Vous aimerez peut-être aussi
- Board Design Guidelines 2003 Rev-ADocument53 pagesBoard Design Guidelines 2003 Rev-Agre_test_takerPas encore d'évaluation
- MAXXI 6 Sales Presentation 04-2016Document33 pagesMAXXI 6 Sales Presentation 04-2016Marty SchreckPas encore d'évaluation
- Ipc SM 785sDocument3 pagesIpc SM 785sWandyy GonçalvesPas encore d'évaluation
- Intro To SMTDocument38 pagesIntro To SMTShelly NandalPas encore d'évaluation
- Global Ford Packaging SpecificationDocument2 pagesGlobal Ford Packaging Specificationtony_gstPas encore d'évaluation
- Surface Mounting Guidelines For MEMS Sensors in An LGA PackageDocument9 pagesSurface Mounting Guidelines For MEMS Sensors in An LGA PackagebobbyccwPas encore d'évaluation
- Installing Cadence IC6.1Document24 pagesInstalling Cadence IC6.1hr_rezaeePas encore d'évaluation
- IPC-TM-650 Test Methods Manual: Contact Tool Contact ToolDocument2 pagesIPC-TM-650 Test Methods Manual: Contact Tool Contact ToolKaja PrelovsekPas encore d'évaluation
- COM3 Latchup Overview: David Orser IP Summit 2010Document10 pagesCOM3 Latchup Overview: David Orser IP Summit 2010Ravi VarmaPas encore d'évaluation
- IPC 2223 Design Standard For Flex and Rigid Flex CircuitsDocument19 pagesIPC 2223 Design Standard For Flex and Rigid Flex CircuitsMariano DiazPas encore d'évaluation
- Ed 4702a PDFDocument49 pagesEd 4702a PDFGerald See TohPas encore d'évaluation
- 4412A Amendment 1 (3 07)Document7 pages4412A Amendment 1 (3 07)Aani MazharPas encore d'évaluation
- Solder Paste Stencil Design R. 00Document17 pagesSolder Paste Stencil Design R. 00edwin100% (1)
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument4 pagesIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesAngus CHUPas encore d'évaluation
- Nasa STD 8739 2 PDFDocument84 pagesNasa STD 8739 2 PDFRanjitha BPas encore d'évaluation
- Cadence Home Installation Manual (RHEL5)Document11 pagesCadence Home Installation Manual (RHEL5)KeithPas encore d'évaluation
- Strain Gage Limits For PCB AssembliesDocument4 pagesStrain Gage Limits For PCB AssembliesTony Mchedlishvili100% (1)
- A Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom ApplicationsDocument12 pagesA Method To Evaluate PCBA Suppliers PB Free and Leaded Processes For Telecom Applicationsrgoulartc100% (1)
- IPC-TM-650-MDP-A: 2020 - March IPC Test Method Development PacketDocument14 pagesIPC-TM-650-MDP-A: 2020 - March IPC Test Method Development PacketJohnPas encore d'évaluation
- Nasa - Workmanship Standard For Surface Mount Technology - Nasa Technical Standard - Nasa-Std-8739.2 - ManualDocument84 pagesNasa - Workmanship Standard For Surface Mount Technology - Nasa Technical Standard - Nasa-Std-8739.2 - Manualhbpr9999100% (1)
- Esda-Jedec JTR5.2-01-15Document11 pagesEsda-Jedec JTR5.2-01-15Orbán NorbertPas encore d'évaluation
- IPC TM 650 Solder Ball TestDocument3 pagesIPC TM 650 Solder Ball TestJonas Ricafrente MojicaPas encore d'évaluation
- Ipc 2223asDocument4 pagesIpc 2223asWandyy Gonçalves0% (1)
- Master Components Selector GuideDocument339 pagesMaster Components Selector GuideAhmed AboulilaPas encore d'évaluation
- ISO7637-2 Electrical Transient Conduction Along Supply of Road VehiclesDocument5 pagesISO7637-2 Electrical Transient Conduction Along Supply of Road Vehiclesvaldesf79Pas encore d'évaluation
- SMT Manufacturability Design GuidelinesDocument25 pagesSMT Manufacturability Design GuidelinespcbppcPas encore d'évaluation
- 20080701-048-HDI Image Transfer and Trend GoodDocument80 pages20080701-048-HDI Image Transfer and Trend Goodengineeringhandbook100% (4)
- JEP174 Understanding Electrical Overstress - EOSDocument174 pagesJEP174 Understanding Electrical Overstress - EOSWu HLPas encore d'évaluation
- Ipc-Tm-650 Test Methods ManualDocument5 pagesIpc-Tm-650 Test Methods ManualXuan HoangPas encore d'évaluation
- Summary of EN55011 - IsM Radio Frequency EquipmentDocument3 pagesSummary of EN55011 - IsM Radio Frequency EquipmentCharles HoPas encore d'évaluation
- Ipc Policies and Procedures Cis General Module Rev 2 4-2016Document47 pagesIpc Policies and Procedures Cis General Module Rev 2 4-2016kddjjdi100% (1)
