Vous aimerez peut-être aussi
- Fantastic TripDocument68 pagesFantastic Tripabiramikdevi100% (17)
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdPas encore d'évaluation
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdPas encore d'évaluation
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocument39 pagesEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Greeting Card Calendar 2009Document1 pageGreeting Card Calendar 2009smtdrkdPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Why Creation of Universe Is Not An AccidentDocument48 pagesWhy Creation of Universe Is Not An AccidentsmtdrkdPas encore d'évaluation
- Ph.d. Thesis On Modeling Imc Growth and SolderingDocument180 pagesPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
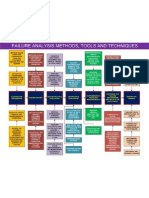
- Failure Analysis Tools, Techniques and Process FlowDocument1 pageFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- Stencil Design - 10 % Reduction RuleDocument1 pageStencil Design - 10 % Reduction RulesmtdrkdPas encore d'évaluation
- PCB Surface Finishes Presentation by MultekDocument54 pagesPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Generic Project Plan Template On ExcelDocument3 pagesGeneric Project Plan Template On Excelsmtdrkd100% (36)
- SMCWP 001Document37 pagesSMCWP 001Wandyy GonçalvesPas encore d'évaluation
- Area Ratio For Different SMT PartsDocument1 pageArea Ratio For Different SMT PartssmtdrkdPas encore d'évaluation
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdPas encore d'évaluation
- Land Pattern Parameters For Different Bga GeometriesDocument4 pagesLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- Impact of PB Free On Test and Inspection by TeradyneDocument3 pagesImpact of PB Free On Test and Inspection by TeradynesmtdrkdPas encore d'évaluation
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdPas encore d'évaluation
- 24 Amazing Pictures of MoneyDocument15 pages24 Amazing Pictures of Moneysmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocument8 pagesMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdPas encore d'évaluation
- E-Book Proof of Design DFM and Concurrent EngineeringDocument425 pagesE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- PB Free Soldering Paper From MassechusettsDocument52 pagesPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Manufacturable Lead Free SMT ProcessDocument4 pagesManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Simple Project Management Template On ExcelDocument2 pagesSimple Project Management Template On Excelsmtdrkd100% (1)
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Best Practices FactoryDocument207 pagesBest Practices FactorysmtdrkdPas encore d'évaluation
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Andhragaaru RecipesDocument38 pagesAndhragaaru Recipessmtdrkd100% (5)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Cooling Fan Motor (Spin-on Element) (Square Solenoid Coil) Parts ListDocument2 pagesCooling Fan Motor (Spin-on Element) (Square Solenoid Coil) Parts ListEdgar SanchezPas encore d'évaluation
- Roman LondonDocument10 pagesRoman LondonMathieu RBPas encore d'évaluation
- Request for Learner Data CorrectionDocument4 pagesRequest for Learner Data CorrectionChaii Madlangsakay TolentinoPas encore d'évaluation
- Javafx NotesDocument21 pagesJavafx NotesMajd A-HPas encore d'évaluation
- Metabolic AdaptationDocument17 pagesMetabolic AdaptationMozil Fadzil KamarudinPas encore d'évaluation
- Lesson 1 Introduction To TTLDocument38 pagesLesson 1 Introduction To TTLmarie judimor gomezPas encore d'évaluation
- Analyzing Smile Emoji Use Between Age GroupsDocument9 pagesAnalyzing Smile Emoji Use Between Age Groupsbella grandePas encore d'évaluation
- How To Implement Intelligent AutomationDocument26 pagesHow To Implement Intelligent AutomationJiaJien LeongPas encore d'évaluation
- Dragonox-1098: Pine Chemicals Polymer Additives Petrochemicals ProductsDocument2 pagesDragonox-1098: Pine Chemicals Polymer Additives Petrochemicals ProductsXuân Giang NguyễnPas encore d'évaluation
- Chapter 11Document3 pagesChapter 11JIMENEZ, Hans Rainer C.Pas encore d'évaluation
- E-Viva Werkplaatshandboek PDFDocument76 pagesE-Viva Werkplaatshandboek PDFAntónio PedrosaPas encore d'évaluation
- National Canners Association, Washington, D. C.: GoodsDocument68 pagesNational Canners Association, Washington, D. C.: GoodsWilliam Rolando Miranda ZamoraPas encore d'évaluation
- Verbos RegularesDocument11 pagesVerbos RegularesdinanarvaezPas encore d'évaluation
- DecayDocument76 pagesDecayBurning EmpirePas encore d'évaluation
- Handbook of Career Theory PDFDocument569 pagesHandbook of Career Theory PDFagusPas encore d'évaluation
- 2007 128Document168 pages2007 128Walter Morales NeyrePas encore d'évaluation
- Standoblue Base Coat Colors With Use of Mix 130 Silk Silver: Working Process: Special Effect Standoblue BasecoatDocument3 pagesStandoblue Base Coat Colors With Use of Mix 130 Silk Silver: Working Process: Special Effect Standoblue BasecoatMee MeePas encore d'évaluation
- Sas Lesson - MathDocument6 pagesSas Lesson - Mathapi-280008473Pas encore d'évaluation
- Articulator Selection For Restorative DentistryDocument9 pagesArticulator Selection For Restorative DentistryAayushi VaidyaPas encore d'évaluation
- CS437 5317 EE414 L2 LinearRegressionDocument42 pagesCS437 5317 EE414 L2 LinearRegressionhoshi hamzaPas encore d'évaluation
- Gambar Tata Ruang Landscape PDFDocument11 pagesGambar Tata Ruang Landscape PDFmhaiqalPas encore d'évaluation
- Netflix Business Model Canvas Highlights Key StrategiesDocument1 pageNetflix Business Model Canvas Highlights Key StrategiesNemo SecretPas encore d'évaluation
- Salesforce CRMDocument22 pagesSalesforce CRMkrishna_mf01Pas encore d'évaluation
- Erin Alles BipDocument39 pagesErin Alles Bipapi-270220688Pas encore d'évaluation
- Lesson Plan Financial LiteracyDocument1 pageLesson Plan Financial Literacyapi-438803241Pas encore d'évaluation
- HT TP: //qpa Pe R.W But .Ac .In: Sensors and TransducersDocument7 pagesHT TP: //qpa Pe R.W But .Ac .In: Sensors and TransducersTithi HazraPas encore d'évaluation
- Ujian Nasional SMK: Mata Pelajaran: Bahasa Inggris Tanggal: 16 April 2013 Waktu: 08.00-10.00Document11 pagesUjian Nasional SMK: Mata Pelajaran: Bahasa Inggris Tanggal: 16 April 2013 Waktu: 08.00-10.00razan rizqullahPas encore d'évaluation
- Design Guide For Local Dimming Backlight With TLC6C5748-Q1Document7 pagesDesign Guide For Local Dimming Backlight With TLC6C5748-Q1Carlos RuizPas encore d'évaluation
- Antipsychotic DrugsDocument2 pagesAntipsychotic DrugsDana Mae AfanPas encore d'évaluation
- 425 TR - Chiller Data SheetSpecDocument2 pages425 TR - Chiller Data SheetSpecjohnsvjPas encore d'évaluation