Académique Documents
Professionnel Documents
Culture Documents
Enegep2003 TR0109 1758
Transféré par
jocadelgado7436Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Enegep2003 TR0109 1758
Transféré par
jocadelgado7436Droits d'auteur :
Formats disponibles
XXIII Encontro Nac. de Eng.
de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Manutenção Produtiva Total (TPM): uma ferramenta para o aumento
do índice de eficiência global da empresa
Silvério Fonseca Kmita (UFRGS) silverio@ppgep.ufrgs.br
Resumo
O objetivo deste trabalho é prover uma visão geral sobre a Manutenção Produtiva Total,
conhecida pela sigla TPM (Total Productive Maintenance). São apresentados alguns
conceitos, mostrando a evolução da manutenção e suas ligações com outras ferramentas da
Produção Enxuta. Também descreve-se um estudo de caso conduzido no setor de Fundição,
em uma empresa da grande Porto Alegre, fabricante de equipamentos para medição de
energia elétrica. Mostra-se o desenvolvimento da implementação do trabalho na empresa, o
envolvimento dos funcionários, as melhorias das condições de trabalho (ambientais,
organização do trabalho e segurança) e o conseqüente reflexo na produção: maior
produtividade.
Palavras chave: Planejamento, Manutenção, Eficiência.
1. Introdução
A história da manutenção mostra que, em pouco mais de 100 anos, ela evoluiu de sua
condição inicial de “socorro” para permitir a continuidade da produção, após uma quebra,
para uma necessidade de produção, ou seja, uma ferramenta que confere confiabilidade a um
processo produtivo (ASSIS, 1997). Em curto espaço de tempo, o Socorro passa a ser uma
Manutenção Corretiva, que evolui para uma Manutenção Preventiva, em seguida para uma
Manutenção Preditiva, até a criação da TPM (Total Productive Maintenance) ou Manutenção
Produtiva Total.
Até a década de 1950, a Manutenção era Corretiva ou de Emergência, também conhecida
como a Manutenção de Quebra (SLACK, 1999), que apenas corrige o defeito declarado.
Neste tipo de manutenção, de baixa confiabilidade, não há tempo para preparação do serviço,
o departamento de manutenção é comandado pelos equipamentos, a produtividade é baixa, o
tempo médio entre falhas (TMEF) é baixo, a qualidade do serviço é inconstante e, em
decorrência, o custo é alto. Para remediar estas características, e aumentar a confiabilidade,
garantir mais constância de qualidade, aumentar a produtividade e o TMEF, na década de 50,
a Manutenção passa a ter caráter Preventivo, atuando, em intervalos pré-planejados, na
limpeza, lubrificação, substituição e verificação das instalações. Há dois tipos de Manutenção
Preventiva: a baseada em tempo ou sistemática e a baseada em estado ou condição
(CABRAL, 1998). melhora a competitividade
Na década de 60, a Manutenção torna-se Preditiva, ocorrendo somente quando é necessária, o
que permite a continuidade da produção pelo maior tempo possível. A prevenção das falhas é
feita por meio do monitoramento das condições, com as máquinas e equipamentos em
operação. As características desta Manutenção são: prediz as condições dos equipamentos,
detecta o mau funcionamento e planeja a intervenção, reduz o custo por evitar paradas
ENEGEP 2003 ABEPRO 1
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
desnecessárias, exige aparelhos de medição e instrumentação, inspeção simples com
observações freqüentes, aumenta a disponibilidade, aumenta confiabilidade, qualidade mais
constante, aumenta produtividade, melhora competitividade e aumenta o TMEF.
No início da década de 70, no Japão, surge a Manutenção Produtiva Total (XENOS, 1998)
criada e desenvolvida dentro das concepções do Sistema Toyota de Produção (STP) com a
filosofia de eliminar os desperdícios, envolver todos os funcionários e aprimorar
continuamente as técnicas e pessoas envolvidas (ASSIS, 1997). Suas principais características
são: respeito individual e total participação dos empregados, melhorias direcionadas para
operadores, operador detecta e soluciona falhas, integração da operação com a manutenção,
atuação da autônoma do operador no equipamento que opera, operador é responsável pelo
“seu equipamento”, a manutenção dos meios de produção deve ser preocupação de todos,
máxima eficiência do sistema de produção, aumenta a disponibilidade, aumenta a
confiabilidade, buscar zero acidentes, qualidade mais constante, buscar zero defeitos, buscar
zero quebra/falha, aumenta produtividade, melhora a competitividade, aumenta o TMEF.
