Vous aimerez peut-être aussi
- Piping For Process Plants Part-1Document6 pagesPiping For Process Plants Part-1sriman1234Pas encore d'évaluation
- Plant Layout (Relief Valve)Document10 pagesPlant Layout (Relief Valve)Mee WinPas encore d'évaluation
- Piping Layout - Piping Guide - 2Document10 pagesPiping Layout - Piping Guide - 2s_baishyaPas encore d'évaluation
- What Is Difference Between Pipe Rating and Pipe ScheduleDocument2 pagesWhat Is Difference Between Pipe Rating and Pipe ScheduleAnonymous KpVxNXs0% (1)
- TSP0013 Steam Tracing DesignDocument23 pagesTSP0013 Steam Tracing DesignFabio TemporiniPas encore d'évaluation
- Blowdown of LPG PipelinesDocument10 pagesBlowdown of LPG PipelinesBehnam HosseinzadehPas encore d'évaluation
- Automated Valves - GeneralDocument19 pagesAutomated Valves - Generalhafizi07Pas encore d'évaluation
- Linde LNG PipelineDocument4 pagesLinde LNG PipelineSatis MadhavanPas encore d'évaluation
- Calculating Pressure Loss - Equivalent Pipe Length MethodDocument1 pageCalculating Pressure Loss - Equivalent Pipe Length MethodRamachandran VenkateshPas encore d'évaluation
- Cadworx Customising Backing SheetDocument27 pagesCadworx Customising Backing Sheetalan172081100% (1)
- P&IDDocument24 pagesP&IDSebastian Cardenas100% (1)
- Flare Line Stress AnalysisDocument7 pagesFlare Line Stress AnalysisdhurjatibhuteshPas encore d'évaluation
- Checklist For Line-By-Line ReviewDocument3 pagesChecklist For Line-By-Line ReviewSusanna Paul100% (1)
- Piping Rate ListDocument12 pagesPiping Rate Listshawanqureshi1706160Pas encore d'évaluation
- Punch List Gas MeteringDocument4 pagesPunch List Gas MeteringJamal BakhtPas encore d'évaluation
- Flarenet Model Setup: Fan, YiDocument11 pagesFlarenet Model Setup: Fan, YiShamsMohdPas encore d'évaluation
- Chapter 8 Steam PipingDocument14 pagesChapter 8 Steam PipingChen WsPas encore d'évaluation
- Faculty of Engineering & Technology Mechanical Engineering Lab Report Fluid MechanicsDocument11 pagesFaculty of Engineering & Technology Mechanical Engineering Lab Report Fluid MechanicsTan YikcongPas encore d'évaluation
- Korf BrochureDocument1 pageKorf Brochurelhphong021191Pas encore d'évaluation
- FluidFlow QuestionsDocument2 pagesFluidFlow Questionssonaldiv100% (2)
- Piping Design Guide-Vertical DrumsDocument9 pagesPiping Design Guide-Vertical DrumsTejas PatelPas encore d'évaluation
- Valve Philosophy Valve Application GeneralDocument3 pagesValve Philosophy Valve Application GeneralWade ColemanPas encore d'évaluation
- Pipenet Vision Spray/Sprinkler Module User and Reference ManualDocument253 pagesPipenet Vision Spray/Sprinkler Module User and Reference Manualx3350Pas encore d'évaluation
- 312013145817piping Design Engineering With PDMS Training CourseDocument4 pages312013145817piping Design Engineering With PDMS Training CourseAsan IbrahimPas encore d'évaluation
- Swagelok Fitting PDFDocument16 pagesSwagelok Fitting PDFmattuiffPas encore d'évaluation
- Flare Piping Stress NalysisDocument7 pagesFlare Piping Stress Nalysisgpskumar22100% (1)
- Checklist of Support DesignDocument2 pagesChecklist of Support DesignSakshi AgrawalPas encore d'évaluation
- Piping Spec: CS300 TFS 1022: Engineering StandardDocument4 pagesPiping Spec: CS300 TFS 1022: Engineering Standardbmanojkumar16Pas encore d'évaluation
- Air Coolers Versus Shell-And-tube Water CoolersDocument8 pagesAir Coolers Versus Shell-And-tube Water CoolersDefenceDog67% (3)
- Tank BlankettingDocument6 pagesTank BlankettingBaskar KannaiahPas encore d'évaluation
