Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Camarines Norte State College: College of Engineering SummDocument3 pagesCamarines Norte State College: College of Engineering SummjefreyPas encore d'évaluation
- Equifax, Experian, Transunion - manualRequestFormDocument1 pageEquifax, Experian, Transunion - manualRequestForm6thsenseent0% (1)
- 5 15fDocument2 pages5 15fskale7Pas encore d'évaluation
- Voter Registration and Absentee Ballot Request Federal Post Card Application (FPCA)Document0 pageVoter Registration and Absentee Ballot Request Federal Post Card Application (FPCA)klumer_xPas encore d'évaluation
- 215Document5 pages215sur22961Pas encore d'évaluation
- Mississippi Voter Information Guide 2014Document2 pagesMississippi Voter Information Guide 2014api-274639729Pas encore d'évaluation
- Ejector PDFDocument5 pagesEjector PDFVirendra KumarPas encore d'évaluation
- Absentee Ballot AppDocument2 pagesAbsentee Ballot Appskale7Pas encore d'évaluation
- Application For Absentee by Mail BallotDocument1 pageApplication For Absentee by Mail Ballotskale7Pas encore d'évaluation
- Voter Registration and Absentee Ballot Request Federal Post Card Application (FPCA)Document0 pageVoter Registration and Absentee Ballot Request Federal Post Card Application (FPCA)klumer_xPas encore d'évaluation
- Absentee Ballot App 201431Document2 pagesAbsentee Ballot App 201431skale7Pas encore d'évaluation
- FCC Hello DarlingDocument6 pagesFCC Hello Darlingskale7Pas encore d'évaluation
- 2006 Particle-Size Distribution and Packing Fraction of Geometric Random PackingsDocument14 pages2006 Particle-Size Distribution and Packing Fraction of Geometric Random Packingsskale7Pas encore d'évaluation
- Magazin Coating Laminating Diffusion Optimized Convection DryersDocument4 pagesMagazin Coating Laminating Diffusion Optimized Convection Dryersskale7Pas encore d'évaluation
- Hail 1994Document11 pagesHail 1994skale7Pas encore d'évaluation
- Vacuum CoatingDocument20 pagesVacuum Coatingskale7Pas encore d'évaluation
- NPR StationsDocument4 pagesNPR StationsJohn KentPas encore d'évaluation
- Whatever 3Document1 pageWhatever 3skale7Pas encore d'évaluation
- Hail 1994Document11 pagesHail 1994skale7Pas encore d'évaluation
- WhateverDocument1 pageWhateverskale7Pas encore d'évaluation
- How To Read and Interpret Weather RadarDocument34 pagesHow To Read and Interpret Weather Radarthirumangai6Pas encore d'évaluation
- James Hardie Catalog NortheastDocument16 pagesJames Hardie Catalog Northeastskale7Pas encore d'évaluation
- The Average Person Poops Once DailyDocument5 pagesThe Average Person Poops Once DailyJoe NuckinFutzPas encore d'évaluation
- 2010 Annual ReportDocument186 pages2010 Annual ReportindiavijPas encore d'évaluation
- James Hardie Siding Brochure TradeDocument19 pagesJames Hardie Siding Brochure Tradeskale7Pas encore d'évaluation
- ALT CodesDocument1 pageALT CodesElle RalukPas encore d'évaluation
- WRE 2017 Summer Model Answer PaperDocument27 pagesWRE 2017 Summer Model Answer PaperAsad HussainPas encore d'évaluation
- Appendix-5: Design of UndersluiceDocument8 pagesAppendix-5: Design of UndersluicekkgbkjPas encore d'évaluation
- NotchesDocument3 pagesNotchesnithansaPas encore d'évaluation
- Design of Intake DoED GuidelineDocument22 pagesDesign of Intake DoED GuidelinePujan NeupanePas encore d'évaluation
- Flow Characteristics over a Rectangular WeirDocument21 pagesFlow Characteristics over a Rectangular WeirAvi2617Pas encore d'évaluation
- Salient Features Buku KholaDocument10 pagesSalient Features Buku KholaMahesh NeupanePas encore d'évaluation
- Briefing: Water Surface Profile Over Side Weir in A Trapezoidal ChannelDocument7 pagesBriefing: Water Surface Profile Over Side Weir in A Trapezoidal ChannelRobert MacalanaoPas encore d'évaluation
- The Critical Depth-Derivation of The Specific Energy EquationDocument21 pagesThe Critical Depth-Derivation of The Specific Energy Equationpotato9233% (3)
- HumeCeptor Tech Manual 01Document39 pagesHumeCeptor Tech Manual 01Matthew ButlerPas encore d'évaluation
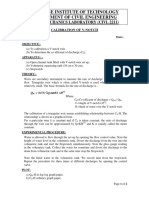
- Calibrate V-Notch Weir for Fluid Mechanics LabDocument2 pagesCalibrate V-Notch Weir for Fluid Mechanics LabRahul Kumar0% (1)
- Flow V Notch WeirsDocument3 pagesFlow V Notch WeirsMalith MadushanPas encore d'évaluation
- Hiring Services of Environmental LaboratoryDocument7 pagesHiring Services of Environmental LaboratorykrishbistPas encore d'évaluation
- Department of Mechanical Engineering: Fluid Machinery Lab (MEPC 319)Document5 pagesDepartment of Mechanical Engineering: Fluid Machinery Lab (MEPC 319)Brijesh KumarPas encore d'évaluation
- Revised LabDocument18 pagesRevised LabAbu AyemanPas encore d'évaluation
- Solutions Manual Urban Drainage 2ndedDocument17 pagesSolutions Manual Urban Drainage 2ndedJamesBonn OlingaPas encore d'évaluation
- Hydraulic Design of Navigation DamsDocument193 pagesHydraulic Design of Navigation Damsnour100% (1)
- PC3400 Operations ManualDocument40 pagesPC3400 Operations ManualgiovaninPas encore d'évaluation
- HydraulicsDocument1 pageHydraulicsJerry Jake June HayaganPas encore d'évaluation
- Backwater curve analysisDocument11 pagesBackwater curve analysisSheeraz AhmedPas encore d'évaluation
- Hydraulics 3Document3 pagesHydraulics 3Marc Louiese LagataoPas encore d'évaluation
- Flow Measurements: Solutions To Problems in Hydromechanics 9Document7 pagesFlow Measurements: Solutions To Problems in Hydromechanics 9daniel alparoPas encore d'évaluation
- Sample EstimateDocument42 pagesSample EstimateArun EthirajPas encore d'évaluation
- Broad Crested WeirDocument7 pagesBroad Crested Weirjccamorim100% (2)
- Wastewater Treatment Plant DesignDocument97 pagesWastewater Treatment Plant DesignMoves Jagger100% (2)
- Assignment II FM2019Document19 pagesAssignment II FM2019Drkumar SwamyPas encore d'évaluation
- Question Paper Ocf 2018Document8 pagesQuestion Paper Ocf 2018Mohd AmirPas encore d'évaluation
- Basson Considerations 2005Document113 pagesBasson Considerations 2005Maxmore KarumamupiyoPas encore d'évaluation
- 28 Flow Through A Venturi Flume Slice Gate 374s18Document5 pages28 Flow Through A Venturi Flume Slice Gate 374s18Ekala XuhalxPas encore d'évaluation
- Experimental Flume: Operation ManualDocument28 pagesExperimental Flume: Operation ManualUzair BukhariPas encore d'évaluation