Vous aimerez peut-être aussi
- Codes, Tags and Labels-Interpreting Piping and Instrumentation Diagrams - AIChEDocument8 pagesCodes, Tags and Labels-Interpreting Piping and Instrumentation Diagrams - AIChEarchana2512100% (1)
- 05 Vesda-E Ves-A00-p Product Guide A4 Ie LoresDocument123 pages05 Vesda-E Ves-A00-p Product Guide A4 Ie Loresfazil yoosuf100% (1)
- Sinorix 1230 - Quick, Safe and Environmentally FriendlyDocument4 pagesSinorix 1230 - Quick, Safe and Environmentally Friendlyf.BPas encore d'évaluation
- Selecting Control and Balancing Valves in A Variable Flow System - ASHRAe Journal - Jun 1997Document10 pagesSelecting Control and Balancing Valves in A Variable Flow System - ASHRAe Journal - Jun 1997Vince DavidPas encore d'évaluation
- Fire Door Assemblies For Lunch and LearnDocument69 pagesFire Door Assemblies For Lunch and LearnMatotPas encore d'évaluation
- Fire Door Installation GuideDocument37 pagesFire Door Installation GuideMaríaPaula CheheidPas encore d'évaluation
- Vapor Intrusion ASTM 2600Document2 pagesVapor Intrusion ASTM 2600Tecnohidro Engenharia AmbientalPas encore d'évaluation
- Project Planni NG - AS Appli ED I N Engi Neeri NG AND Constructi ON FOR Capi TAL ProjectsDocument20 pagesProject Planni NG - AS Appli ED I N Engi Neeri NG AND Constructi ON FOR Capi TAL ProjectsBrajan Esteban Nieto EspinozaPas encore d'évaluation
- Plumb Ling VentingDocument30 pagesPlumb Ling VentingNatthasart MuangsuankwanPas encore d'évaluation
- Fire Doors 101 Testing Certification BeyondDocument55 pagesFire Doors 101 Testing Certification BeyondAsoka Kumarasiri JayawardanaPas encore d'évaluation
- ASTM C547-17 (Aislamiento Térmico)Document7 pagesASTM C547-17 (Aislamiento Térmico)Àngel RodriguezPas encore d'évaluation
- Carpenter & Patterson Pipe HangersDocument164 pagesCarpenter & Patterson Pipe HangersRobert JaszekPas encore d'évaluation
- Vesda XAD Install Man 18379Document50 pagesVesda XAD Install Man 18379matt12manyPas encore d'évaluation
- Flat Oval Duct and Fittings PDFDocument15 pagesFlat Oval Duct and Fittings PDFolivaresjhonPas encore d'évaluation
- Piping CodesDocument17 pagesPiping CodesmshPas encore d'évaluation
- Duct HVAC MachineDocument6 pagesDuct HVAC MachineMoses_Jakkala0% (1)
- Ansul Sapphire Engineered Clean Agent System Design, Installation, Recharge and Maintenance Manual ANSUL PART NO. 570590-04Document140 pagesAnsul Sapphire Engineered Clean Agent System Design, Installation, Recharge and Maintenance Manual ANSUL PART NO. 570590-04Bun YeanPas encore d'évaluation
- Hvac Duct Air Leakage 9 12 19Document7 pagesHvac Duct Air Leakage 9 12 19Marinos GounaridisPas encore d'évaluation
- Fa 43Document4 pagesFa 43api-309082881Pas encore d'évaluation
- Industrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentDocument55 pagesIndustrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentRashel HasanPas encore d'évaluation
- FCIAWebinarM MaintenanceBMcHugh08 2018Document89 pagesFCIAWebinarM MaintenanceBMcHugh08 2018Anees AhmedPas encore d'évaluation
- 2007 Minnesota State Buidling Code PDFDocument416 pages2007 Minnesota State Buidling Code PDFRyan KuntzPas encore d'évaluation
- Basic Concepts of Stairwell PressurizationDocument4 pagesBasic Concepts of Stairwell PressurizationHugo Mario Ariza PalacioPas encore d'évaluation
