Vous aimerez peut-être aussi
- Waterproofing of Foundations of Buildings and Special StructuresDocument18 pagesWaterproofing of Foundations of Buildings and Special StructuresBhuidhar Verma100% (1)
- GE QA QC PlanDocument103 pagesGE QA QC PlanchezzkonsultPas encore d'évaluation
- Construction Material Management On Project SitesDocument5 pagesConstruction Material Management On Project SitesArathi KrishnaPas encore d'évaluation
- Criteria for Design of RCC Staging for Overhead Water TanksDocument44 pagesCriteria for Design of RCC Staging for Overhead Water TanksSyed Mohd MehdiPas encore d'évaluation
- Road GlossaryDocument26 pagesRoad GlossaryBhuidhar VermaPas encore d'évaluation
- Inspchecklist PDFDocument139 pagesInspchecklist PDFBhuidhar VermaPas encore d'évaluation
- CIA Concrete Durability Tests GuideDocument97 pagesCIA Concrete Durability Tests GuideRush Yoganathan100% (1)
- Design-Rcc Over Head TankDocument82 pagesDesign-Rcc Over Head Tankjay_p_shah60% (5)
- Goran Mohammed AbobakerDocument13 pagesGoran Mohammed AbobakerShriPas encore d'évaluation
- Updated FIDIC Contracts 2017 Mar 2018 PDFDocument3 pagesUpdated FIDIC Contracts 2017 Mar 2018 PDFBhuidhar VermaPas encore d'évaluation
- Implementation of The Maturity Method For Zero-Slump Concrete ProductsDocument12 pagesImplementation of The Maturity Method For Zero-Slump Concrete ProductsBhuidhar VermaPas encore d'évaluation
- ASTM C-403 Needle Penetration Test PDFDocument6 pagesASTM C-403 Needle Penetration Test PDFJohn PaulsyPas encore d'évaluation
- Geometric DesignDocument16 pagesGeometric DesignBhuidhar VermaPas encore d'évaluation
- Chapter Washim PDFDocument34 pagesChapter Washim PDFBhuidhar VermaPas encore d'évaluation
- Code of Practice For Precast Concrete ConstructionDocument73 pagesCode of Practice For Precast Concrete ConstructionAlaaGaballa100% (4)
- Bitumen SpecDocument1 pageBitumen SpecvikasbadhanPas encore d'évaluation
- Yavatmal Dips 12-13 PDFDocument23 pagesYavatmal Dips 12-13 PDFBhuidhar VermaPas encore d'évaluation
- Hyderabad Metro MSSDocument272 pagesHyderabad Metro MSSplakrabhelPas encore d'évaluation
- SataraDocument35 pagesSataraBhuidhar VermaPas encore d'évaluation
- PMC - Kalyan Smart CityDocument56 pagesPMC - Kalyan Smart CityBhuidhar Verma0% (1)
- Dindigul Bypass To Samyanallore On NH 7 in The State of Tamil Nadu Vol - IIDocument89 pagesDindigul Bypass To Samyanallore On NH 7 in The State of Tamil Nadu Vol - IIrangarajan1989Pas encore d'évaluation
- PMC - Kalyan Smart CityDocument56 pagesPMC - Kalyan Smart CityBhuidhar Verma0% (1)
- Traffic Validation Study For Gadag City Bypass - A Case StudyDocument8 pagesTraffic Validation Study For Gadag City Bypass - A Case StudyBhuidhar VermaPas encore d'évaluation
- 0 1713 1 PDFDocument104 pages0 1713 1 PDFBhuidhar VermaPas encore d'évaluation
- Traffic Validation Study For Gadag City Bypass - A Case StudyDocument8 pagesTraffic Validation Study For Gadag City Bypass - A Case StudyBhuidhar VermaPas encore d'évaluation
- Ips NandedDocument21 pagesIps NandedBhuidhar VermaPas encore d'évaluation
- Bitumen SpecDocument1 pageBitumen SpecvikasbadhanPas encore d'évaluation
- Yavatmal Dips 12-13 PDFDocument23 pagesYavatmal Dips 12-13 PDFBhuidhar VermaPas encore d'évaluation
- Mumbai Corporation Unified Rates ScheduleDocument210 pagesMumbai Corporation Unified Rates Scheduletops123100% (1)
