Vous aimerez peut-être aussi
- LicencesDocument5 pagesLicencesstopnaggingmePas encore d'évaluation
- Hot Tap CalculationDocument20 pagesHot Tap CalculationVetti Payan100% (6)
- Orifice Flange Guide - Daniel FlowDocument45 pagesOrifice Flange Guide - Daniel FlowSammyPas encore d'évaluation
- Calculus HandbookDocument198 pagesCalculus HandbookMuneeb Sami100% (1)
- Hot Tap ProcedDocument4 pagesHot Tap Procedvijimurugan2003100% (1)
- GRP Procedure PDFDocument42 pagesGRP Procedure PDFJITHIN KRISHNAN MPas encore d'évaluation
- BAB III EPCI of KP 47 Pipeline Permanent RepairDocument8 pagesBAB III EPCI of KP 47 Pipeline Permanent Repairsuwindisaragih100% (1)
- 62-P-90Rev A Method Statement For Oxygen Line FabricationDocument13 pages62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliPas encore d'évaluation
- BOLT Torquing ReportDocument4 pagesBOLT Torquing ReportSumith Kumar S MPas encore d'évaluation
- Specification FOR Carbon Steel Seamless Linepipe For Submarine Pipelines (Sour Service)Document27 pagesSpecification FOR Carbon Steel Seamless Linepipe For Submarine Pipelines (Sour Service)GomathyselviPas encore d'évaluation
- Hot Tap ProcedureDocument21 pagesHot Tap ProcedureImanuel Sitepu100% (1)
- Orifice FlangesDocument4 pagesOrifice FlangesdediekosPas encore d'évaluation
- Pressure Test Certificate PDFDocument1 pagePressure Test Certificate PDFMarkLouiseSumugatOlandresPas encore d'évaluation
- Internal Cleaning of PipingDocument14 pagesInternal Cleaning of PipingMcmiltondmordomPas encore d'évaluation
- Hot TapDocument4 pagesHot TapmiteshPas encore d'évaluation
- 760C Tapping MachineDocument6 pages760C Tapping MachineTunjung Wicaksana RanukusumaPas encore d'évaluation
- Procedure Welding Part 2Document14 pagesProcedure Welding Part 2mohammadPas encore d'évaluation
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraPas encore d'évaluation
- 583-9738 Procedure For Piping 00Document22 pages583-9738 Procedure For Piping 00sivaramPas encore d'évaluation
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 pageWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiPas encore d'évaluation
- B 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckDocument41 pagesB 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckFadlul Akbar Herfianto100% (1)
- Lateritic NickelDocument27 pagesLateritic NickelRAVI1972100% (2)
- Method Statement Pipeline - Iccp InstallationDocument10 pagesMethod Statement Pipeline - Iccp InstallationSumer LandPas encore d'évaluation
- WE1884 - ITP For Shop Fab. of Header Coils-120813Document4 pagesWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- Materials System SpecificationDocument14 pagesMaterials System Specificationnadeem shaikhPas encore d'évaluation
- Participant Observation: Qualitative Research Methods: A Data Collector's Field GuideDocument17 pagesParticipant Observation: Qualitative Research Methods: A Data Collector's Field GuideMarta CabreraPas encore d'évaluation
- BGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Document48 pagesBGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Gururaj P KundapurPas encore d'évaluation
- W SER 0502 AD Manual Flange Torque TighteningDocument8 pagesW SER 0502 AD Manual Flange Torque TighteningAnonymous IJBjI0Pas encore d'évaluation
- Welding Procedures and Welding Qualiy Control For PipingDocument17 pagesWelding Procedures and Welding Qualiy Control For PipingImam BuchairiPas encore d'évaluation
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcPas encore d'évaluation
- 5.1 Vendor Quality PlanDocument52 pages5.1 Vendor Quality PlanPanneer SelvamPas encore d'évaluation
- 002 016 1 PDFDocument15 pages002 016 1 PDFaepriyadiPas encore d'évaluation
- Intsallation of Hot Tap FittingsSAEP0311Document25 pagesIntsallation of Hot Tap FittingsSAEP0311Ehab SaadPas encore d'évaluation
