Vous aimerez peut-être aussi
- 1911 Slide JigDocument2 pages1911 Slide JigScott Worthington100% (1)
- Sheet Metal Ar15 LowerDocument12 pagesSheet Metal Ar15 LowerCharles Keeney100% (4)
- Fasteners and HardwareDocument42 pagesFasteners and HardwareAyman MousaPas encore d'évaluation
- MAC DB9 Build GuideDocument11 pagesMAC DB9 Build GuideJessie Radicke0% (1)
- NutsDocument3 pagesNutsMicheal JordanPas encore d'évaluation
- Fellows (Antiques)Document90 pagesFellows (Antiques)messapos100% (1)
- Thread CuttingDocument35 pagesThread CuttingSunil M100% (1)
- Chapter 6 Strategy Analysis and Choice: Strategic Management: A Competitive Advantage Approach, 16e (David)Document27 pagesChapter 6 Strategy Analysis and Choice: Strategic Management: A Competitive Advantage Approach, 16e (David)Masum ZamanPas encore d'évaluation
- Safety WireDocument22 pagesSafety Wirealden roblesPas encore d'évaluation
- NauseaDocument12 pagesNauseakazakom100% (2)
- Using A Chain BreakerDocument4 pagesUsing A Chain BreakerlusthawkPas encore d'évaluation
- What Is Urban PlanningDocument33 pagesWhat Is Urban PlanningDivine Grace FernandoPas encore d'évaluation
- The Gun Digest Book of Tactical Weapons Assembly/DisassemblyD'EverandThe Gun Digest Book of Tactical Weapons Assembly/DisassemblyPas encore d'évaluation
- Or HandoutDocument190 pagesOr Handoutyared haftu67% (6)
- 19d Impeller SpacingDocument9 pages19d Impeller Spacingbtgottlieb100% (1)
- Bead Roller: InstructionsDocument8 pagesBead Roller: InstructionsHamada HamadaPas encore d'évaluation
- Emd Mi315Document6 pagesEmd Mi315Jesse BarnettPas encore d'évaluation
- TESP12201R0Document20 pagesTESP12201R0Muhammad AliPas encore d'évaluation
- SL162B Helicoil PDFDocument2 pagesSL162B Helicoil PDFjeffrey_fay100% (2)
- STW 44 3 2 Model Course Leadership and Teamwork SecretariatDocument49 pagesSTW 44 3 2 Model Course Leadership and Teamwork Secretariatwaranchai83% (6)
- DACRON HighlanderManualChapter3Document49 pagesDACRON HighlanderManualChapter3wordpower777Pas encore d'évaluation
- Shield Assembly GuideDocument20 pagesShield Assembly GuideBrett DarbyPas encore d'évaluation
- Positive Displacement Bailer Assembly Procedure 911-213-99 Preparation of The Shear Piston/Bottom Fill Housing SubassemblyDocument9 pagesPositive Displacement Bailer Assembly Procedure 911-213-99 Preparation of The Shear Piston/Bottom Fill Housing SubassemblySergio H. Monje100% (1)
- AL30Z&AL40Z Installation GuideV1 1Document12 pagesAL30Z&AL40Z Installation GuideV1 1marco villenaPas encore d'évaluation
- Door Stop InstallationDocument20 pagesDoor Stop InstallationAdrian JugariuPas encore d'évaluation
- 2100d Installation GuideDocument20 pages2100d Installation GuideJazz TubaPas encore d'évaluation
- Activation Serrure KABADocument16 pagesActivation Serrure KABAlakogniguefousseniouattaraPas encore d'évaluation
- Chapter 1 Manual SGT 100Document13 pagesChapter 1 Manual SGT 100uche ekePas encore d'évaluation
- Boyd Storefront Installation InstructionsDocument26 pagesBoyd Storefront Installation InstructionsLamija MuhovićPas encore d'évaluation
- AL40B Installation GuideDocument12 pagesAL40B Installation Guidesdsit03.sbyPas encore d'évaluation
- PDFDocument10 pagesPDFPaul HuaraychiriPas encore d'évaluation
- Installation Instructions: WarningDocument6 pagesInstallation Instructions: WarningrobPas encore d'évaluation
- Quickvic™ Flexible Coupling For Steel Pipe: WarningDocument4 pagesQuickvic™ Flexible Coupling For Steel Pipe: WarningJose FloresPas encore d'évaluation
- M14 Mount Inst 200801Document1 pageM14 Mount Inst 200801falcom2Pas encore d'évaluation
- Assembly Instructions: Retrofit For Bridgeport Series 1 MillsDocument4 pagesAssembly Instructions: Retrofit For Bridgeport Series 1 MillsDustin_JanesPas encore d'évaluation
