Vous aimerez peut-être aussi
- Chapter 6-Agitated LiquidDocument48 pagesChapter 6-Agitated LiquidAhmad SiddiqPas encore d'évaluation
- Mavazwag Agitated Nutsche Filters & Filter DryersDocument4 pagesMavazwag Agitated Nutsche Filters & Filter Dryersdhavalesh1Pas encore d'évaluation
- Specification for Titanium-Stabilized Carbon Steel ForgingsDocument5 pagesSpecification for Titanium-Stabilized Carbon Steel Forgingslucecita1902Pas encore d'évaluation
- Agitators: Robert L. Bates, President Chemineer, IncDocument24 pagesAgitators: Robert L. Bates, President Chemineer, InctenshinomiyukiPas encore d'évaluation
- Sparger Design GuideDocument11 pagesSparger Design GuideHarshavardhan D. GorakhPas encore d'évaluation
- Reactors Ppt4Document55 pagesReactors Ppt4DanishPas encore d'évaluation
- DME - Expansion Joint - Catalog PDFDocument19 pagesDME - Expansion Joint - Catalog PDFsammar_10Pas encore d'évaluation
- 03 Metal Packing Support PlatesDocument3 pages03 Metal Packing Support PlatesypatelsPas encore d'évaluation
- FRP Pipe BrochureDocument8 pagesFRP Pipe BrochurecrisjhairPas encore d'évaluation
- Steam Out of VesselsDocument1 pageSteam Out of Vesselsanon_293243615Pas encore d'évaluation
- Orifice Plates & AssembliesDocument12 pagesOrifice Plates & AssembliesAjay CPas encore d'évaluation
- Mechanical Design Aspects for High-Performance Agitated ReactorsDocument11 pagesMechanical Design Aspects for High-Performance Agitated ReactorsgpcshfPas encore d'évaluation
- 10 Mezclado y Agitacion de LIquidosDocument19 pages10 Mezclado y Agitacion de LIquidosakarcz6731Pas encore d'évaluation
- FRP Flange DesignDocument29 pagesFRP Flange DesignSubhadip RoyPas encore d'évaluation
- Standard Specification 3-26-2: 1. GeneralDocument2 pagesStandard Specification 3-26-2: 1. Generalhlagos123Pas encore d'évaluation
- 18 Desing of Support For Pressure VesselDocument27 pages18 Desing of Support For Pressure VesselAmit KananiPas encore d'évaluation
- AgitatorDocument10 pagesAgitatorSachin5586Pas encore d'évaluation
- Absorption ColumnsDocument55 pagesAbsorption ColumnsHuzefa CalcuttawalaPas encore d'évaluation
- AgitatorDocument2 pagesAgitatorThiruvilan Arakkonam Mohan100% (1)
- Jet Mixing CalculationDocument3 pagesJet Mixing CalculationRachel FloresPas encore d'évaluation
- Calculate Vent Sizing for Storage TanksDocument5 pagesCalculate Vent Sizing for Storage TanksSteve WanPas encore d'évaluation
- Sa-En 10028-2Document2 pagesSa-En 10028-2xgiorg100% (2)
- Placement of Nozzles in EquipmentDocument43 pagesPlacement of Nozzles in EquipmentPramod DixitPas encore d'évaluation
- Plastic-Lined Ferrous Metal Pipe, Fittings, and Flanges: Standard Specification ForDocument6 pagesPlastic-Lined Ferrous Metal Pipe, Fittings, and Flanges: Standard Specification ForMohammed TariqPas encore d'évaluation
- Cartridge FilterDocument24 pagesCartridge FilterAlroukn MechanicalPas encore d'évaluation
- F10ca004-Gb 0597Document8 pagesF10ca004-Gb 0597gabyorPas encore d'évaluation
- 04 Jet Mixing Design ApplicationsDocument6 pages04 Jet Mixing Design Applicationslutfi awnPas encore d'évaluation
- FVC Catalog - UnlockedDocument80 pagesFVC Catalog - UnlockedhumbubblePas encore d'évaluation
- (How To) Select A Motor Capacity For Agitator - Pharma EngineeringDocument9 pages(How To) Select A Motor Capacity For Agitator - Pharma EngineeringpratikPas encore d'évaluation