A Manutenção Produtiva Total (TPM) é definida, segundo Nakajima (1998) como “(...) a
manutenção produtiva realizada por todos os empregados através de atividades de pequenos
grupos”, onde a manutenção produtiva é “(...) gestão de manutenção que reconhece a
importância de confiabilidade, manutenção e eficiência econômica no projeto de fábricas”.
A TPM visa estabelecer uma boa prática de manutenção na produção através da perseguição
das “cinco metas da TPM”: 1) Melhorar a eficácia dos equipamentos; 2) Realizar manutenção
autônoma; 3) Planejar a manutenção;4) Treinar todo o pessoal em habilidades de manutenção
relevantes; 5) Conseguir gerir os equipamentos logo no início (DIAS, 2001).
Este artigo aborda a utilização da TPM no setor de Fundição de uma empresa metal-mecânica,
localizada no Estado do Rio Grande do Sul. Mostra-se todas as etapas percorridas para sua
implantação e destaca-se a sua importância para o balanceamento da produção, fato que
resultou em maior produtividade.
2. A empresa
A Empresa, localizada na grande Porto Alegre, tem como objetivo principal a fabricação de
equipamentos para medição de energia elétrica com uma capacidade produtiva mensal de
60.000 equipamentos monofásicos e 9.000 trifásicos. Basicamente, a fábrica está composta
por seis departamentos: Fundição, Usinagem, Montagem inicial, Montagem final, Calibração
e Fechamento. Possui atualmente 305 empregados que desenvolvem suas atividades em dois
turnos de trabalho:
Turno 1: Segunda a sexta: das 7hs. às 17hs (1h e 30 min. de intervalo);
Turno 2: Segunda a sexta: das 22hs às 7hs (1h de intervalo).
3. Aplicação da TPM no setor de Fundição
A utilização da TPM no setor de Fundição justifica-se, pois ele é considerado o “gargalo da
fábrica”. As máquinas injetoras da Fundição vinham apresentando altos índices de peças
defeituosas, comprometendo a eficiência global do processo produtivo, pois os demais setores
dependem integralmente da produção de peças do setor de Fundição. O setor possui três
injetoras de peças de alumínio, responsáveis pela fabricação de oito componentes diferentes e,
portanto, falhas, problemas e paradas acarretam um desequilíbrio no fluxo de produção. A
Figura 1 mostra uma visão lateral da injetora.
ENEGEP 2003 ABEPRO 2
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Figura 1: Vista lateral da injetora de alumínio.
4. Estruturação para desenvolvimento da TPM
O primeiro passo dado para a implantação do TPM na empresa foi a criação de um ambiente
propício para tal, que compreendeu: o desenvolvimento de roteiros de ação, tendo-se
baseando em históricos de intervenção corretivas anteriores; a montagem de equipes para as
diversas áreas de atuação; o levantamento do tipo de trabalho a ser realizado, material
utilizado, ferramentas utilizadas, tempo gasto e custo envolvido. Nesta etapa, buscou-se
também o auxílio daquilo que se chamou elementos básicos para a manutenção preventiva, ou
seja, ter em mãos todo o material técnico disponível (manual de instalação de máquinas,
manual de manutenção mecânica, manual de manutenção elétrica, manual de manutenção
eletrônica, catálogos em gerais de manutenção). Somado a isso, buscou-se agregar o
conhecimento tácito de funcionários que já vinham atuando no setor.
5. Execução da TPM
5.1 limpeza da área
Nesta etapa, agregou-se ao TPM o conceito dos 5S’s (traduzido do japonês para o português
como: Ordem, Limpeza, Higiene, Arrumação e Educação). Nakajima (1988) deixou claro que
a implementação prioritária dos 5S’s deveria ser a limpeza, inclusive do piso da área de
trabalho e, posteriormente, das áreas/máquinas ou equipamentos de difícil acesso e que
contribuem como causa de quebra e defeitos. Esses conceitos foram utilizados no setor de
Fundição, onde observou-se os seguintes itens: limpeza inicial, medidas contra fontes
geradoras de problemas e locais de difícil acesso, elaboração de normas para limpeza e
lubrificação, inspeção geral, inspeção por iniciativa própria, arrumação e limpeza e efetivação
do controle por iniciativa própria.
Foi, então, definido os dias que o TPM no setor de Fundição teria uma ação direta de uma
equipe composta por funcionários do setor, engenheiros, técnicos, estagiários e até mesmo
pessoal da gerência. No primeiro dia buscou-se fazer uma limpeza total do setor (Figura 2),
deixando as máquinas injetoras mais limpas possíveis, limpando painéis de controle, tirando
objetos estranhos ao setor (caixas, ferramentas, sucatas, etc.), enfim deixando o setor da
fundição o mais organizado possível. Nota-se que nessa fase inicial já se passava a idéia da
ENEGEP 2003 ABEPRO 3
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
abrangência geral do trabalho que se pretendia realizar, principalmente para motivar as
pessoas e mostrar os resultados que se poderia obter.