- Wombot Exilis Kit Assembly ManualDocument67 pagesWombot Exilis Kit Assembly ManualwindharmenPas encore d'évaluation
- Rear Sway Bar Installation InstructionsDocument4 pagesRear Sway Bar Installation InstructionsRaduPas encore d'évaluation
- Victaulic IT 995NDocument6 pagesVictaulic IT 995Nsatriani20Pas encore d'évaluation
- MANUAL 42560 A Radiator Valve - ENGDocument4 pagesMANUAL 42560 A Radiator Valve - ENGSiniša PerčićPas encore d'évaluation
- Asa de AndorinhaDocument10 pagesAsa de AndorinhajosimarPas encore d'évaluation
- Acson AHU O&M ManualDocument13 pagesAcson AHU O&M ManualKamran AhmedPas encore d'évaluation
- Chapter 1 - Shell PreparationDocument40 pagesChapter 1 - Shell PreparationEmanuel VidalPas encore d'évaluation
- Miter1000se Manual NewDocument8 pagesMiter1000se Manual Newmarcio cardimPas encore d'évaluation
- DACRON HighlanderManualChapter4Document18 pagesDACRON HighlanderManualChapter4wordpower777Pas encore d'évaluation
- MIDTERM in TECHWRITEDocument17 pagesMIDTERM in TECHWRITEChiyoPas encore d'évaluation
- Storz ManualDocument7 pagesStorz Manualhijodebudas100% (1)
- TSB136Document3 pagesTSB136ryan avinoPas encore d'évaluation
- VE5C VE Commodore Hard Lid ManualDocument13 pagesVE5C VE Commodore Hard Lid ManualmathewPas encore d'évaluation
- Install, Replacement ManualDocument1 pageInstall, Replacement Manualligar.linPas encore d'évaluation
- Triton-Powered Saw TableDocument32 pagesTriton-Powered Saw Tableauger88Pas encore d'évaluation
- Lycoming Starter AdapterDocument11 pagesLycoming Starter AdapterakPas encore d'évaluation
- 6991 5167 01 Rotation Unit P Head and Optional EquipmentDocument26 pages6991 5167 01 Rotation Unit P Head and Optional EquipmentoscarPas encore d'évaluation
- Assembling The Printrbot Play Kit (Model 1505)Document29 pagesAssembling The Printrbot Play Kit (Model 1505)Vishal PaiPas encore d'évaluation
- Double EclipseDocument3 pagesDouble EclipseGabriela PricopePas encore d'évaluation
- TL600 Installation GuideDocument19 pagesTL600 Installation GuideAllan Paul PanaPas encore d'évaluation
- Installing T400 Load Sensors: Doc #: 11080 Rev:A T400 InstallationDocument7 pagesInstalling T400 Load Sensors: Doc #: 11080 Rev:A T400 InstallationHusnulKhotimahPas encore d'évaluation
- Roller Shutter - Installation InstructionsDocument8 pagesRoller Shutter - Installation InstructionsFranjo PavlovicPas encore d'évaluation
- 37 1 606Document26 pages37 1 606khalafPas encore d'évaluation
- 3750, 3750-K & 3190 in Combination With Deadbolt Locks-EnGDocument5 pages3750, 3750-K & 3190 in Combination With Deadbolt Locks-EnGantonysolencPas encore d'évaluation
- Reciprocator Compact Single and MultiheadDocument14 pagesReciprocator Compact Single and MultiheadjoecentronePas encore d'évaluation
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRPas encore d'évaluation
- Ultraloq UL3: Installation InstructionsDocument12 pagesUltraloq UL3: Installation InstructionsMat WnPas encore d'évaluation
- US801453-TX9200-9500 Install and Service Manaul SW - 9 2Document63 pagesUS801453-TX9200-9500 Install and Service Manaul SW - 9 2Rickz2k8Pas encore d'évaluation
- Industrial Sliding Gate Operators: A10/D10/D10 Turbo Theft-Resistant Cage Parts IdentificationDocument8 pagesIndustrial Sliding Gate Operators: A10/D10/D10 Turbo Theft-Resistant Cage Parts IdentificationAndrás TóthPas encore d'évaluation
- Industrial Sliding Gate Operators: A10/D10/D10 Turbo Theft-Resistant Cage Parts IdentificationDocument8 pagesIndustrial Sliding Gate Operators: A10/D10/D10 Turbo Theft-Resistant Cage Parts IdentificationAndrás TóthPas encore d'évaluation