- Tank Field Inspection and Test ProcedureDocument29 pagesTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- Ch06 Allocating Resources To The ProjectDocument55 pagesCh06 Allocating Resources To The ProjectJosh ChamaPas encore d'évaluation
- Hot TappingDocument15 pagesHot Tappingghkashyap150% (2)
- Psp-Koti-19 - Hot Tapping Procedure - Rev 0Document14 pagesPsp-Koti-19 - Hot Tapping Procedure - Rev 0cheehoong82Pas encore d'évaluation
- 1 Hot Tap MKSR Dec 2018 003Document137 pages1 Hot Tap MKSR Dec 2018 003Billy KurniawanPas encore d'évaluation
- Material Conversion TableDocument1 pageMaterial Conversion TableravikumarangPas encore d'évaluation
- Participate in Safe Food Handling Practices SITXFSA002 - PowerpointDocument71 pagesParticipate in Safe Food Handling Practices SITXFSA002 - PowerpointJuan Diego Pulgarín Henao100% (2)
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngPas encore d'évaluation
- Hot TapDocument13 pagesHot TapMSPas encore d'évaluation
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanPas encore d'évaluation
- Method Statement: Hot TapDocument43 pagesMethod Statement: Hot TapJaldeep GiniyaPas encore d'évaluation
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Document7 pagesS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராPas encore d'évaluation
- ITP For Pipeline Repair Works - by Using Belzona Superwrap IIDocument4 pagesITP For Pipeline Repair Works - by Using Belzona Superwrap IIAhmedPas encore d'évaluation
- ITP Expoxy Bonded Pipeline TripatraDocument16 pagesITP Expoxy Bonded Pipeline TripatraparwotoPas encore d'évaluation
- Procedure For Field Joint CoatingDocument10 pagesProcedure For Field Joint CoatingM Waqas HabibPas encore d'évaluation
- Pygas SpecDocument1 pagePygas SpecFadlul Akbar HerfiantoPas encore d'évaluation
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosPas encore d'évaluation
- Piping Daily Fit Up Quality Control and Inspection Report FormDocument1 pagePiping Daily Fit Up Quality Control and Inspection Report FormMd Shariful IslamPas encore d'évaluation
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghPas encore d'évaluation
- A-Qac-Pro-730-38930 Rev ADocument10 pagesA-Qac-Pro-730-38930 Rev ARamzi ZoghlamiPas encore d'évaluation
- 2009 LineMaster ScheduleDocument5 pages2009 LineMaster Scheduleantonio gutierrez100% (1)
- MS For HDPE Pipes Laying ActivityDocument7 pagesMS For HDPE Pipes Laying ActivityJust Do LovePas encore d'évaluation
- TP-01Hydrostatic Test Cover SheetDocument4 pagesTP-01Hydrostatic Test Cover SheetAnonymous GaMb5H52100% (1)
- Att 1 - FPI CFP Training Procedure Rev. 0Document11 pagesAtt 1 - FPI CFP Training Procedure Rev. 0miteshPas encore d'évaluation
- Hydro Test ReportDocument2 pagesHydro Test ReportAnonymous a8oga83Pas encore d'évaluation
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -Pas encore d'évaluation
- Asme Sec Ix IntroDocument24 pagesAsme Sec Ix IntroTim Joseph AlvaroPas encore d'évaluation
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahPas encore d'évaluation
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Document22 pagesTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Pas encore d'évaluation
- INS T 004, Tol - OvalityDocument4 pagesINS T 004, Tol - OvalityDeepakPas encore d'évaluation
- Made in Italy - EuropeDocument8 pagesMade in Italy - EuropeenenickPas encore d'évaluation
- Oman-India Fertilizer Project OIFDocument24 pagesOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Materials System SpecificationDocument15 pagesMaterials System SpecificationAwais CheemaPas encore d'évaluation
- Shop ItpDocument4 pagesShop ItpRanu JanuarPas encore d'évaluation
- Snoop Leak Test LiquidDocument6 pagesSnoop Leak Test Liquidaldi_crisPas encore d'évaluation
