Vous aimerez peut-être aussi
- ENG790s2 Lab Sheet - Hilton Combustion Unit-1Document8 pagesENG790s2 Lab Sheet - Hilton Combustion Unit-1Moiz Subhan100% (1)
- Understanding Process Equipment for Operators and EngineersD'EverandUnderstanding Process Equipment for Operators and EngineersÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AD'EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&APas encore d'évaluation
- Crane Design and CalculationDocument28 pagesCrane Design and Calculationodim7370% (23)
- Primary Air in A BoilerDocument8 pagesPrimary Air in A BoilerDanielEMPas encore d'évaluation
- Roof Top Unit Presentation Ver 17Document86 pagesRoof Top Unit Presentation Ver 17Happy_DoraPas encore d'évaluation
- Cooling TowerDocument36 pagesCooling TowerZahid Hussain100% (1)
- 02draft System in Boilers&FANSDocument84 pages02draft System in Boilers&FANSlp mishra100% (1)
- Unit 37 Airflow.21FDocument54 pagesUnit 37 Airflow.21FYuk man LawPas encore d'évaluation
- The Basics of Heating, Ventilation and Air ConditioningDocument96 pagesThe Basics of Heating, Ventilation and Air Conditioningsakshi1405Pas encore d'évaluation
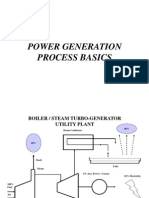
- Power Generation Process BasicsDocument80 pagesPower Generation Process BasicsenkantationPas encore d'évaluation
- CondenserDocument57 pagesCondenserEzhil Vendhan Palanisamy100% (1)
- Cooling Towers: Training Session On Energy EquipmentDocument38 pagesCooling Towers: Training Session On Energy EquipmentVijay KumarPas encore d'évaluation
- Secado de Papel - Ventilacion de Bolsillos1Document40 pagesSecado de Papel - Ventilacion de Bolsillos1Edgar Cordova HerreraPas encore d'évaluation
- Mebs7014 2223 06Document72 pagesMebs7014 2223 06Yuki ChanPas encore d'évaluation
- 03 APC ReductionDocument55 pages03 APC ReductionDevanshu SinghPas encore d'évaluation
- Cooling TowerDocument23 pagesCooling TowerHasan Farooq100% (1)
- Fundamentals of HVACR 2012 SamHui 02Document16 pagesFundamentals of HVACR 2012 SamHui 02Merrel RossPas encore d'évaluation
- Ducts and Diffusers Design PDFDocument106 pagesDucts and Diffusers Design PDFsiroliver39Pas encore d'évaluation
- Insert Photo of Your Choice: Air-Cooled Condensers For Next Generation Power PlantsDocument19 pagesInsert Photo of Your Choice: Air-Cooled Condensers For Next Generation Power PlantstigerrajneeshPas encore d'évaluation
- Ducts and Diffusers DesignDocument106 pagesDucts and Diffusers DesignFrancis Paul100% (1)
- Training Session4 - Heat Recovery Steam GeneratorsDocument34 pagesTraining Session4 - Heat Recovery Steam GeneratorsarianaseriPas encore d'évaluation
- Oil and Gas Well CompletionsDocument93 pagesOil and Gas Well CompletionsKhalid Waheed Shaikh100% (3)
- Power Generation Process Basics: Amit Prakash 1Document80 pagesPower Generation Process Basics: Amit Prakash 1lovelyshreePas encore d'évaluation
- Gas TurbineDocument86 pagesGas Turbinerahul_choubey_9100% (2)
- Cooling Tower Mto-2017Document28 pagesCooling Tower Mto-2017Priyank kanjariyaPas encore d'évaluation
- APH Performance ImprovementsDocument56 pagesAPH Performance ImprovementsDebasish Dewan100% (11)
- Chapter 34 Emission SystemsDocument32 pagesChapter 34 Emission SystemsROSAN YUMANGPas encore d'évaluation
- Presentation On Heat Rate ImprovementDocument22 pagesPresentation On Heat Rate ImprovementAbhisheik Malhotra100% (4)
- Ppe Terms IIDocument164 pagesPpe Terms IIpatPas encore d'évaluation
