Vous aimerez peut-être aussi
- 90 Tonne Aluminium Collapsible 11-4-15Document2 pages90 Tonne Aluminium Collapsible 11-4-15ellisforheroesPas encore d'évaluation
- Iso 2339Document3 pagesIso 2339ellisforheroesPas encore d'évaluation
- Automatic BANDSAW Instruction ManualDocument28 pagesAutomatic BANDSAW Instruction ManualellisforheroesPas encore d'évaluation
- ISO 2339 Taper Pins UnhardenedDocument6 pagesISO 2339 Taper Pins Unhardenedellisforheroes100% (1)
- Iso 4029Document9 pagesIso 4029ellisforheroesPas encore d'évaluation
- Ti 6al 4V PropertiesDocument4 pagesTi 6al 4V Propertiesadibhardwaj18100% (1)
- Ketronpeek Gf30 e Pds 0907Document1 pageKetronpeek Gf30 e Pds 0907ellisforheroesPas encore d'évaluation
- DIN 7 - Dowel Pins Specifications: All Measurements in Millimeters (MM)Document1 pageDIN 7 - Dowel Pins Specifications: All Measurements in Millimeters (MM)ellisforheroesPas encore d'évaluation
- Norsok ExtractDocument2 pagesNorsok ExtractElliott RussellPas encore d'évaluation
- BMW E90 Computer ArchitectureDocument41 pagesBMW E90 Computer Architecturekrrakesh5Pas encore d'évaluation
- Anochrome Coating Data Sheet 15-10-14Document3 pagesAnochrome Coating Data Sheet 15-10-14ellisforheroesPas encore d'évaluation
- Zintek 200 Spec SheetDocument6 pagesZintek 200 Spec SheetellisforheroesPas encore d'évaluation
- ANSI 1500 Rotary Control ValvesDocument60 pagesANSI 1500 Rotary Control ValvesellisforheroesPas encore d'évaluation
- 16114Document6 pages16114ellisforheroesPas encore d'évaluation
- A194 Chemical PropertiesDocument1 pageA194 Chemical PropertiesellisforheroesPas encore d'évaluation
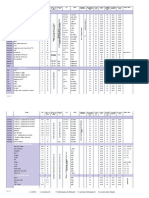
- Thyssenkrupp Materials International: Material Data SheetDocument4 pagesThyssenkrupp Materials International: Material Data SheetGopal RamalingamPas encore d'évaluation
- Geomet 500bDocument1 pageGeomet 500bellisforheroesPas encore d'évaluation
- Product Photos French PDFDocument2 pagesProduct Photos French PDFellisforheroesPas encore d'évaluation
- Durehete 950Document5 pagesDurehete 950ellisforheroes100% (1)
- Langley Ferralium 255 UNS 32550 SpecificationDocument4 pagesLangley Ferralium 255 UNS 32550 SpecificationellisforheroesPas encore d'évaluation
- Test Certificate in Accordance With Bs en 10204 3.1: Chemical AnalysisDocument1 pageTest Certificate in Accordance With Bs en 10204 3.1: Chemical AnalysisellisforheroesPas encore d'évaluation
- F436 ExtractDocument1 pageF436 ExtractellisforheroesPas encore d'évaluation
- Health and Safety at Work Act 1974Document124 pagesHealth and Safety at Work Act 1974ellisforheroesPas encore d'évaluation
- 316 SS Data SheetDocument3 pages316 SS Data SheetellisforheroesPas encore d'évaluation
- Durehete 950Document5 pagesDurehete 950ellisforheroes100% (1)
- Es 21001 S100Document11 pagesEs 21001 S100ellisforheroesPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- MasterFlow - 400 v1 - 2Document2 pagesMasterFlow - 400 v1 - 2Vivek GaurPas encore d'évaluation
- Alumeco Aluminum Cat 2015Document72 pagesAlumeco Aluminum Cat 2015johnknight000Pas encore d'évaluation
- Colphenebswh 1816Document2 pagesColphenebswh 1816vinoth kumar SanthanamPas encore d'évaluation