- Complete Pump Solutions For Fire ProtectionDocument4 pagesComplete Pump Solutions For Fire ProtectionDestiany PrawidyasariPas encore d'évaluation
- ESJ401w PDFDocument4 pagesESJ401w PDFWalter E. PinillosPas encore d'évaluation
- Deluge enDocument8 pagesDeluge enHuynh Phuc Phung100% (1)
- Energy Efficient RatingDocument28 pagesEnergy Efficient RatingPoovanaan Sathiya SeelanPas encore d'évaluation
- PVC Duct DesignDocument10 pagesPVC Duct DesigncitramuaraPas encore d'évaluation
- Ascgroup Scada-Bms TD en v6Document29 pagesAscgroup Scada-Bms TD en v6Jothimanikkam SomasundaramPas encore d'évaluation
- Q and A For The 2011 Edition of NFPA 25 PDFDocument5 pagesQ and A For The 2011 Edition of NFPA 25 PDFbtjajadiPas encore d'évaluation
- Vana Seçimi Control Valve Selection Practical GuideDocument7 pagesVana Seçimi Control Valve Selection Practical GuideÖmer EmelPas encore d'évaluation
- Et 321 06-23-15Document2 pagesEt 321 06-23-15Shishan AhmadPas encore d'évaluation
- Fire Door Inspections & Checklist - Steel Door InstituteDocument10 pagesFire Door Inspections & Checklist - Steel Door InstituteMaríaPaula CheheidPas encore d'évaluation
- JIG 07 Bulletin API 1581Document4 pagesJIG 07 Bulletin API 1581Gregor PlevelPas encore d'évaluation
- TFP-315 Rociadores PDFDocument4 pagesTFP-315 Rociadores PDFJosue' GonzalezPas encore d'évaluation
- Nfpa 13 Chapter 1Document34 pagesNfpa 13 Chapter 1hmayordomo100% (1)
- Viking Residential Sprinkler Installation GuideDocument18 pagesViking Residential Sprinkler Installation Guidesina_84Pas encore d'évaluation
- SKUM Over The Top Foam Generators OFG OFGR - FDS14334 0214 LRDocument4 pagesSKUM Over The Top Foam Generators OFG OFGR - FDS14334 0214 LRValentin A.Pas encore d'évaluation
- Design of Cond TrapDocument7 pagesDesign of Cond TrapgtdprasadPas encore d'évaluation
- NFPA13RDocument28 pagesNFPA13RAnoj ApPas encore d'évaluation
- Online Enclosure Integrity Training PDFDocument6 pagesOnline Enclosure Integrity Training PDFsujiPas encore d'évaluation
- (In Accordance With ANSI/FCI 70 2 and IEC 60534-4) : Control Valve Seat Leakage ClassificationsDocument1 page(In Accordance With ANSI/FCI 70 2 and IEC 60534-4) : Control Valve Seat Leakage Classificationsmilton1987Pas encore d'évaluation
- TrueUnion - True Union Ball ValveDocument4 pagesTrueUnion - True Union Ball ValveKarthick VenkateshPas encore d'évaluation
- OIT InfrastrucStdsTelecommSpacesDocument118 pagesOIT InfrastrucStdsTelecommSpacesfuad100% (1)
- CMHC2000-Rigid Air Barrier AssembliesDocument4 pagesCMHC2000-Rigid Air Barrier Assemblieskulov1592Pas encore d'évaluation
- D790 - 10 PDFDocument11 pagesD790 - 10 PDFShanaka Jayasekara67% (3)
- Nicet - Nicet MainDocument3 pagesNicet - Nicet Mainervikas34Pas encore d'évaluation
- Serbco WP Training Manual For PPR Pipes and FittingsDocument16 pagesSerbco WP Training Manual For PPR Pipes and FittingsDewald Tjatjarag BurzynskiPas encore d'évaluation
- Installation Manual: Variable Refrigerant Flow Outdoor Units 6.0 To 42.0 TonsDocument208 pagesInstallation Manual: Variable Refrigerant Flow Outdoor Units 6.0 To 42.0 TonsXAVIER RUBIOPas encore d'évaluation
- Steam Trace Specification PDFDocument55 pagesSteam Trace Specification PDFPaulo CostaPas encore d'évaluation
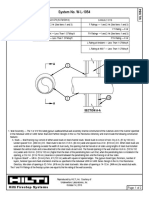
- W L 1054Document2 pagesW L 1054shama093Pas encore d'évaluation