- Pipe Stress Manhours Estimation (Node Wise)Document7 pagesPipe Stress Manhours Estimation (Node Wise)pipestressPas encore d'évaluation
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices PipingAmreusit SaschimbnumelePas encore d'évaluation
- Piperack Guide2 (7 May, 02)Document61 pagesPiperack Guide2 (7 May, 02)adnan_kasaloPas encore d'évaluation
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIPas encore d'évaluation
- PVE Piping Layout Presentation - Part 2Document117 pagesPVE Piping Layout Presentation - Part 2Nguyen Quang NghiaPas encore d'évaluation
- Facts at Your Fingertips - Aboveground and Underground Storage TanksDocument1 pageFacts at Your Fingertips - Aboveground and Underground Storage TanksBehnam HosseinzadehPas encore d'évaluation
- EG310 - Pressure Relief SystemsDocument28 pagesEG310 - Pressure Relief SystemsIPIPas encore d'évaluation
- Expansion Loop For Thermal Expansion of Pipes: M M$K Inch Inch$DegfDocument4 pagesExpansion Loop For Thermal Expansion of Pipes: M M$K Inch Inch$DegfTushar ChoudharyPas encore d'évaluation
- Basic Engineering SpecificationDocument16 pagesBasic Engineering SpecificationOvaisPas encore d'évaluation
- Plot Plan Development 19822mon TwuwDocument9 pagesPlot Plan Development 19822mon TwuwTom0% (1)
- LWN FlangesDocument8 pagesLWN Flangesfranckx1960Pas encore d'évaluation
- Piping Study DrumsDocument31 pagesPiping Study Drumsradin202033% (3)
- Sec-9-Line Size & Thickness-NewDocument22 pagesSec-9-Line Size & Thickness-NewkusdiyantaPas encore d'évaluation
- Piping Engineering NotesDocument46 pagesPiping Engineering NoteslightsonsPas encore d'évaluation
- PipingDocument39 pagesPipingDinesh Kumar Jd100% (1)
- Rack Piping For A Piping Stress EngineerDocument4 pagesRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Expansion Loop DesignDocument61 pagesExpansion Loop DesignTauqueerAhmadPas encore d'évaluation
- Compr Piping SHXHDJDNDDocument12 pagesCompr Piping SHXHDJDNDSkr9143 ShivPas encore d'évaluation
- Piping Design - Chem EngDocument44 pagesPiping Design - Chem Engsaravana_pilotPas encore d'évaluation
- Design of PipingDocument51 pagesDesign of PipingLuisRiosQPas encore d'évaluation
- Pipe DesignDocument16 pagesPipe DesignManas KotruPas encore d'évaluation
- Sewer Details CVI02720Document19 pagesSewer Details CVI02720Munir Baig100% (1)
- API 682 BasicsDocument8 pagesAPI 682 BasicsIslam FawzyPas encore d'évaluation
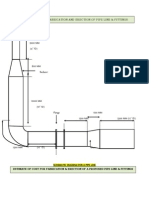
- Cost Estimation For Fabrication and Erection of Pipe Line & FittingsDocument4 pagesCost Estimation For Fabrication and Erection of Pipe Line & Fittingsvinod_eicsPas encore d'évaluation
- Best Management PracticeDocument48 pagesBest Management PracticeCarlos MercadoPas encore d'évaluation
- Heat NumberDocument2 pagesHeat NumberMichael OgberuhorPas encore d'évaluation
- Pin PingDocument13 pagesPin PingJéssica MaríaPas encore d'évaluation
- April04-Pump Maintenance Too HighDocument8 pagesApril04-Pump Maintenance Too Highho-faPas encore d'évaluation
- Process Piping Fundamentals Codes and STDocument72 pagesProcess Piping Fundamentals Codes and STjosue Vargas100% (1)
- ASME PTC 19.3TW (2010) - A Therm Ow Ell Standard For Engineers Around The GlobeDocument2 pagesASME PTC 19.3TW (2010) - A Therm Ow Ell Standard For Engineers Around The GlobetemperaturelanePas encore d'évaluation
- Piping I PDFDocument73 pagesPiping I PDFSyawaldi Bin KamaharuddinPas encore d'évaluation
- Assignment 9 - Rational Method, Time-Area Method and Unit HydrographDocument1 pageAssignment 9 - Rational Method, Time-Area Method and Unit Hydrographharoon_siyech_enggPas encore d'évaluation