- Tripura Building Amendnent Rules 2019Document13 pagesTripura Building Amendnent Rules 2019RupakDasPas encore d'évaluation
- Maintenance of Railway TrackDocument39 pagesMaintenance of Railway TrackvennillaPas encore d'évaluation
- Technical: ManualDocument24 pagesTechnical: ManualRytis AmbrasasPas encore d'évaluation
- Steel Thermal Expansion Coefficient ConcreteDocument4 pagesSteel Thermal Expansion Coefficient Concretejohny BavitoPas encore d'évaluation
- PNC Company Profile @2021Document15 pagesPNC Company Profile @2021Ryni AndichaPas encore d'évaluation
- HLS Sleeve Anchor Technology ManualDocument5 pagesHLS Sleeve Anchor Technology ManualHerli SiswoyoPas encore d'évaluation
- CPCS Log Book PDFDocument12 pagesCPCS Log Book PDFAli Gohar Rao100% (1)
- Horizontal & Extended Reach WellsDocument18 pagesHorizontal & Extended Reach WellsRachid Touati100% (6)
- BS 4550-0 1978 - General IntroductionDocument8 pagesBS 4550-0 1978 - General IntroductionAhmed BabikirPas encore d'évaluation
- Unit V - Limit State Design of FootingDocument7 pagesUnit V - Limit State Design of FootingManikandan50% (2)
- Porcelain: Collection 30x60cm 60x60cm Indoor OutdoorDocument3 pagesPorcelain: Collection 30x60cm 60x60cm Indoor OutdoorAndra Elena PotîngPas encore d'évaluation
- Fxsq100-125a Dim 3d094917a enDocument1 pageFxsq100-125a Dim 3d094917a enDragos PicuPas encore d'évaluation
- Part5 CONCRETE, STEEL AND STRUCTURES PDFDocument284 pagesPart5 CONCRETE, STEEL AND STRUCTURES PDFyassir dafallaPas encore d'évaluation
- Ritter Solar GMBH & Co. KGDocument30 pagesRitter Solar GMBH & Co. KGMagdyPas encore d'évaluation
- Rev 1.1Document123 pagesRev 1.1Muhammad Irfan ButtPas encore d'évaluation
- SCentre Infra - The Leading Steel Construction Company in IndiaDocument54 pagesSCentre Infra - The Leading Steel Construction Company in Indiaseo2.artistonkPas encore d'évaluation
- Stainless Steel Wall Panel DatasheetDocument2 pagesStainless Steel Wall Panel Datasheetwesam allabadiPas encore d'évaluation
- ( - Ekgo: TandcfrciDocument23 pages( - Ekgo: TandcfrciRajesh Arora100% (4)
- S Chand Engineering Books Catalogue 2012-13Document80 pagesS Chand Engineering Books Catalogue 2012-13Suresh GuptaPas encore d'évaluation
- 17 4Document2 pages17 4fedaquiPas encore d'évaluation
- Hyundai Dash 9 Posi - Nega SytemDocument70 pagesHyundai Dash 9 Posi - Nega SytemRobert Zehender99% (76)
- Quality Control Report: Üntel Kablolari Sanayi Ve Ticaret A.ŞDocument3 pagesQuality Control Report: Üntel Kablolari Sanayi Ve Ticaret A.Şomar100% (1)
- Attachment 07.1 - ARGAL - Vertical PumpsDocument28 pagesAttachment 07.1 - ARGAL - Vertical PumpsJefferson GilPas encore d'évaluation
- LONG TERM CONSTRUCTION REVENUEDocument5 pagesLONG TERM CONSTRUCTION REVENUERoxell CaibogPas encore d'évaluation
- Autodesk Medical Center GridsDocument86 pagesAutodesk Medical Center GridsLula CaracoletaPas encore d'évaluation
- Part 1 - Cost Analysis and Cost DataDocument22 pagesPart 1 - Cost Analysis and Cost DataTham CherryPas encore d'évaluation
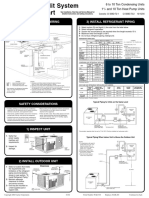
- Commercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingDocument2 pagesCommercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingcarlosorizabaPas encore d'évaluation