- Cold Water StorageDocument3 pagesCold Water StorageTransgulf2013Pas encore d'évaluation
- Info Iso8528-10 (Ed1.0) enDocument4 pagesInfo Iso8528-10 (Ed1.0) enElias CarvalhoPas encore d'évaluation
- Ppi Comparison Astm D 2513Document61 pagesPpi Comparison Astm D 2513lthyaguPas encore d'évaluation
- Ss C 153 CDocument7 pagesSs C 153 CsanthoshPas encore d'évaluation
- O T 634CDocument11 pagesO T 634CAbhjth RavikumarPas encore d'évaluation
- Mil I 17563CDocument18 pagesMil I 17563Cchitti409Pas encore d'évaluation
- Mil R 4608282 - BDocument20 pagesMil R 4608282 - BBryan MartinezPas encore d'évaluation
- Mil PRF 26915DDocument15 pagesMil PRF 26915DRony RuizPas encore d'évaluation
- Mil DTL 16232GDocument17 pagesMil DTL 16232GPatrick StanleyPas encore d'évaluation
- Cee Motor GuidebookDocument39 pagesCee Motor Guidebookhansenmike698105Pas encore d'évaluation
- E 17814 FDocument13 pagesE 17814 FCarlos Enrique Godoy SifontesPas encore d'évaluation
- Mestek Arch Overview PresentationDocument23 pagesMestek Arch Overview PresentationCarlos Enrique Godoy SifontesPas encore d'évaluation
- Index PDFDocument153 pagesIndex PDFCarlos Enrique Godoy SifontesPas encore d'évaluation
- Productsheet.321555.Ex enDocument2 pagesProductsheet.321555.Ex enCarlos Enrique Godoy SifontesPas encore d'évaluation
- Master ONE: Modbus TCP/IP Option Instruction ManualDocument25 pagesMaster ONE: Modbus TCP/IP Option Instruction ManualCarlos Enrique Godoy SifontesPas encore d'évaluation
- 2007CalifPlumbCode StandardsDocument38 pages2007CalifPlumbCode StandardsCarlos Enrique Godoy SifontesPas encore d'évaluation
- Man Flexfiller Pressurisation ENG v8.1 201502Document40 pagesMan Flexfiller Pressurisation ENG v8.1 201502Carlos Enrique Godoy SifontesPas encore d'évaluation
- Product Data Sheet (2016-12-27) : 17426 - Twin System 2 X 150DDocument2 pagesProduct Data Sheet (2016-12-27) : 17426 - Twin System 2 X 150DCarlos Enrique Godoy SifontesPas encore d'évaluation
- AHRI Standard 410-2001 With Addenda 1 2 and 3Document67 pagesAHRI Standard 410-2001 With Addenda 1 2 and 3Oziel Reyes100% (1)
- AHRI Standard 410-2001 With Addenda 1 2 and 3Document67 pagesAHRI Standard 410-2001 With Addenda 1 2 and 3Oziel Reyes100% (1)
- 38CKC Product DataDocument26 pages38CKC Product DataCarlos Enrique Godoy Sifontes0% (1)
- MILITARY SPECIFICATION A24179aDocument24 pagesMILITARY SPECIFICATION A24179aCarlos Enrique Godoy Sifontes100% (1)
- Astm E84 2001Document21 pagesAstm E84 2001JohnRamesh100% (1)
- Proper System Charging and 22Document1 pageProper System Charging and 22mdecowskiPas encore d'évaluation
- APP Carbon Grade Chart v6Document1 pageAPP Carbon Grade Chart v6Tashrif YusufPas encore d'évaluation
- KELE Control Dif Presion AireDocument2 pagesKELE Control Dif Presion AireCarlos Enrique Godoy SifontesPas encore d'évaluation
- Matlab I - Introduction To Matlab: 1. Variables, Matrices and VectorsDocument5 pagesMatlab I - Introduction To Matlab: 1. Variables, Matrices and VectorsCarlos Enrique Godoy SifontesPas encore d'évaluation
- Iso 8583Document42 pagesIso 8583johannachong100% (1)
- 7 QML Presenting DataDocument52 pages7 QML Presenting DataeliaezekielPas encore d'évaluation
- Kim EsbensenDocument25 pagesKim EsbensenJaime Mercado BenavidesPas encore d'évaluation
