Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Painting DFT Rules-SSPC-PA-2Document16 pagesPainting DFT Rules-SSPC-PA-2Michael AlbuquerquePas encore d'évaluation
- M33-Chemical Cleaning of Utility BoilerDocument24 pagesM33-Chemical Cleaning of Utility BoilerhellmanyaPas encore d'évaluation
- Equipment Erection, Static and RotaryDocument8 pagesEquipment Erection, Static and RotaryHamada ELaraby60% (5)
- Traulsen RDT - ADT Refrigerator-FreezerDocument4 pagesTraulsen RDT - ADT Refrigerator-Freezerwsfc-ebayPas encore d'évaluation
- Ethylene Glycols Technology: Featured ReviewDocument9 pagesEthylene Glycols Technology: Featured ReviewhellmanyaPas encore d'évaluation
- Apcotide 1000 pc2782Document1 pageApcotide 1000 pc2782hellmanyaPas encore d'évaluation
- Insp SOP's Revised With StatusDocument2 pagesInsp SOP's Revised With StatushellmanyaPas encore d'évaluation
- Emotional IntelligenceDocument10 pagesEmotional IntelligencehellmanyaPas encore d'évaluation
- Brain TeasersDocument11 pagesBrain TeasershellmanyaPas encore d'évaluation
- Paper 6 Chem Cleaning Edta BhelDocument39 pagesPaper 6 Chem Cleaning Edta BhelVIBHAV100% (2)
- Corrosion Protection of CondesateDocument8 pagesCorrosion Protection of CondesateArselan Mustafa KhanPas encore d'évaluation
- EMAT ExperienceDocument3 pagesEMAT ExperiencehellmanyaPas encore d'évaluation
- Corrosion Protection of CondesateDocument8 pagesCorrosion Protection of CondesateArselan Mustafa KhanPas encore d'évaluation
- SS Alloy ClassificationsDocument2 pagesSS Alloy ClassificationshellmanyaPas encore d'évaluation
- Win Whats NewDocument4 pagesWin Whats NewhellmanyaPas encore d'évaluation
- GS Ep PVV 146Document8 pagesGS Ep PVV 146SangaranPas encore d'évaluation
- Thermosolutal Convection Within A Vertical Porous Enclosure in The Case of A Buoyancy Ratio Balancing The Separation ParameterDocument9 pagesThermosolutal Convection Within A Vertical Porous Enclosure in The Case of A Buoyancy Ratio Balancing The Separation ParameterKheria ZitouniPas encore d'évaluation
- Grand Vitara 2010Document191 pagesGrand Vitara 2010Fernando OrtizPas encore d'évaluation
- FEDCO MSD High Pressure Feed Pump Flyer PDFDocument4 pagesFEDCO MSD High Pressure Feed Pump Flyer PDFgustavo alfredo modesto castilloPas encore d'évaluation
- Confined SpacesDocument27 pagesConfined SpacesDivya RastogiPas encore d'évaluation
- Xicoy Electronic Control Unit - V10 PDFDocument20 pagesXicoy Electronic Control Unit - V10 PDFAurangzebPas encore d'évaluation
- Cataloque Torc-Tensionador-TentecDocument11 pagesCataloque Torc-Tensionador-TentecDeividas BPas encore d'évaluation
- WindSeminar SlidessummaryDocument36 pagesWindSeminar SlidessummaryM Refaat FathPas encore d'évaluation
- VRV IV W - Cooling Only 50Hz - PCVMT1603 PDFDocument96 pagesVRV IV W - Cooling Only 50Hz - PCVMT1603 PDFChuy CantúPas encore d'évaluation
- Aero Express (Bare Chassis)Document5 pagesAero Express (Bare Chassis)Philippine Bus Enthusiasts SocietyPas encore d'évaluation
- 2017 Audi A8 s8 71908Document354 pages2017 Audi A8 s8 71908Mihai100% (1)
- Portable Turmeric Boiling System: Project Review 2Document12 pagesPortable Turmeric Boiling System: Project Review 2Akash JaiswalPas encore d'évaluation
- J54-100 Parte1Document45 pagesJ54-100 Parte1angel gabriel perez valdezPas encore d'évaluation
- QAQC Weekly Report (14072017)Document15 pagesQAQC Weekly Report (14072017)Namta GeorgePas encore d'évaluation
- EXPERIMENTDocument4 pagesEXPERIMENTBholenath BhaktPas encore d'évaluation
- Product: WK Series Industrial BurnersDocument40 pagesProduct: WK Series Industrial Burnersbenlly alvarezPas encore d'évaluation
- IFC Series Y-Strainers: NotesDocument30 pagesIFC Series Y-Strainers: Notesmarsha.fsdPas encore d'évaluation
- TM1478 John Deere 655B, 755B Crawler Loader Repair Technical ManualDocument13 pagesTM1478 John Deere 655B, 755B Crawler Loader Repair Technical ManualtteelsarsPas encore d'évaluation
- Solar Refrigeration ReportDocument64 pagesSolar Refrigeration ReportSakshi JoshiPas encore d'évaluation
- Hiace Techstream 1st RunDocument3 pagesHiace Techstream 1st RunStephen MasemoPas encore d'évaluation
- Air Dryer PDFDocument112 pagesAir Dryer PDFPrateekSinghBaghelPas encore d'évaluation
- Shell Helix Ultra Professional AF 5W-20: Performance, Features & Benefits Main ApplicationsDocument2 pagesShell Helix Ultra Professional AF 5W-20: Performance, Features & Benefits Main ApplicationsCristiBvPas encore d'évaluation
- Separator Sizing and DesignDocument44 pagesSeparator Sizing and DesignKay EenPas encore d'évaluation
- High Torque Drive Rod (SLHT) Rod Introduction-HUAMINGDocument18 pagesHigh Torque Drive Rod (SLHT) Rod Introduction-HUAMINGKevin XuPas encore d'évaluation
- DMBF Full en Metric LetterDocument4 pagesDMBF Full en Metric LetterRonaldPas encore d'évaluation
- States of MatterDocument21 pagesStates of MatterRegina Mae Narciso NazarenoPas encore d'évaluation
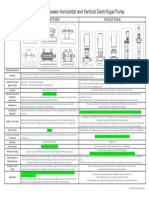
- Comparison Between Horizontal and Vertical PumpDocument1 pageComparison Between Horizontal and Vertical PumpWilmer GarcíaPas encore d'évaluation
- Alemite Pump Service Guide 331380 - (1003) PDFDocument12 pagesAlemite Pump Service Guide 331380 - (1003) PDFmatchoo87Pas encore d'évaluation