Vous aimerez peut-être aussi
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocument39 pagesEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
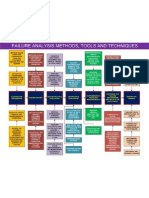
- Failure Analysis Tools, Techniques and Process FlowDocument1 pageFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdPas encore d'évaluation
- SMCWP 001Document37 pagesSMCWP 001Wandyy GonçalvesPas encore d'évaluation
- Why Creation of Universe Is Not An AccidentDocument48 pagesWhy Creation of Universe Is Not An AccidentsmtdrkdPas encore d'évaluation
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdPas encore d'évaluation
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdPas encore d'évaluation
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Fantastic TripDocument68 pagesFantastic Tripabiramikdevi100% (17)
- PCB Surface Finishes Presentation by MultekDocument54 pagesPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Generic Project Plan Template On ExcelDocument3 pagesGeneric Project Plan Template On Excelsmtdrkd100% (36)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocument8 pagesMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdPas encore d'évaluation
- Area Ratio and Stencil Thickness CalculatorDocument6 pagesArea Ratio and Stencil Thickness Calculatorsmtdrkd100% (1)
- Best Practices FactoryDocument207 pagesBest Practices FactorysmtdrkdPas encore d'évaluation
- Simple Project Management Template On ExcelDocument2 pagesSimple Project Management Template On Excelsmtdrkd100% (1)
- E-Book Proof of Design DFM and Concurrent EngineeringDocument425 pagesE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Manufacturable Lead Free SMT ProcessDocument4 pagesManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Impact of PB Free On Test and Inspection by TeradyneDocument3 pagesImpact of PB Free On Test and Inspection by TeradynesmtdrkdPas encore d'évaluation
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Andhragaaru RecipesDocument38 pagesAndhragaaru Recipessmtdrkd100% (5)
- Dasa SahityaDocument23 pagesDasa Sahityasmtdrkd100% (3)
- Idli Recipes FromDocument42 pagesIdli Recipes Fromsmtdrkd100% (6)
- Funniest QuestionsDocument34 pagesFunniest QuestionssmtdrkdPas encore d'évaluation
- Lead Free Hand Soldering - Process and Material IssuesDocument3 pagesLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- Kadi Jokes1Document14 pagesKadi Jokes1smtdrkd67% (3)
- Glycemic Index and Glycemic LoadDocument36 pagesGlycemic Index and Glycemic LoadsmtdrkdPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Special Edition: Innovate Launch TradeDocument100 pagesSpecial Edition: Innovate Launch TradeGabriel BeguiriztainPas encore d'évaluation
- Phy Ip For Pcie 3.0Document2 pagesPhy Ip For Pcie 3.0uparashar1Pas encore d'évaluation
- Modal Analysis and Condition MonitoringDocument5 pagesModal Analysis and Condition Monitoringbidyutkr30100% (2)
- As 60204.1-2005 Safety of Machinery - Electrical Equipment of Machines General Requirements (IEC60204-1 Ed. 5Document12 pagesAs 60204.1-2005 Safety of Machinery - Electrical Equipment of Machines General Requirements (IEC60204-1 Ed. 5SAI Global - APAC0% (1)
- Cisco Netacad Chapter 5Document59 pagesCisco Netacad Chapter 5Carlos IzaPas encore d'évaluation
- Dioda PDFDocument8 pagesDioda PDFjohnysonycumPas encore d'évaluation
- Implementation of SPWM Technique For 3 - VSI Using STM32F4 Discovery Board Interfaced With MATLABDocument5 pagesImplementation of SPWM Technique For 3 - VSI Using STM32F4 Discovery Board Interfaced With MATLABkiratPas encore d'évaluation
- Datasheet PDFDocument10 pagesDatasheet PDFRi Cha RdPas encore d'évaluation
- Fisa Tehnica Modul de Back-Up Monofazat Pentru Sisteme Fotovoltaice Huawei Backup Box-B0Document1 pageFisa Tehnica Modul de Back-Up Monofazat Pentru Sisteme Fotovoltaice Huawei Backup Box-B0Ion IonitaPas encore d'évaluation
- Ordering Guide & Technical Information: Absolute Process Control Know Where You Are... RegardlessDocument56 pagesOrdering Guide & Technical Information: Absolute Process Control Know Where You Are... RegardlessEduard RamosPas encore d'évaluation
- PTC Finned Resistor Heaters: Industrial Thermal ManagementDocument5 pagesPTC Finned Resistor Heaters: Industrial Thermal ManagementDanilPas encore d'évaluation
- Remote Field Testing: HapterDocument20 pagesRemote Field Testing: HapterKalai VananPas encore d'évaluation
- A New Logic Gate For High Speed Optical Signal Processing Using Mach - Zehnder Interferometer (MZI)Document5 pagesA New Logic Gate For High Speed Optical Signal Processing Using Mach - Zehnder Interferometer (MZI)IJASRETPas encore d'évaluation
- Course Outline: Mercer County Community CollegeDocument4 pagesCourse Outline: Mercer County Community CollegeJeremy CokeleyPas encore d'évaluation
- Janome 1600PQCDocument23 pagesJanome 1600PQCMichele NordahlPas encore d'évaluation
- Emc-Wiring BTS7960Document1 pageEmc-Wiring BTS7960Arja'un TeaPas encore d'évaluation
- PLLDP BSCDocument6 pagesPLLDP BSCmounhacPas encore d'évaluation
- Block Diagram: X555LD Repair GuideDocument7 pagesBlock Diagram: X555LD Repair GuideGustavo GarciaPas encore d'évaluation
- VRV Ii Rsxy R22Document96 pagesVRV Ii Rsxy R22Carlos Manriquez100% (2)
- Review of Modern Field Effect Transistor Technologie1Document8 pagesReview of Modern Field Effect Transistor Technologie1G ManPas encore d'évaluation
- Microzed V33a PDFDocument41 pagesMicrozed V33a PDFJouny WaelPas encore d'évaluation
- 32.2.3.4 Wireless - PD - 4 ZXSDR B8200 Product DescriptionDocument32 pages32.2.3.4 Wireless - PD - 4 ZXSDR B8200 Product DescriptionRajesh PorwalPas encore d'évaluation
- 132kV Connection Guide Version 9Document44 pages132kV Connection Guide Version 9ElwanPas encore d'évaluation
- Daewoo xg-7283 725 726 727 728 SMDocument49 pagesDaewoo xg-7283 725 726 727 728 SMFrancisco Orozco100% (1)
- Generator Protection Module GPM 500: Operation and Service ManualDocument108 pagesGenerator Protection Module GPM 500: Operation and Service ManualБогдан КендзерPas encore d'évaluation
- Problem Set 4 - EE19Document2 pagesProblem Set 4 - EE19Mark Anthony GarciaPas encore d'évaluation
- L - 02 - Calibration of The Testing SystemDocument60 pagesL - 02 - Calibration of The Testing SystemSanjaya PereraPas encore d'évaluation
- A Multi-Functional In-Memory Inference Processor Using A Standard 6T SRAM ArrayDocument14 pagesA Multi-Functional In-Memory Inference Processor Using A Standard 6T SRAM ArrayNavritaBeniwalPas encore d'évaluation
- Overcurrent Protective Device Coordination StudyDocument3 pagesOvercurrent Protective Device Coordination StudySankalp TiwariPas encore d'évaluation
- C 521BEE: CompactDocument34 pagesC 521BEE: CompactPedro_ApfPas encore d'évaluation