pagesFuzzy AHPmsdpardisPas encore d'évaluation
- Vorlage Bachelor Thesis Word 2010Document8 pagesVorlage Bachelor Thesis Word 2010bsqbr7px100% (2)
- SPE 127761 Probabilistic Modeling For Decision Support in Integrated OperationsDocument13 pagesSPE 127761 Probabilistic Modeling For Decision Support in Integrated OperationsmhdstatPas encore d'évaluation
- 3.2 Stockton, Accord ESL - Allocation UncertaintyDocument32 pages3.2 Stockton, Accord ESL - Allocation UncertaintyAdilbekMursaliyevPas encore d'évaluation
- (IJCT-V2I1P13) Author: Mr. Roshan P. Helonde, Prof. M.R. JoshiDocument5 pages(IJCT-V2I1P13) Author: Mr. Roshan P. Helonde, Prof. M.R. JoshiIjctJournalsPas encore d'évaluation
- Ijdkp 030207Document12 pagesIjdkp 030207Lewis TorresPas encore d'évaluation
- PLMDocument51 pagesPLMBruno André NunesPas encore d'évaluation
- Modelling Dynamic Patterns Using Mobile DataDocument6 pagesModelling Dynamic Patterns Using Mobile DataCS & ITPas encore d'évaluation
- An Optimal Control Approach For The Registration of Image Time-SeriesDocument8 pagesAn Optimal Control Approach For The Registration of Image Time-SeriesmarcniethammerPas encore d'évaluation
- Impact of Graphs and Network in Minimizing Project and Product CostDocument6 pagesImpact of Graphs and Network in Minimizing Project and Product CostThe IjbmtPas encore d'évaluation
- How Is Machin Learning Useful For Macroeconomic ForecastingDocument52 pagesHow Is Machin Learning Useful For Macroeconomic ForecastingSofien HaddadPas encore d'évaluation
- Fuzzy Multiple Objective Programming Techniques in Modeling Forest PlanningDocument6 pagesFuzzy Multiple Objective Programming Techniques in Modeling Forest PlanningpunxkokoPas encore d'évaluation
- Descriptive AnalyticsDocument15 pagesDescriptive AnalyticsVishnu PPas encore d'évaluation
- Steganography Based On Contour Let TransformDocument6 pagesSteganography Based On Contour Let TransformAneesh NpPas encore d'évaluation
- Decision-Making Management: A Tutorial and ApplicationsD'EverandDecision-Making Management: A Tutorial and ApplicationsPas encore d'évaluation
- Evaluation of Approximate Rank-Order Clustering Using Matthews Correlation CoefficientDocument8 pagesEvaluation of Approximate Rank-Order Clustering Using Matthews Correlation Coefficientiraoui jamal (Ebay)Pas encore d'évaluation
- Visualization PipelineDocument41 pagesVisualization PipelineAlruAlmu BandarPas encore d'évaluation
- Solutions: Attempt All QuestionsDocument2 pagesSolutions: Attempt All QuestionsROHIT JAISWALPas encore d'évaluation
- An Elementary Introduction To Information GeometryDocument56 pagesAn Elementary Introduction To Information GeometryRuigang WangPas encore d'évaluation
- Thesis Master of ScienceDocument8 pagesThesis Master of ScienceAngelina Johnson100% (2)
- Bin-Summarise-Smooth: A Framework For Visualising Large DataDocument9 pagesBin-Summarise-Smooth: A Framework For Visualising Large DataDarfElfDrizztPas encore d'évaluation
- A Face Recognition Scheme Based On Principle Component Analysis and Wavelet DecompositionDocument5 pagesA Face Recognition Scheme Based On Principle Component Analysis and Wavelet DecompositionInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- A Study of Personality Influence in Building Work Life Balance Using Fuzzy Relation Mapping (FRM)Document6 pagesA Study of Personality Influence in Building Work Life Balance Using Fuzzy Relation Mapping (FRM)IIR indiaPas encore d'évaluation
- N-Beats: N: Eural Basis Expansion Analysis For Interpretable Time Series ForecastingDocument31 pagesN-Beats: N: Eural Basis Expansion Analysis For Interpretable Time Series ForecastingJeydson LPas encore d'évaluation
- Cosc2753 A1 MCDocument8 pagesCosc2753 A1 MCHuy NguyenPas encore d'évaluation
- The Graphical Analysis For Maintenance Management Method: A Quantitative Graphical Analysis To Support Maintenance Management Decision MakingDocument11 pagesThe Graphical Analysis For Maintenance Management Method: A Quantitative Graphical Analysis To Support Maintenance Management Decision MakingMitchel HerreraPas encore d'évaluation
- Ijdkp 030205Document18 pagesIjdkp 030205Lewis TorresPas encore d'évaluation
- Remarks On Monte Carlo Method in Simulation of Financial Problems - Final2Document9 pagesRemarks On Monte Carlo Method in Simulation of Financial Problems - Final2Oyelami Benjamin OyediranPas encore d'évaluation
- Descriptive Stat1Document24 pagesDescriptive Stat1Zia AhmadPas encore d'évaluation
- BSc. AC-Sem IVDocument19 pagesBSc. AC-Sem IVNisarg ChauhanPas encore d'évaluation
- Econometrica, Vol. 71, No. 2 (March, 2003), 483-549Document67 pagesEconometrica, Vol. 71, No. 2 (March, 2003), 483-549Daryl GoldingPas encore d'évaluation
- Multi-Step-Ahead Prediction With Neural NetworksDocument12 pagesMulti-Step-Ahead Prediction With Neural NetworksDinibel PérezPas encore d'évaluation