- IPC-TM-650 Test Methods ManualDocument4 pagesIPC-TM-650 Test Methods Manualamal gainPas encore d'évaluation
- ANSI-ESD S8.1-2012 Symbols - ESD AwarenessDocument14 pagesANSI-ESD S8.1-2012 Symbols - ESD AwarenessDavino MartinezPas encore d'évaluation
- JEP160Document26 pagesJEP160ReAdPTPas encore d'évaluation
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahPas encore d'évaluation
- IPC J-STD-004C en 2022 Requirements For Soldering FluxesDocument16 pagesIPC J-STD-004C en 2022 Requirements For Soldering FluxescdmingPas encore d'évaluation
- PCB Design For Fabrication IssuesDocument45 pagesPCB Design For Fabrication IssuesAndersonEmanuelOliveiraPas encore d'évaluation
- Aim Lead Free Guide PDFDocument60 pagesAim Lead Free Guide PDFBruno DebonnetPas encore d'évaluation
- IPC9850Document56 pagesIPC9850Carlos Mascioni100% (1)
- Aperture and Area Ratio CalculationsDocument26 pagesAperture and Area Ratio Calculationssmtdrkd100% (1)
- En954 1 PDFDocument16 pagesEn954 1 PDFmagtrolPas encore d'évaluation
- Qualification Testing For PCB PDFDocument48 pagesQualification Testing For PCB PDFSempreInterPas encore d'évaluation
- BobWillisPCB Defects Causes Cures2015Document63 pagesBobWillisPCB Defects Causes Cures2015Nirud PajanustanPas encore d'évaluation
- Project Report On Taguchi Method 9tqm Project) by Sudeshna DashDocument17 pagesProject Report On Taguchi Method 9tqm Project) by Sudeshna DashODISHA FOOD ZONE & LIFE STYLEPas encore d'évaluation
- IPC-TM-650 Test Methods Manual: 1 Scope 2 Applicable DocumentsDocument3 pagesIPC-TM-650 Test Methods Manual: 1 Scope 2 Applicable DocumentsMin Chan MoonPas encore d'évaluation
- Ipc TM 650Document4 pagesIpc TM 650feelblastPas encore d'évaluation
- All SMD Soldering RecommendationsDocument3 pagesAll SMD Soldering RecommendationsbehzadPas encore d'évaluation
- IPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesDocument4 pagesIPC-TM-650 Test Methods Manual: Association Connecting Electronics IndustriesVenkateswaran venkateswaranPas encore d'évaluation
- Functional Safety Standards and Implications For Vehicle Power Electronics DesignDocument21 pagesFunctional Safety Standards and Implications For Vehicle Power Electronics Design204 makerPas encore d'évaluation
- Reliability Bde0128g Chap03Document40 pagesReliability Bde0128g Chap03Anonymous kKYg8kcPas encore d'évaluation
- Flex Circuits Design GuideDocument32 pagesFlex Circuits Design Guideluat1983Pas encore d'évaluation
- Solder Joint Reliability - A Unified Thermo-Mechanical Model Approach PDFDocument83 pagesSolder Joint Reliability - A Unified Thermo-Mechanical Model Approach PDFQUALITY LABORATORYPas encore d'évaluation
- Tips For PCB Vias Design (Quick-Teck Internal Notes)Document7 pagesTips For PCB Vias Design (Quick-Teck Internal Notes)QuickteckPas encore d'évaluation
- Jesd22 A114dDocument20 pagesJesd22 A114dSathish Kumar YallampalliPas encore d'évaluation
- ESD Basics: From Semiconductor Manufacturing to Product UseD'EverandESD Basics: From Semiconductor Manufacturing to Product UsePas encore d'évaluation
- Safety Critical Systems A Complete Guide - 2021 EditionD'EverandSafety Critical Systems A Complete Guide - 2021 EditionPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 4: Dash Fuse Block (Partial) (Grids 12-15)Document1 page1991 Honda Civic CRX Fig. 4: Dash Fuse Block (Partial) (Grids 12-15)ryanPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 6: Combination Switch, A/C & Heating (Grids 20-23)Document1 page1991 Honda Civic CRX Fig. 6: Combination Switch, A/C & Heating (Grids 20-23)ryanPas encore d'évaluation
- LOW-TECH MAGAZINE - Pedal Powered Farms and Factories - The Forgotten Future of The Stationary Bicycle PDFDocument24 pagesLOW-TECH MAGAZINE - Pedal Powered Farms and Factories - The Forgotten Future of The Stationary Bicycle PDFryanPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 5: Dash Fuse Block (Partial) (Grids 16-19)Document1 page1991 Honda Civic CRX Fig. 5: Dash Fuse Block (Partial) (Grids 16-19)ryanPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 2: Computer Engine Control (STD) (Grids 4-7)Document1 page1991 Honda Civic CRX Fig. 2: Computer Engine Control (STD) (Grids 4-7)ryanPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 1: Engine Compartment, Headlights (Grids 1-3)Document1 page1991 Honda Civic CRX Fig. 1: Engine Compartment, Headlights (Grids 1-3)nickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 3: Computer Engine Control (SI/HF) (Grids 8-11)Document1 page1991 Honda Civic CRX Fig. 3: Computer Engine Control (SI/HF) (Grids 8-11)ryanPas encore d'évaluation