- Article 5 Piping Design Part 5 Installation and CleaningDocument9 pagesArticle 5 Piping Design Part 5 Installation and Cleaningharoon_siyech_engg100% (1)
- 1397655022icwmsd 2014Document10 pages1397655022icwmsd 2014haroon_siyech_enggPas encore d'évaluation
- Nitrates Removal StrategiesDocument12 pagesNitrates Removal Strategiesharoon_siyech_enggPas encore d'évaluation
- Geothermal Pipe Line DesignDocument15 pagesGeothermal Pipe Line DesignjohnjuantamadPas encore d'évaluation
- Bacis-Of-Control-Components of Electric Motor StarterDocument96 pagesBacis-Of-Control-Components of Electric Motor StarterbabaPas encore d'évaluation
- SCADA Tutorial - A Fast Introduction To SCADA Fundamentals and Implementation PDFDocument12 pagesSCADA Tutorial - A Fast Introduction To SCADA Fundamentals and Implementation PDFyopy_yogie100% (1)
- Mcgraw-Hill - Piping Handbook (7E)Document1 pageMcgraw-Hill - Piping Handbook (7E)haroon_siyech_enggPas encore d'évaluation
- By: Stephan J. Sosik, CEO Process-Logic, LLC: Scada Systems in Wastewater TreatmentDocument34 pagesBy: Stephan J. Sosik, CEO Process-Logic, LLC: Scada Systems in Wastewater Treatmenttibi1000Pas encore d'évaluation
- The Massacre at Karbala - A Historical Analysis by DR - Yasir Qadhi PDFDocument4 pagesThe Massacre at Karbala - A Historical Analysis by DR - Yasir Qadhi PDFharoon_siyech_engg80% (5)
- Bringin Up A Muslim Child PDFDocument47 pagesBringin Up A Muslim Child PDFharoon_siyech_enggPas encore d'évaluation
- DIWDocument1 pageDIWharoon_siyech_enggPas encore d'évaluation
- The Importance and Benefits of AshuraDocument4 pagesThe Importance and Benefits of Ashuraharoon_siyech_enggPas encore d'évaluation
- 2011 TB WB Merged PDFDocument115 pages2011 TB WB Merged PDFthequranthekoranPas encore d'évaluation
- PR Case Study CompetitionDocument3 pagesPR Case Study Competitionharoon_siyech_enggPas encore d'évaluation
- TO-HQ-02-034 Rev 00 Philosophy For Isolation of Process Systems - OnshoreDocument27 pagesTO-HQ-02-034 Rev 00 Philosophy For Isolation of Process Systems - OnshoreKthiri WaelPas encore d'évaluation
- Part Iii Amendments/Supplements To en 13445 EN 13445-1 GENERAL 1.2 Add To This ClauseDocument8 pagesPart Iii Amendments/Supplements To en 13445 EN 13445-1 GENERAL 1.2 Add To This ClauseDhakshina KPas encore d'évaluation
- K.P.Mondal&Sons: N No. of Hole H Hole DiaDocument1 pageK.P.Mondal&Sons: N No. of Hole H Hole DiaTanmoy DuttaPas encore d'évaluation
- Wiseco 2019 Catalog AutoDocument130 pagesWiseco 2019 Catalog AutoFelix VeraPas encore d'évaluation
- Midu CatalogDocument55 pagesMidu CatalogGuilherme Lima MacedoPas encore d'évaluation
- AFVI ManualDocument39 pagesAFVI ManualDIEGO2109Pas encore d'évaluation
- Mechanical Design of Shell and TubeDocument21 pagesMechanical Design of Shell and TubeMahesh ewRRpuqQrcPas encore d'évaluation
- Transformer Faults Part-A NotesDocument19 pagesTransformer Faults Part-A Notesdattatray kulkarniPas encore d'évaluation
- Assembly Drawing ATLAS 1200 XL WS-FRDocument2 pagesAssembly Drawing ATLAS 1200 XL WS-FRBrian Stevens Escobar ReyesPas encore d'évaluation
- Divisione Adduzione e Riscaldamento INGDocument76 pagesDivisione Adduzione e Riscaldamento INGCristi NechiforPas encore d'évaluation
- Piping StandardDocument425 pagesPiping StandardJitendra Bhosale100% (3)
- Mirillas Rectangulares LumiglasDocument2 pagesMirillas Rectangulares Lumiglasluis fernando veraPas encore d'évaluation