- Challenges in Computational TopologyDocument20 pagesChallenges in Computational TopologyMohamed SolimanPas encore d'évaluation
- Using The Analytic Hierarchy Process For Choosing A Best SmartphoneDocument13 pagesUsing The Analytic Hierarchy Process For Choosing A Best SmartphoneKosara ZivgovicPas encore d'évaluation
- A Proposed Churn Prediction Model: Essam Shaaban, Yehia Helmy, Ayman Khedr, Mona NasrDocument5 pagesA Proposed Churn Prediction Model: Essam Shaaban, Yehia Helmy, Ayman Khedr, Mona NasrManjunathPas encore d'évaluation
- Robust Computer VisionDocument7 pagesRobust Computer Visionjuan perezPas encore d'évaluation
- A Versatile Workflow For Linear Modelling in RDocument15 pagesA Versatile Workflow For Linear Modelling in RJhon RengifoPas encore d'évaluation
- Algorithmic Trading Strategy, Based On GARCH (1, 1) Volatility and Volume Weighted Average Price of AssetDocument6 pagesAlgorithmic Trading Strategy, Based On GARCH (1, 1) Volatility and Volume Weighted Average Price of AssetInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- If You NeedDocument5 pagesIf You NeedAlexPas encore d'évaluation
- Altair's Student Guides - CAE and Design Optimization - AdvancedDocument70 pagesAltair's Student Guides - CAE and Design Optimization - AdvancedKFourMetrics100% (11)
- Rain Fading in Microwave NetworksDocument10 pagesRain Fading in Microwave NetworksAviat Networks100% (1)
- 888Document12 pages888Phillip RamirezPas encore d'évaluation
- Resume For Internship Engineering ObjectiveDocument6 pagesResume For Internship Engineering Objectivevepybakek1t3100% (2)
- Ed0016 Design Change Management DCN and VerianceDocument8 pagesEd0016 Design Change Management DCN and Verianceshiviitd02100% (1)
- CM20160614 29510 52017 PDFDocument32 pagesCM20160614 29510 52017 PDFRicardo Sanzana0% (1)
- Chapter 2 4.tqmDocument26 pagesChapter 2 4.tqmJudy Ann LuzPas encore d'évaluation
- Self Driving Car (PowerPoint)Document29 pagesSelf Driving Car (PowerPoint)immi19890% (1)
- Odule: Pavement Management Systems OverviewDocument29 pagesOdule: Pavement Management Systems Overviewharish babu aluruPas encore d'évaluation
- Reliability Prediction MethodsDocument12 pagesReliability Prediction MethodsJEINNER CASTRO CASTROPas encore d'évaluation
- 4100 C P&H - Catalogue PDFDocument8 pages4100 C P&H - Catalogue PDFsuturPas encore d'évaluation
- Workshop On RCM, Jan 2020Document4 pagesWorkshop On RCM, Jan 2020Naga ChaitanyaPas encore d'évaluation
- Key Indicators of Reverse Logistics For Dairy IndustryDocument3 pagesKey Indicators of Reverse Logistics For Dairy IndustryViprasPas encore d'évaluation
- INCOSE Benefits Limitations of Current Techniques For Measuring System ReadinessDocument36 pagesINCOSE Benefits Limitations of Current Techniques For Measuring System ReadinesslcatarinoPas encore d'évaluation
- Importance of QualityDocument10 pagesImportance of QualityjaveljamaicaPas encore d'évaluation
- Integrating The SIME Method With Standard Time Domain Simulation Software To Search For Transient Stability LimitsDocument7 pagesIntegrating The SIME Method With Standard Time Domain Simulation Software To Search For Transient Stability LimitsKhumraj PunPas encore d'évaluation
- Failure Analysis of Mechanical Components PDFDocument2 pagesFailure Analysis of Mechanical Components PDFJenny67% (3)
- DE100 Operation Guide 3rd EditionDocument188 pagesDE100 Operation Guide 3rd EditionVladimir VichevPas encore d'évaluation
- O G Power Dist Application GuideDocument24 pagesO G Power Dist Application GuidePatran ValentinPas encore d'évaluation
- Senjata DDtankDocument1 pageSenjata DDtankFast MuzakiPas encore d'évaluation
- BIW Products and Services (4 - 13 - 17)Document13 pagesBIW Products and Services (4 - 13 - 17)lapinPas encore d'évaluation
- MTBFDocument4 pagesMTBFJulio CRPas encore d'évaluation
- Reliability Old SyllabusDocument2 pagesReliability Old SyllabuscivaasPas encore d'évaluation
- L&T Hydrocarbon Engineering Limited (LTHE) : A Wholly Owned Subsidiary of Larsen & Toubro LimitedDocument29 pagesL&T Hydrocarbon Engineering Limited (LTHE) : A Wholly Owned Subsidiary of Larsen & Toubro LimitedJaveria NazPas encore d'évaluation
- AviaciónDocument27 pagesAviaciónRogelio CastroPas encore d'évaluation
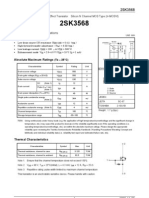
- 2 SK 3568Document6 pages2 SK 3568Angel De Dios RosoPas encore d'évaluation
- Subcontractor SOWDocument3 pagesSubcontractor SOWMaria MarquezPas encore d'évaluation
- Change Information - cs-29 Amendment 11Document55 pagesChange Information - cs-29 Amendment 11Алексей КривегаPas encore d'évaluation
- Quality Assurance, or QA For Short, Is The Set of Planned and Systematic ActionsDocument24 pagesQuality Assurance, or QA For Short, Is The Set of Planned and Systematic Actions0921py100% (1)