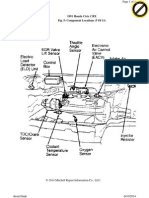
- 1991 Honda Civic CRX Fig. 9: Component Locations (9 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 9: Component Locations (9 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 6: Component Locations (6 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 6: Component Locations (6 of 11) : Ar ArnickgraPas encore d'évaluation
- Article Beginning Model Identification: Vin LocationDocument24 pagesArticle Beginning Model Identification: Vin Locationnickgra100% (1)
- CRX PDFDocument17 pagesCRX PDFryanPas encore d'évaluation
- Article Beginning Please Read This First : Question: What Do You Think of The Verdict Scanner by Snap On?Document4 pagesArticle Beginning Please Read This First : Question: What Do You Think of The Verdict Scanner by Snap On?nickgraPas encore d'évaluation
- Article Beginning Identification Component Location MenuDocument12 pagesArticle Beginning Identification Component Location MenunickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 10: Component Locations (10 of 11)Document1 page1991 Honda Civic CRX Fig. 10: Component Locations (10 of 11)ryanPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 11: Component Locations (11 of 11)Document1 page1991 Honda Civic CRX Fig. 11: Component Locations (11 of 11)nickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 9: Component Locations (9 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 9: Component Locations (9 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 9: Component Locations (9 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 9: Component Locations (9 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 7: Component Locations (7 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 7: Component Locations (7 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 8: Component Locations (8 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 8: Component Locations (8 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 4: Component Locations (4 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 4: Component Locations (4 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 7: Component Locations (7 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 7: Component Locations (7 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 8: Component Locations (8 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 8: Component Locations (8 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 5: Component Locations (5 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 5: Component Locations (5 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 7: A/C (Cont), Auto Seat Belt Sys (Grids 24-27)Document1 page1991 Honda Civic CRX Fig. 7: A/C (Cont), Auto Seat Belt Sys (Grids 24-27)nickgraPas encore d'évaluation
- Building A Bicycle Generator PDFDocument5 pagesBuilding A Bicycle Generator PDFryanPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 2: Component Locations (2 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 2: Component Locations (2 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 3: Component Locations (3 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 3: Component Locations (3 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 1: Component Locations (1 of 11) : Ar ArDocument1 page1991 Honda Civic CRX Fig. 1: Component Locations (1 of 11) : Ar ArnickgraPas encore d'évaluation
- 1991 Honda Civic CRX Fig. 8: Instrument Cluster, Sunroof, Taillights (Grids 28-31)Document1 page1991 Honda Civic CRX Fig. 8: Instrument Cluster, Sunroof, Taillights (Grids 28-31)nickgraPas encore d'évaluation