- Installation Guide: LS2 Dry Sleeve KitDocument18 pagesInstallation Guide: LS2 Dry Sleeve KitManabu WakisakaPas encore d'évaluation
- Cm-1000 Manual Can CrusherDocument5 pagesCm-1000 Manual Can CrusherOUYANGXU111Pas encore d'évaluation
- Abrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFDocument6 pagesAbrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFEsteban Vanegas AlvarezPas encore d'évaluation
- American Standard Mold Base QRFDocument4 pagesAmerican Standard Mold Base QRFEsteban Vanegas AlvarezPas encore d'évaluation
- SDS271 Diamond CompoundDocument7 pagesSDS271 Diamond CompoundEsteban Vanegas AlvarezPas encore d'évaluation
- Mold SaverDMEsav-msds 1Document7 pagesMold SaverDMEsav-msds 1Esteban Vanegas Alvarez100% (1)
- Cut Off WheelDMEcutoffwh-msdsDocument4 pagesCut Off WheelDMEcutoffwh-msdsEsteban Vanegas AlvarezPas encore d'évaluation
- NPB Single Zone TimerDocument1 pageNPB Single Zone TimerEsteban Vanegas AlvarezPas encore d'évaluation
- Jumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsDocument2 pagesJumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsEsteban Vanegas AlvarezPas encore d'évaluation
- Abrasive Sheets - ABW TypeDME ABW Abrasive SheetsDocument6 pagesAbrasive Sheets - ABW TypeDME ABW Abrasive SheetsEsteban Vanegas AlvarezPas encore d'évaluation
- Abrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFDocument6 pagesAbrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFEsteban Vanegas AlvarezPas encore d'évaluation
- Me M741 PS 999 PDFDocument2 pagesMe M741 PS 999 PDFEsteban Vanegas AlvarezPas encore d'évaluation
- PR Oc Ess Contr OlsDocument8 pagesPR Oc Ess Contr OlsEsteban Vanegas AlvarezPas encore d'évaluation
- Me 0704 PS 069Document2 pagesMe 0704 PS 069Esteban Vanegas AlvarezPas encore d'évaluation
- Abrasive Stones - General Purpose Type A and BDMEabstonesab-msdsDocument6 pagesAbrasive Stones - General Purpose Type A and BDMEabstonesab-msdsEsteban Vanegas AlvarezPas encore d'évaluation
- J Type Therm StandardsDocument1 pageJ Type Therm StandardsEsteban Vanegas AlvarezPas encore d'évaluation
- Me 0508 PS 058 PDFDocument3 pagesMe 0508 PS 058 PDFEsteban Vanegas AlvarezPas encore d'évaluation
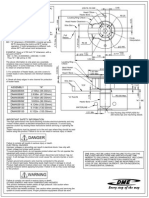
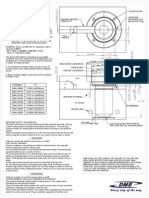
- Distibutor Tubes: Important Safety InformationDocument2 pagesDistibutor Tubes: Important Safety InformationEsteban Vanegas AlvarezPas encore d'évaluation
- Jumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsDocument2 pagesJumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsEsteban Vanegas AlvarezPas encore d'évaluation
- Me 0508 PS 059Document5 pagesMe 0508 PS 059Esteban Vanegas AlvarezPas encore d'évaluation
- Heater Replacement Instructions For Point Gate and Thru Hole TipsDocument2 pagesHeater Replacement Instructions For Point Gate and Thru Hole TipsEsteban Vanegas AlvarezPas encore d'évaluation
- Me 0708 PS 014Document2 pagesMe 0708 PS 014Esteban Vanegas AlvarezPas encore d'évaluation
- Me 0508 PS 057Document3 pagesMe 0508 PS 057Esteban Vanegas AlvarezPas encore d'évaluation
- Thinswitch Installation InstructionsDocument2 pagesThinswitch Installation InstructionsEsteban Vanegas AlvarezPas encore d'évaluation
- Me 0508 PS 059Document5 pagesMe 0508 PS 059Esteban Vanegas AlvarezPas encore d'évaluation
- D-M-E Mold Straps: Important Safety InformationDocument1 pageD-M-E Mold Straps: Important Safety InformationEsteban Vanegas AlvarezPas encore d'évaluation
- S-Series Straight-Shot T-Series Straight-ShotDocument2 pagesS-Series Straight-Shot T-Series Straight-ShotEsteban Vanegas AlvarezPas encore d'évaluation
- Drum Heater Installation English Sept 2015Document1 pageDrum Heater Installation English Sept 2015Esteban Vanegas AlvarezPas encore d'évaluation