Figura 2: limpeza de partes internas e externas da injetora.
5.2 plano de lubrificação
Um dos fatores mais importantes dentro de um plano de manutenção de máquinas é o
desenvolvimento de um plano de lubrificação, um dos principais fatores a ser observado para
o bom funcionamento e aumento da vida útil das máquinas. Fez-se, então, um mapeamento e
identificação dos pontos a serem lubrificados e buscou-se, junto aos fornecedores de
lubrificantes, elaborar um plano de informações necessárias mostrando os tipos de
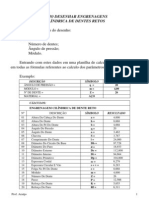
lubrificantes (óleo/graxa), freqüências, método, local e equipamento a serem usados (Tabela
1).
Máquina Peças a Aplicação Produtos Serviços Período
lubrificar recomendados
Tanque Bomba de Óleo Móbil Verificar Anual
principal enchimento DTE 26 Trocar
INJETORA Redutor Manual Graxa Mobil- Verificar Trimestral
Bomba manual plex especial Trocar
Óleo Móbil Lubrificar
DE
632
Caixa de Manual Óleo Móbil Verificar Semanal
ALUMÍNIO redução 632 Completar
Correntes Manual Graxa Verificar Semestral
AGRATI Mobilux
e Lubrificar
EP 2
guias
CF 250 T
Lubrificaçã Manual Óleo Móbil Verificar Semanal
o central 632 Completar
Tabela 1: Exemplo de tabela com plano de ação.
ENEGEP 2003 ABEPRO 4
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
5.3 capacitação de pessoal
A implantação do TPM é um projeto contínuo, que também leva em conta a qualidade de vida
do operador, pois ele é a principal peça para o sucesso do programa. Já que é ele quem
mantém contato diário com a máquina: investir no operador é investir no êxito do trabalho de
manutenção(VICTOR, 1994). Tendo esta consciência, foram promovidos cursos de
qualificação para os funcionários usuários das máquinas destacando-se a importância dos
equipamentos na conservação da máxima eficiência global do processo produtivo e
mostrando-se, na prática, como se implanta a Manutenção Produtiva Total. Nos cursos, foram
definidas máquinas e peças a lubrificar, orientou-se sobre as aplicações de lubrificantes,
produtos recomendados, serviços a serem efetuados, período de lubrificação, entre outros, e
principalmente, apresentou-se novos conceitos e técnicas de manutenção. Os cursos foram
oferecidos pela empresa, com distribuição de material didático, mas foram ministrados por
uma empresa terceirizada especializada em acessoria empresarial.
5.4 elaboração do roteiro de atividades
Após o término dessas fases iniciais, montou-se um relatório com um plano de ação além da
criação de uma tabela de registro, feito pelos próprios funcionários, para manter o controle
sobre as ações tomadas. O roteiro de atividades foi fixado em local de fácil visualização
buscando facilitar os procedimentos de lubrificação e limpeza. A tabela de registro e roteiro
das atividades pode ser vista na Figura 3.
Figura 3: Tabela de registros e roteiros de atividades.
5.5 melhoria das condições de trabalho.
Após a limpeza das máquinas e do setor, dos cursos de treinamento, e da elaboração de
roteiros, buscou-se oferecer melhores condições de trabalho, sendo as prioridades definidas
junto aos funcionários. Uma das principais reivindicações dos trabalhadores foi a ventilação
do setor e, desta forma, colocou-se ventiladores próximos ao teto, direcionados ao funcionário
para que ele não sofresse, diretamente, o impacto do calor quando a peça é injetada e ao tirar
o alumínio dos fornos (Figura 4). Também disponibilizou-se ventiladores individuais, que o
operador direcionasse conforme sua vontade (Figura 5).
ENEGEP 2003 ABEPRO 5
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Figura 4: Colocação de ventiladores (teto) para melhorias ambientais
Figura 5: Ventiladores individuais
Ainda na busca de fornecer melhores condições de trabalho aos funcionários, foi enfatizada a
organização do setor. Disponibilizou-se materiais de limpeza, equipamentos de lubrificações,
novos equipamentos de proteção individual (EPI’s), entre outros (Figura 6), tudo em local
determinado e demarcado (Figura 7). Segurança e meio ambiente também são enfatizados,
conforme mostra a Figura 8.