- Static Mixers for Perfect HomogenizationDocument12 pagesStatic Mixers for Perfect HomogenizationCal100% (1)
- Belt Filter Press TBEDocument2 pagesBelt Filter Press TBEmayukhguha1988Pas encore d'évaluation
- GEA Product-Catalogue Brochure en Tcm11-22949Document128 pagesGEA Product-Catalogue Brochure en Tcm11-22949Santiago Nuñez SolisPas encore d'évaluation
- Distillation ColumnDocument18 pagesDistillation Columnㄱ먀ㅜPas encore d'évaluation
- Glass Lined BrochureDocument8 pagesGlass Lined BrochureKarna2504Pas encore d'évaluation
- Internals For Packed ColumnsDocument20 pagesInternals For Packed ColumnsIng Antony Matos100% (1)
- Thermascrew: Advanced FeaturesDocument3 pagesThermascrew: Advanced FeaturesFLIRIDIR1678Pas encore d'évaluation
- CAESAR II-Applications GuideDocument302 pagesCAESAR II-Applications GuideTakChi_LamPas encore d'évaluation
- Agitator DesignDocument9 pagesAgitator DesignAnonymous 48jYxR1CPas encore d'évaluation
- Agitator DesignDocument6 pagesAgitator DesignrcchhajedPas encore d'évaluation
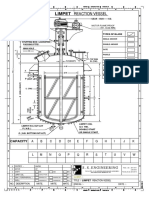
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78Pas encore d'évaluation
- Materials Used in Process PlantsDocument8 pagesMaterials Used in Process PlantsEhtisham AndrAbiPas encore d'évaluation
- Hose&Braid Catalog FlexicraftDocument24 pagesHose&Braid Catalog Flexicraftkutts76Pas encore d'évaluation
- Engineering Standar For Process Design of Solid Liquid Separators-IpsDocument31 pagesEngineering Standar For Process Design of Solid Liquid Separators-Ipsdantorrelio89100% (1)
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981Pas encore d'évaluation
- Astm F952 12Document6 pagesAstm F952 12Yasir NASSERALLAHPas encore d'évaluation
- SeriesDocument4 pagesSeriesteguheafPas encore d'évaluation
- Spiral Heat Exchanger - SpringerDocument28 pagesSpiral Heat Exchanger - SpringerAaron BowmanPas encore d'évaluation
- Definition and Details of Flanges - Types of FlangesDocument11 pagesDefinition and Details of Flanges - Types of FlangesSUKANTA DALAIPas encore d'évaluation
- Nozzle Details SRWNRFDocument1 pageNozzle Details SRWNRFshazanPas encore d'évaluation
- Corrosion Failures: Theory, Case Studies, and SolutionsD'EverandCorrosion Failures: Theory, Case Studies, and SolutionsPas encore d'évaluation
- MASTERING MIXING FUNDAMENTALSDocument82 pagesMASTERING MIXING FUNDAMENTALSArturo K. Cabras Jr.Pas encore d'évaluation
- What Is AgitatorDocument6 pagesWhat Is AgitatoribicengPas encore d'évaluation
- Full Lab 1 Mai 2014Document19 pagesFull Lab 1 Mai 2014Kairu Nichkhun HorvejkulPas encore d'évaluation
- Semester No: 4: Name of The Discipline: Chemical EngineeringDocument18 pagesSemester No: 4: Name of The Discipline: Chemical EngineeringSk jahidul IslamPas encore d'évaluation
- What is Mixing and How is it Achieved in Stirred TanksDocument20 pagesWhat is Mixing and How is it Achieved in Stirred TanksadityafortranPas encore d'évaluation
- Agitation and MixingDocument26 pagesAgitation and MixingMehran Rasheed Goraya100% (2)
- Mixer Placement and MoreDocument2 pagesMixer Placement and Morekokod9757Pas encore d'évaluation
- Agitator and MixerDocument6 pagesAgitator and MixerCik MinnPas encore d'évaluation
- Mixers and Impellers - VortexDocument54 pagesMixers and Impellers - VortexManish Sharma100% (1)
- Agitated Liquids GuideDocument33 pagesAgitated Liquids GuideNurtasha Atikah100% (1)