Vous aimerez peut-être aussi
- Apuntes OliviaDocument2 pagesApuntes OliviaAngeles T ArenasPas encore d'évaluation
- Esquema NuevoDocument4 pagesEsquema NuevoAngeles T ArenasPas encore d'évaluation
- Apuntes AnaDocument2 pagesApuntes AnaAngeles T ArenasPas encore d'évaluation
- Guia para Ejecución de Un Examen GmetrixDocument6 pagesGuia para Ejecución de Un Examen GmetrixAngeles T ArenasPas encore d'évaluation
- Seccionadores de Rotación CentralDocument12 pagesSeccionadores de Rotación CentralYanira Tonguino0% (1)
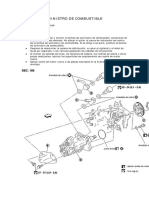
- Nissan Bomba de Suministro de CombustibleDocument25 pagesNissan Bomba de Suministro de CombustibleIsrael TomalaPas encore d'évaluation
- Pearson y SpermanDocument7 pagesPearson y SpermanCarolina TapiaPas encore d'évaluation
- Informe Circuitos EléctricosDocument21 pagesInforme Circuitos Eléctricosjohn avilaPas encore d'évaluation
- Taller 2 - Estadistica (1) 5Document4 pagesTaller 2 - Estadistica (1) 5Mayolly Tocora vargasPas encore d'évaluation
- 1 Cuestionario de FísicaDocument8 pages1 Cuestionario de FísicaLii HernándezPas encore d'évaluation
- Metabolismo CambellDocument5 pagesMetabolismo CambellNelson Nel100% (2)
- Tarea 8 CompletaDocument16 pagesTarea 8 CompletaBENITES GASTAÑADUI RODRIGO SEBASTIANPas encore d'évaluation
- Tema 3 Exercicis Reaccions Químiques PDFDocument14 pagesTema 3 Exercicis Reaccions Químiques PDFWILLIAM DAVID MARTINEZ DIAZPas encore d'évaluation
- Libro de Matematicas Capitulo I.6 Exponentes RacionalesDocument4 pagesLibro de Matematicas Capitulo I.6 Exponentes Racionalesjose HerreraPas encore d'évaluation
- Sistemas SCADA en DistribuciónDocument36 pagesSistemas SCADA en DistribuciónFelipe Neira MalatestaPas encore d'évaluation
- Actividad de GeometriaDocument10 pagesActividad de GeometriaDeisy NayivePas encore d'évaluation
- Historia o Antecedentes Del Origen Del Diagrama de Pert-CpmDocument2 pagesHistoria o Antecedentes Del Origen Del Diagrama de Pert-CpmLuisHinojosaCasanova100% (3)
- Convergencia de SeriesDocument15 pagesConvergencia de SeriesManuel ZuñiigaPas encore d'évaluation
- Estadistica Descriptiva: 1.1. Organización de DatosDocument45 pagesEstadistica Descriptiva: 1.1. Organización de DatosDiana SmithPas encore d'évaluation
- Diseño de Estructuras de MamposteríaDocument28 pagesDiseño de Estructuras de MamposteríaKevin Nuño RodriguezPas encore d'évaluation
- Parametros de Corte PlasmaDocument4 pagesParametros de Corte PlasmaDJ-Charlie BrownPas encore d'évaluation
- Mapa No 8Document1 pageMapa No 82-A Eduardo Hernández de la CruzPas encore d'évaluation
- Tabla de Carga Grove RT540E EditableDocument2 pagesTabla de Carga Grove RT540E EditableMarcelo JaraPas encore d'évaluation
- Tarea 1 - Resolver Cuestionario Correspondiente Unidad 1 y 2Document5 pagesTarea 1 - Resolver Cuestionario Correspondiente Unidad 1 y 2joseluisPas encore d'évaluation
- Azufre y MagnetitaDocument11 pagesAzufre y MagnetitaBasago Minas Lo MejorPas encore d'évaluation
- Informe No 1 MedicionesDocument15 pagesInforme No 1 MedicionesAngely AguilarPas encore d'évaluation
- Energía Solar FotovoltaicaDocument8 pagesEnergía Solar FotovoltaicaMonica Abarca Galicio0% (1)
- Universidad Mayor, Real Y Pontificia de San Francisco Xavier de Chuquisaca Facultad de Ciencias Y TecnologiaDocument4 pagesUniversidad Mayor, Real Y Pontificia de San Francisco Xavier de Chuquisaca Facultad de Ciencias Y TecnologiaLuis Espinoza TaboadaPas encore d'évaluation
- Manual de Operación y Mantenimiento - Camión de Acarreo Cat 793cDocument13 pagesManual de Operación y Mantenimiento - Camión de Acarreo Cat 793cErick GutierrezPas encore d'évaluation
- NMX CH 027 1994Document14 pagesNMX CH 027 1994ROBERTO MIRANDA100% (2)
- Ejercicios Zona FresnellDocument2 pagesEjercicios Zona FresnellJhon Darío Montoya García0% (2)
- CuadripolosDocument9 pagesCuadripolosBruno Nuñez BazanPas encore d'évaluation
- Guia Ejercicios FuncionesDocument4 pagesGuia Ejercicios FuncionesTity Cristina VergaraPas encore d'évaluation
- Tema 06Document4 pagesTema 06Csar Medina SalinasPas encore d'évaluation