Figura 6 (esquerda): material disponibilizado e Figura 7 (direita): demarcação de locais no setor.
ENEGEP 2003 ABEPRO 6
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Figura 8: Painéis sobre procedimentos ambientais e de segurança.
Os armários, com ferramentas (Figura 9), foram disponibilizados próximos às injetoras,
evitando perdas por deslocamentos. Isto facilita, também, a troca dos moldes de injeção,
tornando os set ups mais rápidos.
Figura 9: Armário com ferramentas.
5.6 definição de horário de inspeção
Foi necessário estipular um horário específico, dentro do turno de trabalho, para fazer a
inspeção e limpeza das máquinas injetoras: definiu-se então, que no fim de cada turno seria
reservada uma hora para a realização dessas atividades (primeiro turno das 16 hs às 17 hs e
segundo turno das 6 hs às 7 hs ).
O atendimento eficiente da Manutenção nas resoluções de problemas nas máquinas injetoras,
que fogem do escopo do operador, foi viabilizado por meio de um sistema de cartões,
(Kanban): o operador coloca o cartão de verificação em um local determinado, e o técnico da
manutenção passa diariamente para verificá-lo e encaminhar a resolução do problema
identificado.
5.7 acompanhamento dos procedimentos da TPM
A TPM é um processo contínuo e, justamente por isso, necessita de um acompanhamento para
observar os pontos fortes e fracos do seu desenvolvimento, ou seja, onde e como deve-se atuar
com maior ênfase. Para isso, no setor de Fundição, foi desenvolvido um roteiro visando
verificar o cumprimento dos procedimentos referentes à TPM. Este roteiro é aplicado aos
postos, na forma de auditoria interna.
ENEGEP 2003 ABEPRO 7
XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
6. Conclusão
Este artigo apresentou a implementação do TPM no setor de Fundição de uma empresa
fabricante de medidores elétricos da grande Porto Alegre/RS, por ser um setor considerado
“gargalo da produção” que vinha apresentando falhas na produção de peças. Foi dada atenção
especial à contínua qualificação dos funcionários (cursos de capacitação), permitindo que os
mesmos tivessem cada vez mais conhecimento sobre as máquinas que operam. Outro item
importante para o sucesso da TPM é a informatização das atividades de manutenção, por meio
de programas que padronizem a coleta de informações. Isso diminui o tempo “solicitação-
atendimento” da manutenção e facilita para que a TPM possa ser expandida a todos os setores
da fábrica. Após os estágios de implementação da TPM, gradativamente foi se atingindo as
metas de produção. A capacidade produtiva mensal da empresa aumentou, passou de 60.000
equipamentos monofásicos para 61.500 e de 9.000 trifásicos para 13.200 unidades com um
aumento adjacente da qualidade da produção. No estudo, foi observado que os setores de
montagem e calibração, que trabalham com ajustes muito pequenos, ganharam com a
qualidade das peças produzidas, pois a execução do trabalho foi facilitada diminuindo o
número de retrabalho e sucata. Como conseqüência geral, toda cadeia produtiva ganhou,
diminuindo o lead time dos produtos. Em paralelo ao aumento de produção e da qualidade dos
produtos, notou-se que a aplicação do TPM colaborou para que a fábrica ficasse menos
“tensionada”, ou seja, com menor pressão das chefias e entres setores.
Pode-se considerar que a aplicação da TPM reflete no índice de eficiência global da empresa,
pois a ferramenta, quando bem implementada, traz resultados tanto para a produção quanto
para a qualidade de vida do trabalhador.
Referências
ASSIS, R. (1997) Manutenção centrada na confiabilidade – Economia das decisões, Lidel, Edições Técnicas,
Lisboa.
CABRAL, J. S. (1998) Organização e gestão da manutenção – dos conceitos à prática, Lidel, Edições Técnicas,
Lisboa.
DIAS, S. L.V.(2001) Produção Enxuta, notas de aula, Porto Alegre.
NAKAJIMA, S. (1988) Total Productive Maintenance. Productivity Press.
PINTO, C. V. (1999) Organização e gestão da manutenção, Monitor, Lisboa.
SLACK, N. et al. (1999) Administração da Produção. Ed. Atlas.
VICTOR, M., OLMEDO L.N. (1994) TPM a moda brasileira, Makrol Books, São Paulo.
XENOS, G.H. (1998) Gerenciamento a manutenção produtiva, Dg editora, Belo Hororizonte.