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- Airstripping Adv 6-28-12Document53 pagesAirstripping Adv 6-28-12monkey890Pas encore d'évaluation
- Marine Hvac SystemDocument58 pagesMarine Hvac SystemSiti Aishah Hussien100% (3)
- 1-Crane DA Presentation 2012 WRBA Rev2 9 12 - JSDocument48 pages1-Crane DA Presentation 2012 WRBA Rev2 9 12 - JSlosmoscasbrPas encore d'évaluation
- Operation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleDocument31 pagesOperation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleAshish Lanjewar100% (1)
- EME PPT (For 32 To 35) by DivyeshDocument24 pagesEME PPT (For 32 To 35) by DivyeshDivyesh ParmarPas encore d'évaluation
- Air Conditioning and RefrigerationDocument28 pagesAir Conditioning and Refrigerationdubaisrinivasulu100% (1)
- Lecture Notes On Equipment SizingDocument48 pagesLecture Notes On Equipment SizingMarge SantacruzPas encore d'évaluation
- Mech3005 0405 Acr-AirsideDocument57 pagesMech3005 0405 Acr-AirsideAmit KapoorPas encore d'évaluation
- AH BLR PerformanceDocument96 pagesAH BLR PerformanceDeepak JayPas encore d'évaluation
- 7Document81 pages7Alberto Fonseca UribePas encore d'évaluation
- CHILLER, AHU and FCU SYSTEMSDocument67 pagesCHILLER, AHU and FCU SYSTEMSAnonymous zpy8Ea9uPas encore d'évaluation
- GTT Module I - 2Document63 pagesGTT Module I - 2DƯƠNG CẨM TOÀNPas encore d'évaluation
- Compressor and Compressed Air SystemsDocument42 pagesCompressor and Compressed Air SystemsMadhusudhan Gajula50% (2)
- Boiler QuestionsDocument101 pagesBoiler QuestionssrinivasPas encore d'évaluation
- DuctDocument60 pagesDuctdenizkund100% (5)
- Furnace Construction & OperationsDocument30 pagesFurnace Construction & OperationsOsama HasanPas encore d'évaluation
- Infiltration Ventilation LeakageDocument42 pagesInfiltration Ventilation LeakageBulut YildizPas encore d'évaluation
- Mep JD PDFDocument6 pagesMep JD PDFAnbalagan PrabhuPas encore d'évaluation
- Cooling Towers: An Overview: Presented by Deepak Kumar Sahoo O&M SolutionsDocument25 pagesCooling Towers: An Overview: Presented by Deepak Kumar Sahoo O&M Solutionsdeepak798Pas encore d'évaluation
- Combustion Chamber LatestDocument95 pagesCombustion Chamber LatestnaveenreddyPas encore d'évaluation
- Fundamentals of Air Cooled Steam CondensersDocument54 pagesFundamentals of Air Cooled Steam CondensersBabis PapadopoulosPas encore d'évaluation
- Components of HVAC Systems: Indoor Fan (Blower)Document17 pagesComponents of HVAC Systems: Indoor Fan (Blower)monoj5859Pas encore d'évaluation
- 7.summary of Boiler PerfDocument46 pages7.summary of Boiler PerfRAJESH KUMARPas encore d'évaluation
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationD'EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationÉvaluation : 1 sur 5 étoiles1/5 (1)
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsD'EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsPas encore d'évaluation
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesD'EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesÉvaluation : 1 sur 5 étoiles1/5 (2)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Process Engineering: Facts, Fiction and FablesD'EverandProcess Engineering: Facts, Fiction and FablesÉvaluation : 3 sur 5 étoiles3/5 (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPas encore d'évaluation
- Basic Fan Engineering NotesDocument5 pagesBasic Fan Engineering NotesrentboyrodriguezPas encore d'évaluation
- Boiler Induced Draft Fan Optimisation - ThompsonDocument14 pagesBoiler Induced Draft Fan Optimisation - Thompsonsony setyawanPas encore d'évaluation