- Ball Check ValveDocument1 pageBall Check ValveFAIYAZ AHMEDPas encore d'évaluation
- BAF-ball Valves Rev 1 PDFDocument40 pagesBAF-ball Valves Rev 1 PDFJack ChavanPas encore d'évaluation
- Steam Turbine TheoryDocument58 pagesSteam Turbine TheorySaleem QureshiPas encore d'évaluation
- V2203Document50 pagesV2203Agus Yulfizar100% (2)
- PQ DI DocumentDocument47 pagesPQ DI DocumentJanith Saumya BandaraPas encore d'évaluation
- RACHE PROCESS INTRODUCTION - CompressedDocument2 pagesRACHE PROCESS INTRODUCTION - CompressedArtish PadaiyaPas encore d'évaluation
- Elektrogas VMRDocument8 pagesElektrogas VMRthiago_juliao1984Pas encore d'évaluation
- Loctite LB 771-Nickel AntiseizeDocument2 pagesLoctite LB 771-Nickel AntiseizeChuckPas encore d'évaluation
- Parts Catalog: 0CG10-M34000ENDocument92 pagesParts Catalog: 0CG10-M34000ENEdward De La Cruz100% (1)
- Piping TheoryDocument20 pagesPiping Theorysonud4u100% (4)
- Cpme Mechanical Design DataDocument134 pagesCpme Mechanical Design DataNaam Ka KyaPas encore d'évaluation
- RFQ - ATM (20110323) Tanks ManualDocument35 pagesRFQ - ATM (20110323) Tanks ManualAlmario SagunPas encore d'évaluation
- Before Installation These Instructions Must Be Fully Read and UnderstoodDocument2 pagesBefore Installation These Instructions Must Be Fully Read and UnderstoodSilvio CalviPas encore d'évaluation
- Fisher V500 Rotary Globe Control Valve: Scope of ManualDocument28 pagesFisher V500 Rotary Globe Control Valve: Scope of ManualEdwar VivasPas encore d'évaluation
- 〈1208〉 Sterility Testing-Validation of Isolator SystemsDocument5 pages〈1208〉 Sterility Testing-Validation of Isolator SystemsNgân TrịnhPas encore d'évaluation
- User's Manual: Models AM100D, AM200D, AM300D, AM400D, and AM500D Magnetic Flow TubeDocument46 pagesUser's Manual: Models AM100D, AM200D, AM300D, AM400D, and AM500D Magnetic Flow Tubeoni tofanPas encore d'évaluation
- Angmc 6026 UsDocument10 pagesAngmc 6026 UsYusliamin YusofPas encore d'évaluation
- (106, 206, 303, 353) Non-Return Valve DN 50 65 100Document12 pages(106, 206, 303, 353) Non-Return Valve DN 50 65 100Bata ZivanovicPas encore d'évaluation
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsD'EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceD'EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceÉvaluation : 4 sur 5 étoiles4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- Analog Design and Simulation Using OrCAD Capture and PSpiceD'EverandAnalog Design and Simulation Using OrCAD Capture and PSpicePas encore d'évaluation
- Understanding Automotive Electronics: An Engineering PerspectiveD'EverandUnderstanding Automotive Electronics: An Engineering PerspectiveÉvaluation : 3.5 sur 5 étoiles3.5/5 (16)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsD'EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsD'EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsPas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersD'EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersÉvaluation : 4 sur 5 étoiles4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsD'EverandDesign for How People Think: Using Brain Science to Build Better ProductsÉvaluation : 4 sur 5 étoiles4/5 (8)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesD'EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Dynamic Aquaria: Building Living EcosystemsD'EverandDynamic Aquaria: Building Living EcosystemsÉvaluation : 4 sur 5 étoiles4/5 (4)
- 507 Mechanical Movements: Mechanisms and DevicesD'Everand507 Mechanical Movements: Mechanisms and DevicesÉvaluation : 4 sur 5 étoiles4/5 (28)