- PWHT Procedure Rev.1Document14 pagesPWHT Procedure Rev.1Agni DuttaPas encore d'évaluation
- Tecumseh Guidelines For Utilization of R404A and R507Document7 pagesTecumseh Guidelines For Utilization of R404A and R507Fadlul Akbar HerfiantoPas encore d'évaluation
- Agh IGEM-SR-16 Edition 2Document10 pagesAgh IGEM-SR-16 Edition 2Fadlul Akbar HerfiantoPas encore d'évaluation
- Sket Pump House ModelDocument1 pageSket Pump House ModelFadlul Akbar HerfiantoPas encore d'évaluation
- MSDS MolassesV2Document3 pagesMSDS MolassesV2Fadlul Akbar HerfiantoPas encore d'évaluation
- Book 1 GaegaegeagDocument2 pagesBook 1 GaegaegeagFadlul Akbar HerfiantoPas encore d'évaluation
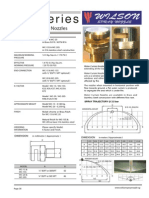
- WC Series: Water Curtain NozzlesDocument1 pageWC Series: Water Curtain NozzlesFadlul Akbar HerfiantoPas encore d'évaluation
- BECIL Registration Portal: How To ApplyDocument2 pagesBECIL Registration Portal: How To ApplySoul BeatsPas encore d'évaluation
- Public Access - The GauntletDocument1 pagePublic Access - The GauntletTesting0% (2)
- Student Exploration: Digestive System: Food Inio Simple Nutrien/oDocument9 pagesStudent Exploration: Digestive System: Food Inio Simple Nutrien/oAshantiPas encore d'évaluation
- Avid Final ProjectDocument2 pagesAvid Final Projectapi-286463817Pas encore d'évaluation
- Footing - f1 - f2 - Da RC StructureDocument42 pagesFooting - f1 - f2 - Da RC StructureFrederickV.VelascoPas encore d'évaluation
- Understanding The Marshall AttackDocument6 pagesUnderstanding The Marshall Attacks.for.saad8176Pas encore d'évaluation
- MCQs - Chapters 31 - 32Document9 pagesMCQs - Chapters 31 - 32Lâm Tú HânPas encore d'évaluation
- Baxter - Heraeus Megafuge 1,2 - User ManualDocument13 pagesBaxter - Heraeus Megafuge 1,2 - User ManualMarcos ZanelliPas encore d'évaluation
- Health and Safety For The Meat Industry: Guidance NotesDocument198 pagesHealth and Safety For The Meat Industry: Guidance NotesPredrag AndjelkovicPas encore d'évaluation
- Personal Finance Kapoor 11th Edition Solutions ManualDocument26 pagesPersonal Finance Kapoor 11th Edition Solutions Manualsiennamurielhlhk100% (28)
- Amp DC, OaDocument4 pagesAmp DC, OaFantastic KiaPas encore d'évaluation
- UntitledDocument13 pagesUntitledTestPas encore d'évaluation
- Agile ModelingDocument15 pagesAgile Modelingprasad19845Pas encore d'évaluation
- Advent Wreath Lesson PlanDocument2 pagesAdvent Wreath Lesson Planapi-359764398100% (1)
- Antibiotics MCQsDocument4 pagesAntibiotics MCQsPh Israa KadhimPas encore d'évaluation
- AstmDocument5 pagesAstmyanurarzaqaPas encore d'évaluation
- Ac1025 Exc16 (1) .PDFTTTTTTTTTTTTTTTTTTTDocument50 pagesAc1025 Exc16 (1) .PDFTTTTTTTTTTTTTTTTTTTHung Faat ChengPas encore d'évaluation
- CV ChristianDocument2 pagesCV ChristianAlya ForeferPas encore d'évaluation
- Migne. Patrologiae Cursus Completus: Series Latina. 1800. Volume 51.Document516 pagesMigne. Patrologiae Cursus Completus: Series Latina. 1800. Volume 51.Patrologia Latina, Graeca et OrientalisPas encore d'évaluation
- Nutrition Great Foods For Getting Vitamins A To K in Your DietDocument1 pageNutrition Great Foods For Getting Vitamins A To K in Your DietDhruv DuaPas encore d'évaluation
- Formal Letter LPDocument2 pagesFormal Letter LPLow Eng Han100% (1)
- TW BT 01 - Barstock Threaded Type Thermowell (Straight) : TWBT - 01Document3 pagesTW BT 01 - Barstock Threaded Type Thermowell (Straight) : TWBT - 01Anonymous edvYngPas encore d'évaluation
- The International Poker RulesDocument2 pagesThe International Poker RulesOutontheBubblePas encore d'évaluation
- Journal of Atmospheric Science Research - Vol.5, Iss.4 October 2022Document54 pagesJournal of Atmospheric Science Research - Vol.5, Iss.4 October 2022Bilingual PublishingPas encore d'évaluation