- DMEInternalLatchLock DKL CAMFingerRemoval InstallationDocument5 pagesDMEInternalLatchLock DKL CAMFingerRemoval InstallationEsteban Vanegas AlvarezPas encore d'évaluation
- Me 100005 0227Document2 pagesMe 100005 0227Esteban Vanegas AlvarezPas encore d'évaluation
- Me 100005 0827Document2 pagesMe 100005 0827Esteban Vanegas AlvarezPas encore d'évaluation
- Ferrero A.M. Et Al. (2015) - Experimental Tests For The Application of An Analytical Model For Flexible Debris Flow Barrier Design PDFDocument10 pagesFerrero A.M. Et Al. (2015) - Experimental Tests For The Application of An Analytical Model For Flexible Debris Flow Barrier Design PDFEnrico MassaPas encore d'évaluation
- The Philippine GovernmentDocument21 pagesThe Philippine GovernmentChristel ChuchipPas encore d'évaluation
- University of Ghana: This Paper Contains Two Parts (PART I and PART II) Answer All Questions From Both PARTSDocument3 pagesUniversity of Ghana: This Paper Contains Two Parts (PART I and PART II) Answer All Questions From Both PARTSPhilip Pearce-PearsonPas encore d'évaluation
- Wiska Varitain - 0912Document18 pagesWiska Varitain - 0912Anonymous hHWOMl4FvPas encore d'évaluation
- God Reproducing Himself in UsDocument6 pagesGod Reproducing Himself in UsLisa100% (1)
- Swift As A MisanthropeDocument4 pagesSwift As A MisanthropeindrajitPas encore d'évaluation
- WCDMA Radio Access OverviewDocument8 pagesWCDMA Radio Access OverviewDocMasterPas encore d'évaluation
- School Activity Calendar - Millsberry SchoolDocument2 pagesSchool Activity Calendar - Millsberry SchoolSushil DahalPas encore d'évaluation
- Adigwe J. C.: ATBU, Journal of Science, Technology & Education (JOSTE) Vol. 3 (1), January, 2015 ISSN: 2277-0011Document16 pagesAdigwe J. C.: ATBU, Journal of Science, Technology & Education (JOSTE) Vol. 3 (1), January, 2015 ISSN: 2277-0011AnnyPas encore d'évaluation
- Nationalism, Feminism, and Modernity in PalestineDocument26 pagesNationalism, Feminism, and Modernity in PalestinebobandjoerockPas encore d'évaluation
- Ortho TechnologyDocument196 pagesOrtho Technologyr3doc3Pas encore d'évaluation
- Pizza Restaurant PowerPoint TemplatesDocument49 pagesPizza Restaurant PowerPoint TemplatesAindrila BeraPas encore d'évaluation
- IPC PL 11 006 MS Auditors Issue 7.05Document32 pagesIPC PL 11 006 MS Auditors Issue 7.05saladinPas encore d'évaluation
- Pipe Freezing StudyDocument8 pagesPipe Freezing StudymirekwaznyPas encore d'évaluation
- 3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideDocument6 pages3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideYuukinoriPas encore d'évaluation
- NA ReadingStrategies U5M11L03Document1 pageNA ReadingStrategies U5M11L03Lila AlwaerPas encore d'évaluation
- 12 Logarithm Approximate FloatingDocument6 pages12 Logarithm Approximate FloatingPhilippe Englert VelhaPas encore d'évaluation
- World of Self, Family and Friends UNIT 4 - Lunchtime Speaking 37 Wednesday Friendship LanguageDocument11 pagesWorld of Self, Family and Friends UNIT 4 - Lunchtime Speaking 37 Wednesday Friendship LanguageAin NawwarPas encore d'évaluation
- FIGMADocument22 pagesFIGMACessPas encore d'évaluation
- Assessment - UK Forestry Data ICT THEORY For CAT1Document13 pagesAssessment - UK Forestry Data ICT THEORY For CAT1Joanna AchemaPas encore d'évaluation
- Cornish BoilerDocument3 pagesCornish BoilerDeepak KV ReddyPas encore d'évaluation
- Icc Esr-2302 Kb3 ConcreteDocument11 pagesIcc Esr-2302 Kb3 ConcretexpertsteelPas encore d'évaluation
- Lord of The Flies - Chapter Comprehension QuestionsDocument19 pagesLord of The Flies - Chapter Comprehension Questionsjosh johnsyPas encore d'évaluation