- Iso-Iec - 17029 - Iso-Iec 17029-2019Document40 pagesIso-Iec - 17029 - Iso-Iec 17029-2019ghassan72 ghassan75% (8)
- Jai Ganesh Ibr-Design Chapter-1Document10 pagesJai Ganesh Ibr-Design Chapter-1Sivi NallamothuPas encore d'évaluation
- Akshaya Patra (Final Report)Document31 pagesAkshaya Patra (Final Report)sneharaj86100% (2)
- Operating Instructions: Planetary MillDocument68 pagesOperating Instructions: Planetary MillFaraz HaiderPas encore d'évaluation
- TE30 Electricity Meter Tester and Power Quality Analyzer Presentation enDocument19 pagesTE30 Electricity Meter Tester and Power Quality Analyzer Presentation enalejandroPas encore d'évaluation
- The 70 20 10 Methodology - Jos AretsDocument19 pagesThe 70 20 10 Methodology - Jos AretsCorporate L&DPas encore d'évaluation
- Mvi46 Mnet User ManualDocument93 pagesMvi46 Mnet User ManualGeraldoJunior Gomes da SilvaPas encore d'évaluation
- Fujitsu Siemens Scenicview B17-2ci SMDocument55 pagesFujitsu Siemens Scenicview B17-2ci SMVergil OlteanuPas encore d'évaluation
- Intro To Footprinting A Target and SQL InjectionDocument19 pagesIntro To Footprinting A Target and SQL InjectionDrew RobinsonPas encore d'évaluation
- DBR CalculatorDocument69 pagesDBR CalculatorSURJIT SINGHPas encore d'évaluation
- 05 - Transmission Fuller MGES1-WE-1111 - 1st PDFDocument174 pages05 - Transmission Fuller MGES1-WE-1111 - 1st PDFPengecoransemester6Pas encore d'évaluation
- Sx460 Automatic Voltage Regulator (Avr)Document4 pagesSx460 Automatic Voltage Regulator (Avr)rajan_2002eee100% (1)
- Avaya UC Vision and StrategyDocument18 pagesAvaya UC Vision and StrategyliemdarenPas encore d'évaluation
- PGN Fee5 Engine Hours, Revolutions Hours: Start Position Length Parameter Name SPNDocument2 pagesPGN Fee5 Engine Hours, Revolutions Hours: Start Position Length Parameter Name SPNPrashant TambePas encore d'évaluation
- BS 3148Document10 pagesBS 3148muhammad iqbalPas encore d'évaluation
- RTN 900 V100R008C10 Per-NE L3VPN Configuration Guide 01Document127 pagesRTN 900 V100R008C10 Per-NE L3VPN Configuration Guide 01Paulo DembiPas encore d'évaluation
- 151SGDocument2 pages151SGdcsamaraweeraPas encore d'évaluation
- ASTM F1139-1988 - Standard Specification For Steam Traps and DrainsDocument6 pagesASTM F1139-1988 - Standard Specification For Steam Traps and DrainsRamesh-NairPas encore d'évaluation
- Iec 364 4 41Document12 pagesIec 364 4 41Ramadan Dwiputra NurrachmadPas encore d'évaluation
- MHSW 5 - Bab 6 - Manajemen KualitasDocument45 pagesMHSW 5 - Bab 6 - Manajemen KualitasAryo AxxePas encore d'évaluation
- Air PollutuionDocument3 pagesAir PollutuionMalvikasingh93Pas encore d'évaluation
- Proofex Torchseal Method of StatementDocument3 pagesProofex Torchseal Method of StatementKaren Mirad0% (1)
- Pearson VUE - Checkout - Step 4 of 4 - SummaryDocument3 pagesPearson VUE - Checkout - Step 4 of 4 - Summarykelvin felix garciaPas encore d'évaluation
- What Is QualityDocument7 pagesWhat Is QualityRoubina NuckcheddyPas encore d'évaluation
- I Supplementation VDA4902 en 2007-09-11Document9 pagesI Supplementation VDA4902 en 2007-09-11rogelio_jasso@hotmail.comPas encore d'évaluation
- System Head Curves : Figure 2.4-1Document4 pagesSystem Head Curves : Figure 2.4-1Muhammad ImranPas encore d'évaluation
- ONF Certified SDN EngineerDocument13 pagesONF Certified SDN EngineerRicardo OrtizuPas encore d'évaluation