Vous aimerez peut-être aussi
- D375a-5 #06 Informe de Fisura en ChasisDocument10 pagesD375a-5 #06 Informe de Fisura en ChasisAnonymous tV1FhZqCPas encore d'évaluation
- Operacion Cargador Frontal 992g CaterpillarDocument141 pagesOperacion Cargador Frontal 992g CaterpillarIvan Esteban Iniesta MoctezumaPas encore d'évaluation
- Cat797bambasDocument161 pagesCat797bambaseddyfredyPas encore d'évaluation
- Modulo Motor D11TDocument58 pagesModulo Motor D11TMiguel meneses blancoPas encore d'évaluation
- Tractores de CadenaDocument52 pagesTractores de CadenaPedro Calderon VasquezPas encore d'évaluation
- Guía N°1 Convertidor de ParDocument9 pagesGuía N°1 Convertidor de ParHenry D. GallegosPas encore d'évaluation
- CM122 - Estructura de Tolva - 13.03.2020 PDFDocument6 pagesCM122 - Estructura de Tolva - 13.03.2020 PDFJhonatan MichaelPas encore d'évaluation
- REHS8774 - Procedimiento para Instalar Un Nuevo Radiador en Ciertas Motoniveladoras de 24M (1353)Document23 pagesREHS8774 - Procedimiento para Instalar Un Nuevo Radiador en Ciertas Motoniveladoras de 24M (1353)mauricio100% (1)
- Especificaciones 374 FLDocument6 pagesEspecificaciones 374 FLWilmer HVPas encore d'évaluation
- Barra Ecualizadora ProbarDocument7 pagesBarra Ecualizadora ProbarEdwin Julcamoro AquinoPas encore d'évaluation
- Informe de Evaluacion 16M TecsupDocument5 pagesInforme de Evaluacion 16M TecsupFrank Mcgyver Yana CarpioPas encore d'évaluation
- Tren de Rodamiento BDocument7 pagesTren de Rodamiento BAbiudPas encore d'évaluation
- 7495 Mechanical Hydracrowd-Modulo IIDocument48 pages7495 Mechanical Hydracrowd-Modulo IIHidrobombeo Ingenieros SacPas encore d'évaluation
- 793f m02 Vims en Texto PDFDocument32 pages793f m02 Vims en Texto PDFIsrael Miranda Zamarca100% (1)
- Introducción: Sistema de CombustibleDocument10 pagesIntroducción: Sistema de CombustibleCesar Augusto Yantas PorrasPas encore d'évaluation
- Examen de Maquinaria de MinasDocument8 pagesExamen de Maquinaria de MinasTenshi SenseiPas encore d'évaluation
- Examen Tractor RuedasDocument4 pagesExamen Tractor RuedasElvisMendozaRamos100% (1)
- Páginas Desdemanual de Mantenimiento Tolva (V.1)Document1 pagePáginas Desdemanual de Mantenimiento Tolva (V.1)Dep TécPas encore d'évaluation
- Catalogo-Tractores-Cadenas-D11t-Cd-Caterpillar NNN PDFDocument24 pagesCatalogo-Tractores-Cadenas-D11t-Cd-Caterpillar NNN PDFEliseoPas encore d'évaluation
- 1.2 Componentes Principales Del Tren de Fuerza de Equipos Cat 793F y 797FDocument75 pages1.2 Componentes Principales Del Tren de Fuerza de Equipos Cat 793F y 797FNathaly Macaya100% (2)
- Bomba de Carga y Barrido de La Transmisión PDFDocument2 pagesBomba de Carga y Barrido de La Transmisión PDFYAREYUNAPas encore d'évaluation
- Procedimientos Herramientas A Utilizar 994 F-KDocument12 pagesProcedimientos Herramientas A Utilizar 994 F-Kpatricio cortesPas encore d'évaluation
- Cambio de Tolva Camion Komatsu 730e #12 07-02-2015Document63 pagesCambio de Tolva Camion Komatsu 730e #12 07-02-2015Anonymous tV1FhZqC67% (3)
- Examen de MaquinariaDocument3 pagesExamen de MaquinariaAndres AriasPas encore d'évaluation
- Test de Motores QSK78Document6 pagesTest de Motores QSK78El BrayathanPas encore d'évaluation