- Chapter WashimDocument34 pagesChapter WashimBhuidhar VermaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- British Standards and Codes of Practice Relating To Steel ConstructionDocument23 pagesBritish Standards and Codes of Practice Relating To Steel ConstructionChris LiuPas encore d'évaluation
- Bend TestDocument14 pagesBend TesttengkustrengthPas encore d'évaluation
- Is 1367 8 2002Document24 pagesIs 1367 8 2002Palani JayaramanPas encore d'évaluation
- Introduction To Welding - 1 GCDocument66 pagesIntroduction To Welding - 1 GCkr_abhijeet72356587Pas encore d'évaluation
- 4.4.4 Gold PlatingDocument12 pages4.4.4 Gold PlatingSalem GarrabPas encore d'évaluation
- Name List For Induction at BOMCDocument2 pagesName List For Induction at BOMCWahyu PambudiPas encore d'évaluation
- Investment Casting: Lab Report ME-223 Advance Workshop PracticeDocument2 pagesInvestment Casting: Lab Report ME-223 Advance Workshop PracticeMomina ShakeelPas encore d'évaluation
- Thread GageDocument30 pagesThread GageRosendo RizoPas encore d'évaluation
- Literature ReviewDocument15 pagesLiterature Reviewnwaokorie_thaddeusPas encore d'évaluation
- Paintry Finance Room Floor PlanDocument1 pagePaintry Finance Room Floor PlanSanjay JangirPas encore d'évaluation
- Manual de Roscas EstandaresDocument136 pagesManual de Roscas EstandaresDavid AgPas encore d'évaluation
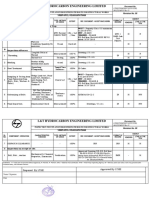
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQvePas encore d'évaluation
- Drilling & BoringDocument14 pagesDrilling & BoringDanur M' PahleviPas encore d'évaluation
- Tools and Equipments AviationDocument72 pagesTools and Equipments AviationJustus JosephPas encore d'évaluation
- O1 Tool Steels Material Property Data Sheet - Product Availability and Request A QuoteDocument3 pagesO1 Tool Steels Material Property Data Sheet - Product Availability and Request A QuoteKar GayeePas encore d'évaluation
- Jeep-Willys DmiDocument14 pagesJeep-Willys DmiGabriel Fodor100% (1)
- Replacement Wear Parts For KMMP HENLEYDocument24 pagesReplacement Wear Parts For KMMP HENLEYCyeCyePas encore d'évaluation
- BS 00919 4 2007Document70 pagesBS 00919 4 2007jimPas encore d'évaluation
- BT1340G/1 Bench Lathe Operation ManualDocument55 pagesBT1340G/1 Bench Lathe Operation ManualJhon SantosPas encore d'évaluation
- Nut and bolt thread load ratiosDocument1 pageNut and bolt thread load ratiosaataylor830% (1)
- Shopnotes 88 Dovetailed Shoulder PlaneDocument8 pagesShopnotes 88 Dovetailed Shoulder PlaneJulio Cesar OliveiraPas encore d'évaluation
- 45 Manufacturing of High Precision BoresDocument169 pages45 Manufacturing of High Precision BoresTuấnAnhPas encore d'évaluation
- GN4 - Hand Tools and Power Tools - Heavy Equipment SafetyDocument123 pagesGN4 - Hand Tools and Power Tools - Heavy Equipment SafetyNavi AgeinPas encore d'évaluation
- Machining Process-Ii: (Assignment)Document5 pagesMachining Process-Ii: (Assignment)Sobia JamilPas encore d'évaluation
- Drilling-Machine Group 5Document19 pagesDrilling-Machine Group 5Chandra Kiran HjPas encore d'évaluation
- ME 2252 MANUFACTURING TECHNOLOGY – II: Abrasive Processes and Gear CuttingDocument87 pagesME 2252 MANUFACTURING TECHNOLOGY – II: Abrasive Processes and Gear CuttingTariq Aziz100% (2)
- Dorian Tool Milling System CatalogDocument180 pagesDorian Tool Milling System CatalogJuan Carlos CandelarioPas encore d'évaluation
- Rosan Insert CatalogueDocument59 pagesRosan Insert CatalogueRussell GouldenPas encore d'évaluation
- Uddeholm Impax Supreme: EfitsDocument12 pagesUddeholm Impax Supreme: Efitsbhq76Pas encore d'évaluation
- 1 5736Document2 pages1 5736solidwormPas encore d'évaluation