ENEGEP 2003 ABEPRO 8
Vous aimerez peut-être aussi
- Guincho GiratórioDocument3 pagesGuincho GiratórioJosé Luiz Fevereiro100% (3)
- Senai Mecanica Tratamento TermicoDocument14 pagesSenai Mecanica Tratamento TermicofenixcrossPas encore d'évaluation
- Calculando A Proximação Do Anel GraduadoDocument4 pagesCalculando A Proximação Do Anel GraduadobpivlabPas encore d'évaluation
- Calculo Transportador HelicoidalDocument11 pagesCalculo Transportador HelicoidalAdrián Eric Weyerstall100% (2)
- Engrenagem PlanetariaDocument53 pagesEngrenagem PlanetariaGuilherme HenriquePas encore d'évaluation
- Fresan DoDocument8 pagesFresan DoGuilherme HenriquePas encore d'évaluation
- Chaveta DIN 6885Document1 pageChaveta DIN 6885dibhvip100% (3)
- Aula 09 - Cálculos de RoscasDocument10 pagesAula 09 - Cálculos de RoscasDouglas Gomes100% (11)
- Aula 12 - Cálculo Engrenagens CilidricasDocument10 pagesAula 12 - Cálculo Engrenagens CilidricasDouglas Gomes92% (13)
- Cálculo Da Resistência de Vigas e Perfis PDFDocument24 pagesCálculo Da Resistência de Vigas e Perfis PDFGilvan Silva100% (2)
- Cálculo Da Resistência de Vigas e Perfis PDFDocument24 pagesCálculo Da Resistência de Vigas e Perfis PDFGilvan Silva100% (2)
- Alinhamento de EixosDocument32 pagesAlinhamento de EixosPaulo Fernando100% (3)
- CementaçãoDocument9 pagesCementaçãoGuilherme HenriquePas encore d'évaluation
- Manual de Construção em Aço - Ligacoes em Estruturas MetalicasDocument88 pagesManual de Construção em Aço - Ligacoes em Estruturas MetalicasAlessandra Gil100% (1)
- Manual de Construção em Aço - Ligacoes em Estruturas MetalicasDocument88 pagesManual de Construção em Aço - Ligacoes em Estruturas MetalicasAlessandra Gil100% (1)
- Calculo - Viga Ponte RolanteDocument29 pagesCalculo - Viga Ponte RolantePaulo LaraPas encore d'évaluation
- Apostila Cálculos MecânicosDocument157 pagesApostila Cálculos MecânicosFlávia Patrocínio SimõesPas encore d'évaluation
- Apostila Sobre FlexãoDocument20 pagesApostila Sobre FlexãoJairo Ana CruzPas encore d'évaluation
- Tratamento Térmico SpectuDocument26 pagesTratamento Térmico SpectuvfsantoPas encore d'évaluation
- Básico de EngrenagensDocument21 pagesBásico de EngrenagenseduserenzaPas encore d'évaluation
- I - Dimensionamento Eixos e VigasDocument13 pagesI - Dimensionamento Eixos e Vigascleber01Pas encore d'évaluation
- Engrenagem Teoria CompletaDocument40 pagesEngrenagem Teoria CompletarobertolaurinoPas encore d'évaluation
- NBR 6120 (2017) - RevisãoDocument64 pagesNBR 6120 (2017) - RevisãoMarcelo Rubens F. Silva100% (1)
- Trabalho Sobre EngrenagensDocument23 pagesTrabalho Sobre EngrenagensRoberto CoelhoPas encore d'évaluation
- ToleranciasDocument8 pagesToleranciaslmosconPas encore d'évaluation
- Plano de Fabricacao - Eng - Cil - HelicoidalDocument7 pagesPlano de Fabricacao - Eng - Cil - HelicoidalGuilherme HenriquePas encore d'évaluation
- Apostila Sobre FlexãoDocument20 pagesApostila Sobre FlexãoJairo Ana CruzPas encore d'évaluation
- Telecurso 2000 - Desenho Técnico - 03 - Desenhando Perspectiva IsométricaDocument7 pagesTelecurso 2000 - Desenho Técnico - 03 - Desenhando Perspectiva IsométricafersapoPas encore d'évaluation
- Como Desenhar Uma Eng. Cilindrica Dente Reto No AutoCADDocument15 pagesComo Desenhar Uma Eng. Cilindrica Dente Reto No AutoCADMarco SilvaPas encore d'évaluation
- Dimensionam. de Engrenagens Cilíndricas Com Dentes Retos-1Document10 pagesDimensionam. de Engrenagens Cilíndricas Com Dentes Retos-1Marcio ChiaratoPas encore d'évaluation