- CarrileriaDocument162 pagesCarrilerianicolas tapiaPas encore d'évaluation
- 994d IntroDocument14 pages994d IntroEvan AT YoelPas encore d'évaluation
- Tren de RodajeDocument5 pagesTren de RodajeRicky SantiagoPas encore d'évaluation
- LAB. #4 SIST. LUBRICACIÓN Motores Fundacional Mayo 2018Document14 pagesLAB. #4 SIST. LUBRICACIÓN Motores Fundacional Mayo 2018Carlo CrPas encore d'évaluation
- Curriculum Luis Garcia p.-1Document3 pagesCurriculum Luis Garcia p.-1Meyller Q. ZuritaPas encore d'évaluation
- Reporte Falla de Motor D10T-3Document7 pagesReporte Falla de Motor D10T-3OmarCoaguilaAraozPas encore d'évaluation
- It 512 Ferreyros S.A. Radiador Completo - Enfriador HidraulicoDocument8 pagesIt 512 Ferreyros S.A. Radiador Completo - Enfriador HidraulicoRony LopezPas encore d'évaluation
- Informe Tractor Oruga D8T 3284 Reparacion Fym SacDocument8 pagesInforme Tractor Oruga D8T 3284 Reparacion Fym SacOmar Turpo TaypePas encore d'évaluation
- d11t - d11t CDDocument20 pagesd11t - d11t CDcarlosPas encore d'évaluation
- Curso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarDocument42 pagesCurso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarAle Fierro100% (1)
- Curso de Fallas y Uso Del ET CatDocument8 pagesCurso de Fallas y Uso Del ET CatholamecoPas encore d'évaluation
- Informe Inicial Reparacion Bulldozer, Brazo de Empuje y Barra Estabilizadora d11 FinalDocument11 pagesInforme Inicial Reparacion Bulldozer, Brazo de Empuje y Barra Estabilizadora d11 Finalwilfredo escobar gutierrezPas encore d'évaluation
- Infrome Afa - TurboDocument5 pagesInfrome Afa - TurboalexPas encore d'évaluation
- 13 - Mantenimiento Preventivo y Correctivo Retroexcavadoras (CAT 420F, 428E, 450E)Document32 pages13 - Mantenimiento Preventivo y Correctivo Retroexcavadoras (CAT 420F, 428E, 450E)Cristhian PortocarreroPas encore d'évaluation
- Programacion de Mantenimientos de Equipos Tymq 2016-2017Document4 pagesProgramacion de Mantenimientos de Equipos Tymq 2016-2017Edu LimayPas encore d'évaluation
- Informe Hidraulica 2Document7 pagesInforme Hidraulica 2Fabian Cardenas CastroPas encore d'évaluation
- 8 - Mantenimiento Tren de RodajesDocument112 pages8 - Mantenimiento Tren de RodajesBorgesPas encore d'évaluation
- Certificacion Sistema de Admision Camion 797 FDocument14 pagesCertificacion Sistema de Admision Camion 797 FAlberto Morales100% (1)
- Curso Mantenimiento Mecanico Nivel 1 7495 HRDocument43 pagesCurso Mantenimiento Mecanico Nivel 1 7495 HRbends1408Pas encore d'évaluation
- It 13424Document9 pagesIt 13424Franko Edgar Martinez ReateguiPas encore d'évaluation
- Operación de Sistemas (Tren de Rodaje)Document2 pagesOperación de Sistemas (Tren de Rodaje)Marco BacianPas encore d'évaluation
- E AC OperacionDocument164 pagesE AC OperacionYordi Caceres Ramos100% (1)
- 7.0 16m3 Formatos de EvaluacionDocument6 pages7.0 16m3 Formatos de Evaluacionsanvi.aquitaPas encore d'évaluation
- Marketing - Bulletin - Template - 2014-LRC (AmS) - Campo Largo - EspanholDocument9 pagesMarketing - Bulletin - Template - 2014-LRC (AmS) - Campo Largo - EspanholJulio Edgar QuiritaPas encore d'évaluation
