Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Swara ChintamaniDocument50 pagesSwara Chintamaniluck00_85% (34)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Electrical and Mechanical PlanDocument14 pagesElectrical and Mechanical PlanMarielle Bias MercadoPas encore d'évaluation
- MXRoad Student Software ManualDocument89 pagesMXRoad Student Software ManualBabulalSahu100% (10)
- Aircraft Wires and CablesDocument226 pagesAircraft Wires and Cablesjohn Bronson100% (1)
- The Running and Maintenance ofDocument459 pagesThe Running and Maintenance ofantonigor100% (1)
- ASTM 6365 - 99 - Spark TestDocument4 pagesASTM 6365 - 99 - Spark Testjudith_ayala_10Pas encore d'évaluation
- Minor ProjectDocument49 pagesMinor Projectapi-334907813Pas encore d'évaluation
- Jeppesen PowerplantDocument255 pagesJeppesen PowerplantWilliam Palma100% (1)
- ASHRAE - HVAC Noise and Vibration ControlDocument93 pagesASHRAE - HVAC Noise and Vibration Controlmnt6176100% (3)
- Types and Construction of Biogas PlantDocument36 pagesTypes and Construction of Biogas Plantadeel_jamel100% (3)
- Good Clinical Practice Guidelines PDFDocument4 pagesGood Clinical Practice Guidelines PDFJeffreyPas encore d'évaluation
- Heidenhain MotorsDocument44 pagesHeidenhain MotorsmarhiPas encore d'évaluation
- NS0 157Document42 pagesNS0 157Muthu LPas encore d'évaluation
- Beeman Gs 1000 ManualDocument4 pagesBeeman Gs 1000 Manualanbsc2100% (1)
- Strategic Hedging For Grain ProcessorsDocument25 pagesStrategic Hedging For Grain ProcessorsIshanSanePas encore d'évaluation
- KURADEBhagwant (Bhupesh)Document5 pagesKURADEBhagwant (Bhupesh)IshanSanePas encore d'évaluation
- 2006 Hyder Consulting ReportDocument34 pages2006 Hyder Consulting ReportIshanSanePas encore d'évaluation
- My Passport: StudioDocument37 pagesMy Passport: StudioIshanSanePas encore d'évaluation
- Stewart McglashanDocument4 pagesStewart McglashanIshanSanePas encore d'évaluation
- G Irishka BraDocument4 pagesG Irishka BraIshanSanePas encore d'évaluation
- 03 - Robert BoydDocument37 pages03 - Robert BoydIshanSanePas encore d'évaluation
- Grape Marc Wine & Aroma Recovery Process: Technology With One Vintage PaybackDocument4 pagesGrape Marc Wine & Aroma Recovery Process: Technology With One Vintage PaybackIshanSanePas encore d'évaluation
- Akshay MehtaDocument9 pagesAkshay MehtaIshanSanePas encore d'évaluation
- Nandu Madhekar: CEO at Innovative Chemical Technologies PVT LTDDocument3 pagesNandu Madhekar: CEO at Innovative Chemical Technologies PVT LTDIshanSanePas encore d'évaluation
- Constantine Kosma SDocument2 pagesConstantine Kosma SIshanSanePas encore d'évaluation
- Docs INSG Insight 23 Global Ebike MarketDocument6 pagesDocs INSG Insight 23 Global Ebike MarketIshanSanePas encore d'évaluation
- Pune 1. Blades of Glory Museum 2. PL Deshpande Japanese Garden/Mughal Garden/Okayama Friendship Garden 3. Pataleshwar Gardens 4Document1 pagePune 1. Blades of Glory Museum 2. PL Deshpande Japanese Garden/Mughal Garden/Okayama Friendship Garden 3. Pataleshwar Gardens 4IshanSanePas encore d'évaluation
- Docs INSG Insight 23 Global Ebike MarketDocument6 pagesDocs INSG Insight 23 Global Ebike MarketIshanSanePas encore d'évaluation
- 2012 Using Mfa For SDDocument13 pages2012 Using Mfa For SDIshanSanePas encore d'évaluation
- Mcs 2015 LithiDocument2 pagesMcs 2015 LithiIshanSanePas encore d'évaluation
- G Xy Resources Anthony Tse InterviewDocument7 pagesG Xy Resources Anthony Tse InterviewIshanSanePas encore d'évaluation
- Daniela Desormeaux Interview 5-20-14Document5 pagesDaniela Desormeaux Interview 5-20-14IshanSanePas encore d'évaluation
- Global Trade Information ServicesDocument2 pagesGlobal Trade Information ServicesIshanSanePas encore d'évaluation
- Notes: Dropbox Folder Shared For Collaboration and WorkingDocument3 pagesNotes: Dropbox Folder Shared For Collaboration and WorkingIshanSanePas encore d'évaluation