- Design of Steel Beams To AISC - LRFDDocument52 pagesDesign of Steel Beams To AISC - LRFDsony setyawan100% (1)
- Layers of Atmosphere (Earth Andlife Science)Document24 pagesLayers of Atmosphere (Earth Andlife Science)Portia A. EgkenPas encore d'évaluation
- LP GasDocument158 pagesLP GasRaulPas encore d'évaluation
- DKW 3 DiveEquipDocument26 pagesDKW 3 DiveEquipRaul LaggerPas encore d'évaluation
- 312D Hyd PDFDocument2 pages312D Hyd PDFMbahdiro Kolenx100% (3)
- Fundamentals of Compressible Flow: Measurement Diagnostics and Experimental Facilities For Compressible FlowDocument6 pagesFundamentals of Compressible Flow: Measurement Diagnostics and Experimental Facilities For Compressible Flowkushal bosuPas encore d'évaluation
- Model 4Wg 100 - 800 HP Boilers: Table A3-8. 4Wg Low Nox Dimensions - Hot WaterDocument4 pagesModel 4Wg 100 - 800 HP Boilers: Table A3-8. 4Wg Low Nox Dimensions - Hot WatersebaversaPas encore d'évaluation
- PROBLEMS AvogadrosLawIdealGasLawStoichDocument2 pagesPROBLEMS AvogadrosLawIdealGasLawStoichWendyMontanez0% (1)
- Session: NH Fuel Use: Facilitator: Bill DavidDocument24 pagesSession: NH Fuel Use: Facilitator: Bill Davidkwayneolson6081Pas encore d'évaluation
- SPP3701 Formula Sheet and Steam Tables - 2021Document12 pagesSPP3701 Formula Sheet and Steam Tables - 2021MPas encore d'évaluation
- 몽중1 P&ID 131227-제본파일 (링크 마크업Document272 pages몽중1 P&ID 131227-제본파일 (링크 마크업Lê Thành Chung100% (3)
- CNG Compressors: Fueling Natural Gas VehiclesDocument9 pagesCNG Compressors: Fueling Natural Gas VehiclesKASIMPas encore d'évaluation
- Laboratory Measurement For PermeabilityDocument17 pagesLaboratory Measurement For PermeabilityYudis TiraPas encore d'évaluation
- Thermodynamic Cycles (Power Plant Engineering)Document6 pagesThermodynamic Cycles (Power Plant Engineering)Ravjit SinghPas encore d'évaluation
- Deaerators BrochureDocument4 pagesDeaerators BrochurefahimshkPas encore d'évaluation
- The Science of Spray PaintDocument1 pageThe Science of Spray PaintChristine SabioPas encore d'évaluation
- Gas Processing Fundamentals ManualDocument75 pagesGas Processing Fundamentals ManualArjun Shantaram Zope100% (2)
- 08 Doosan TIER 4I Engine (120425)Document13 pages08 Doosan TIER 4I Engine (120425)Jose Rafael Ramos ChiquilloPas encore d'évaluation
- Basic Piping PPT-01Document29 pagesBasic Piping PPT-01Binu RajuPas encore d'évaluation
- Hibon PD BlowerDocument3 pagesHibon PD BlowerAbhinav SaiPas encore d'évaluation
- Hot Tapping '08Document85 pagesHot Tapping '08Mariela Carrillo100% (4)
- Enhancing Pipeline Integrity With Early Detection of Internal CorrosionDocument29 pagesEnhancing Pipeline Integrity With Early Detection of Internal CorrosionRumi Kai RekaPas encore d'évaluation
- Steam Turbines PDFDocument8 pagesSteam Turbines PDFIndra PratamaPas encore d'évaluation
- Mu01 8Document1 pageMu01 8manju.aalawakaPas encore d'évaluation
- FLOCALC Report: AGA 10 - Velocity of Sound CalculationDocument3 pagesFLOCALC Report: AGA 10 - Velocity of Sound Calculationnabil mahmudPas encore d'évaluation
- Astm D 5504 - 01Document10 pagesAstm D 5504 - 01hopkhtn100% (1)
- Albao Laboratory 3Document35 pagesAlbao Laboratory 3Shaun Patrick AlbaoPas encore d'évaluation
- 101 Complete-Ejectors PDFDocument100 pages101 Complete-Ejectors PDFhihihiPas encore d'évaluation
- Deaeration Technique DT199505 - A01Document3 pagesDeaeration Technique DT199505 - A01smallik3Pas encore d'évaluation
- TESTINGDocument7 pagesTESTINGSoner Kulte100% (1)