- Falla Por Ingreso de Silice A Motor Spence 2016Document11 pagesFalla Por Ingreso de Silice A Motor Spence 2016Eduardo A Aguilar SPas encore d'évaluation
- Axamen D8RDocument5 pagesAxamen D8RProsegur Ventura AduviriPas encore d'évaluation
- Tractor de Ruedas 834-bDocument28 pagesTractor de Ruedas 834-bHugo Lauracio Juli100% (2)
- 3.5 Procedimiento de Inspeccion Por Tintes Penetrantes EcsDocument11 pages3.5 Procedimiento de Inspeccion Por Tintes Penetrantes Ecsjorge villaPas encore d'évaluation
- Sistema Enfriamiento Caterpillar PDFDocument13 pagesSistema Enfriamiento Caterpillar PDFMauricio RestrepoPas encore d'évaluation
- 3era Ficha - Motoniveladora 8 A 11Document21 pages3era Ficha - Motoniveladora 8 A 11Junior De la cruzPas encore d'évaluation
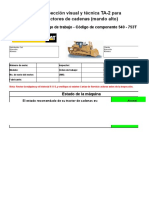
- archivetempTA2 Spanish - Track-Type TractorDocument47 pagesarchivetempTA2 Spanish - Track-Type Tractorshirley bustos14Pas encore d'évaluation
- At1 y At2 de EquiposDocument75 pagesAt1 y At2 de EquiposEDSON JONATHAN SALINAS AYALA100% (1)
- Operacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFDocument281 pagesOperacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFEdin Raul Yalle Rafael100% (1)
- Examen ETDocument4 pagesExamen ETjose ramos0% (1)
- Cot 0444-23 Equipo de Presion para Red Contra Incendios-1Document6 pagesCot 0444-23 Equipo de Presion para Red Contra Incendios-1Javier Alba ArmestoPas encore d'évaluation
- Peso Total de Revestimiento de TolvaDocument10 pagesPeso Total de Revestimiento de TolvaAnonymous tV1FhZqCPas encore d'évaluation
- Valorizacion OctubreDocument8 pagesValorizacion OctubreAnonymous tV1FhZqCPas encore d'évaluation
- Soportes para Tolva de Camiones Cuando Estos en Esten enDocument2 pagesSoportes para Tolva de Camiones Cuando Estos en Esten enAnonymous tV1FhZqC100% (1)
- Codigos Oracle Mantto Mina 2014Document18 pagesCodigos Oracle Mantto Mina 2014Anonymous tV1FhZqCPas encore d'évaluation
- Cambio de Tolva Camion Komatsu 730e #12 07-02-2015Document63 pagesCambio de Tolva Camion Komatsu 730e #12 07-02-2015Anonymous tV1FhZqC67% (3)
- 730e #13 Inspeccion Fisac Del 21-08-2015Document77 pages730e #13 Inspeccion Fisac Del 21-08-2015Anonymous tV1FhZqCPas encore d'évaluation
- Ots Mantto Mina Mayo 2015Document53 pagesOts Mantto Mina Mayo 2015Anonymous tV1FhZqCPas encore d'évaluation
- Reporte Diario de Trabajos-FisacDocument8 pagesReporte Diario de Trabajos-FisacAnonymous tV1FhZqCPas encore d'évaluation
- Avance (Cumplimiento) Enero 2015Document19 pagesAvance (Cumplimiento) Enero 2015Anonymous tV1FhZqCPas encore d'évaluation
- Camion Komatsu 730e 17 Informe de Trabajos Realizados 02 Ene.2014Document4 pagesCamion Komatsu 730e 17 Informe de Trabajos Realizados 02 Ene.2014Anonymous tV1FhZqCPas encore d'évaluation
- BackingDocument2 pagesBackingAnonymous tV1FhZqCPas encore d'évaluation
- Wa1200 N°03 (01) - Reporte de Inspección General de Equipo 13novDocument3 pagesWa1200 N°03 (01) - Reporte de Inspección General de Equipo 13novAnonymous tV1FhZqCPas encore d'évaluation
- v350 Factory y ConstrucciónDocument7 pagesv350 Factory y ConstrucciónEric RamirezPas encore d'évaluation