- Tissot PRC200Document4 pagesTissot PRC200Alexandru BraduPas encore d'évaluation
- Doing Business in IndiaDocument111 pagesDoing Business in Indiadey.parijat209Pas encore d'évaluation
- Engineering Sector in IndiaDocument10 pagesEngineering Sector in IndiaIshanSanePas encore d'évaluation
- Australia India Business Council 25sept12 - 0Document11 pagesAustralia India Business Council 25sept12 - 0IshanSanePas encore d'évaluation
- Australia India Business Council 25sept12 - 0Document11 pagesAustralia India Business Council 25sept12 - 0IshanSanePas encore d'évaluation
- Australia India Business Council: AIBC Submission On Australia India Comprehensive Economic Cooperation AgreementDocument14 pagesAustralia India Business Council: AIBC Submission On Australia India Comprehensive Economic Cooperation AgreementIshanSanePas encore d'évaluation
- Chemical and Petrochemical Industry in IndiaDocument11 pagesChemical and Petrochemical Industry in IndiaIshanSanePas encore d'évaluation
- Accenture India Out Look 2009Document8 pagesAccenture India Out Look 2009IshanSane0% (1)
- Australia India Business Council: AIBC Submission On Australia India Comprehensive Economic Cooperation AgreementDocument14 pagesAustralia India Business Council: AIBC Submission On Australia India Comprehensive Economic Cooperation AgreementIshanSanePas encore d'évaluation
- Lecture 1 - Course IntroductionDocument46 pagesLecture 1 - Course IntroductionRifaqat ZaheerPas encore d'évaluation
- Unit I Software Process and Project Management: Hindusthan College of Engineering and TechnologyDocument1 pageUnit I Software Process and Project Management: Hindusthan College of Engineering and TechnologyRevathimuthusamyPas encore d'évaluation
- The Power of Slope SpectrosDocument2 pagesThe Power of Slope SpectrosJohn SiricoPas encore d'évaluation
- 03-Instruction Set ArchitectureDocument40 pages03-Instruction Set ArchitectureccoccoheadPas encore d'évaluation
- To Improve Quality and Reduce Rejection Level Through Quality ControlDocument5 pagesTo Improve Quality and Reduce Rejection Level Through Quality ControlEditor IJRITCCPas encore d'évaluation
- BC-5800 Liquid SystemDocument114 pagesBC-5800 Liquid SystemДмитрийPas encore d'évaluation
- Ford Transsit... 2.4 Wwiring DiagramDocument3 pagesFord Transsit... 2.4 Wwiring DiagramTuan TranPas encore d'évaluation
- Digital Marketing Course India SyllabusDocument34 pagesDigital Marketing Course India SyllabusAmit KumarPas encore d'évaluation
- CSC712 - Questions On Chapter 10 - Project ManagementDocument3 pagesCSC712 - Questions On Chapter 10 - Project ManagementKhairiBudayawanPas encore d'évaluation
- Neon Green and Blue Bold Cut Out Graphic Science Subject For Middle School Pollution PresentationDocument24 pagesNeon Green and Blue Bold Cut Out Graphic Science Subject For Middle School Pollution PresentationJimi CohenPas encore d'évaluation
- Apache Derby DatabaseDocument4 pagesApache Derby DatabaseJohn KrcmarikPas encore d'évaluation
- Award Report TemplateDocument3 pagesAward Report Templatechriscivil12Pas encore d'évaluation
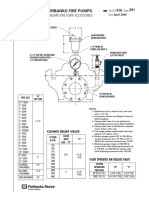
- Aksesoris PumpDocument10 pagesAksesoris PumpDido AlexanPas encore d'évaluation
- Goniophotometer For Automotive and Signal Lamps 1950sDocument6 pagesGoniophotometer For Automotive and Signal Lamps 1950sLisun GroupPas encore d'évaluation
- Precooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGDocument20 pagesPrecooling Strategies For Efficient Natural Gas Liquefaction - Gas Processing & LNGMuhammad ImranPas encore d'évaluation
- A320 CBT Fuel System: Table of ContentDocument8 pagesA320 CBT Fuel System: Table of ContentAman VermaPas encore d'évaluation
- Poster BC - Bored PileDocument1 pagePoster BC - Bored PileZaim Adli100% (1)