- LOW-TECH MAGAZINE - Pedal Powered Farms and Factories - The Forgotten Future of The Stationary Bicycle PDFDocument24 pagesLOW-TECH MAGAZINE - Pedal Powered Farms and Factories - The Forgotten Future of The Stationary Bicycle PDFryanPas encore d'évaluation
- Ecg Holter With Software: User ManualDocument72 pagesEcg Holter With Software: User ManualJhancarlos JuanmacalderonPas encore d'évaluation
- Reflashing ST10F280Document17 pagesReflashing ST10F280Osvaldo MauceriPas encore d'évaluation
- Lecture3 - Three Phase Power Converter Control Strategies For Three Machine TypesDocument26 pagesLecture3 - Three Phase Power Converter Control Strategies For Three Machine Typesthulasi_krishnaPas encore d'évaluation
- Fault Finding For Charging System Diagnostic/TroubleshootingDocument4 pagesFault Finding For Charging System Diagnostic/TroubleshootingMinibikeTechPas encore d'évaluation
- Austin Isolation TransformerDocument9 pagesAustin Isolation TransformermithunprayagPas encore d'évaluation
- Computer Pilot 2010-0203Document92 pagesComputer Pilot 2010-0203Ambrose WatsonPas encore d'évaluation
- Lovato ContactorsDocument20 pagesLovato ContactorsIBRAHIM AL-SURAIHIPas encore d'évaluation
- 3.8.8 - Lista de Parâmetros Unidrive SPDocument26 pages3.8.8 - Lista de Parâmetros Unidrive SPAnonymous ugCWo0Acz3Pas encore d'évaluation
- CH 21. Nonmetals, Metalloids, Metals, and Metal Complexes: Brady & Senese, 5th EdDocument58 pagesCH 21. Nonmetals, Metalloids, Metals, and Metal Complexes: Brady & Senese, 5th EdZenonissya GalwanPas encore d'évaluation
- 2112f-Brake Motors PATAY 3463c enDocument85 pages2112f-Brake Motors PATAY 3463c enSagacious NItin50% (2)
- Atoma Medical Ehealth MarketingDocument14 pagesAtoma Medical Ehealth MarketingGregorius BimantoroPas encore d'évaluation
- Boiler Controller KS-98-1-Manual PDFDocument48 pagesBoiler Controller KS-98-1-Manual PDFRahul SinghPas encore d'évaluation
- Windows Movie MakerDocument6 pagesWindows Movie Makerclemmerb100% (1)
- Question Bank EE372 BMEDocument3 pagesQuestion Bank EE372 BMEabhilashkrishnantkPas encore d'évaluation
- DH-NVR6000 6000D 6000DRDocument4 pagesDH-NVR6000 6000D 6000DRPardeep RajanPas encore d'évaluation
- Energy Stored in A CapacitorDocument3 pagesEnergy Stored in A CapacitorVikash SharmaPas encore d'évaluation
- MTP3055E: N-CHANNEL 60V - 0.1 - 12A TO-220 Stripfet™ Power MosfetDocument9 pagesMTP3055E: N-CHANNEL 60V - 0.1 - 12A TO-220 Stripfet™ Power MosfetTomass123Pas encore d'évaluation
- EE 33-Measurements and Instrumentation: Unit-I-IntroductionDocument73 pagesEE 33-Measurements and Instrumentation: Unit-I-IntroductionSOWKATHKUTHBUDEEN_J14Pas encore d'évaluation
- ICS Inter Part Computer Guess PaperDocument4 pagesICS Inter Part Computer Guess Paperzahiid munirPas encore d'évaluation
- Sony cdx-gt310 Ver-1.3 SM PDFDocument37 pagesSony cdx-gt310 Ver-1.3 SM PDFElla EllaPas encore d'évaluation
- Naomi GD-ROM (Service) (English)Document47 pagesNaomi GD-ROM (Service) (English)Sławek BruźPas encore d'évaluation
- VLSI Physical Design: From Graph Partitioning To Timing ClosureDocument30 pagesVLSI Physical Design: From Graph Partitioning To Timing ClosurekamarajvlsiPas encore d'évaluation
- Coax Catalog - Times Microwave SystemDocument80 pagesCoax Catalog - Times Microwave SystemweirdjPas encore d'évaluation
- Viewnet Diy PricelistDocument2 pagesViewnet Diy PricelistmichaelpaulpenangPas encore d'évaluation
- Tutorials Inlogic GatesDocument8 pagesTutorials Inlogic GatesAbdullah Al AsikPas encore d'évaluation
- Formula of 2 Wire RTD, 3 Wire RTD & 4 Wire RTD.Document3 pagesFormula of 2 Wire RTD, 3 Wire RTD & 4 Wire RTD.kali bangonPas encore d'évaluation
- Miniature Circuit Breaker - Acti 9 xC60 MCBs - A9N2P10DDocument2 pagesMiniature Circuit Breaker - Acti 9 xC60 MCBs - A9N2P10DHapidz ErwinPas encore d'évaluation
- SM Charts and Microprogramming: ELEC 418 Advanced Digital Systems Dr. Ron HayneDocument38 pagesSM Charts and Microprogramming: ELEC 418 Advanced Digital Systems Dr. Ron Hayneashwani22Pas encore d'évaluation
- ECE313 Lesson5 DM ADM DPCM ADPCM 1stsem2023-24Document22 pagesECE313 Lesson5 DM ADM DPCM ADPCM 1stsem2023-24DelanPas encore d'évaluation