- Plan de Segurida, Salud y Mediaombiente CerreyDocument29 pagesPlan de Segurida, Salud y Mediaombiente CerreyYuly AlvaradoPas encore d'évaluation
- Calculo de SoldaduraDocument26 pagesCalculo de SoldaduraSOLRAK80% (5)
- Piezas Necesarias para La Instalacion de GasDocument4 pagesPiezas Necesarias para La Instalacion de GasEdy SanPas encore d'évaluation
- OverlayDocument7 pagesOverlayMarco TorresPas encore d'évaluation
- Ensamblaje Abrazadera 2-Análisis Estático 4 Cartelas-3Document32 pagesEnsamblaje Abrazadera 2-Análisis Estático 4 Cartelas-3Diego Carrera UrbinaPas encore d'évaluation
- Manual John Deere 6000 Serie 20Document1 770 pagesManual John Deere 6000 Serie 20ertbadillaPas encore d'évaluation
- LN 7 PDFDocument62 pagesLN 7 PDFGonzalo Gastón ArroyoPas encore d'évaluation
- Cuadro ComparativoDocument1 pageCuadro ComparativoDaybelisPas encore d'évaluation
- API-650 en EspañolDocument56 pagesAPI-650 en EspañolAlejandra PerezPas encore d'évaluation
- Manual de Soldadura Mig MagDocument13 pagesManual de Soldadura Mig MagKorbwiege Korb Wiege100% (2)
- SoldabilidadDocument34 pagesSoldabilidadeddi0403100% (1)
- Manual de ValvulasDocument125 pagesManual de ValvulasYomara Samantha Hernandez Laureano100% (1)
- Et - Inst Mecanicas - ProgresoDocument233 pagesEt - Inst Mecanicas - ProgresoOSCARPas encore d'évaluation
- Presentacion MesasDocument23 pagesPresentacion MesasPardo Yosa Pablo JesusPas encore d'évaluation
- Soldadura Por Arco SumergidoDocument3 pagesSoldadura Por Arco SumergidoFanny rmzPas encore d'évaluation
- Procesos de EnsambleDocument12 pagesProcesos de EnsambleAlejandra RoaPas encore d'évaluation
- Calificacion SoldadoresDocument1 pageCalificacion SoldadoresDairo Damian MelendezPas encore d'évaluation
- Jri Gpo CC 722 400 M TS 002 1Document23 pagesJri Gpo CC 722 400 M TS 002 1claudiovill100% (1)
- Lincoln Er316 316l Tig Es MXDocument2 pagesLincoln Er316 316l Tig Es MXMARCOS JavPas encore d'évaluation
- Grapa Tipo LRC Reparacion DuctosDocument5 pagesGrapa Tipo LRC Reparacion DuctosleonardoPas encore d'évaluation
- Análisis de Precio UnitarioDocument2 pagesAnálisis de Precio UnitarioJorge Luis Jaramillo73% (11)
- Genox 383Document1 pageGenox 383skr810529Pas encore d'évaluation
- Manual de Operacion y Plan de Mantenimiento PreventivoDocument3 pagesManual de Operacion y Plan de Mantenimiento PreventivoGeraldin Evelyn Zamora CahuayaPas encore d'évaluation
- Tecnología de Termofusión y ElectrofusiónDocument4 pagesTecnología de Termofusión y ElectrofusiónJorge AndresPas encore d'évaluation
- Informe Soldadura Procesos MecanicosDocument24 pagesInforme Soldadura Procesos MecanicosYudy FernandaPas encore d'évaluation
- Ejercicios de Mantenimiento ResueltosDocument3 pagesEjercicios de Mantenimiento ResueltosJimena del Solar50% (6)
- Informe1 Inspección VisualDocument7 pagesInforme1 Inspección VisualVíctor JiménezPas encore d'évaluation
- Curso Basico para Formar A Un Inspector de Soldadura CwiDocument105 pagesCurso Basico para Formar A Un Inspector de Soldadura CwiRAMIRO GARCIA CANCELAPas encore d'évaluation
- PDF Fichas Tecnicas DDDocument23 pagesPDF Fichas Tecnicas DDWilfredo Quispe CoaPas encore d'évaluation