Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- 2005 Harley Davidson Sportster 883 66418Document136 pages2005 Harley Davidson Sportster 883 66418Josef Bruno SchlittenbauerPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Nutrition & You - Chapter 6Document40 pagesNutrition & You - Chapter 6Bridget KathleenPas encore d'évaluation
- Iomm VFD-3 030112Document100 pagesIomm VFD-3 030112Alexander100% (1)
- Case Study On Bearing FailureDocument33 pagesCase Study On Bearing FailureAyush JAin100% (1)
- Bacterial Genome Assembly IlluminaDocument49 pagesBacterial Genome Assembly IlluminadksaPas encore d'évaluation
- EIL Document On Motor, PanelDocument62 pagesEIL Document On Motor, PanelArindam Samanta100% (1)
- Photovoltaic Principles (NREL) PDFDocument71 pagesPhotovoltaic Principles (NREL) PDFED DK KAPas encore d'évaluation
- Standards Spec Brochure ME WEBDocument44 pagesStandards Spec Brochure ME WEBReza TambaPas encore d'évaluation
- Bedwetting TCMDocument5 pagesBedwetting TCMRichonyouPas encore d'évaluation
- Doctors ListDocument212 pagesDoctors ListSaranya Chandrasekar33% (3)
- Pigeon Disease - The Eight Most Common Health Problems in PigeonsDocument2 pagesPigeon Disease - The Eight Most Common Health Problems in Pigeonscc_lawrence100% (1)
- Running in Parallel Luc Chin IDocument13 pagesRunning in Parallel Luc Chin INashrif KarimPas encore d'évaluation
- Press Fits PDFDocument17 pagesPress Fits PDFtooocooolPas encore d'évaluation
- Modeling and Simulation of Gas, Oil and Water Flow in A Catenary-Shaped RiserDocument17 pagesModeling and Simulation of Gas, Oil and Water Flow in A Catenary-Shaped RiserAyush JAinPas encore d'évaluation
- Errosion ModellingDocument22 pagesErrosion ModellingAyush JAinPas encore d'évaluation
- Finite Volume Discretization of Governing Equation On Collocated Grid With Heat SourceDocument10 pagesFinite Volume Discretization of Governing Equation On Collocated Grid With Heat SourceAyush JAinPas encore d'évaluation
- DPM U BendDocument13 pagesDPM U BendharabnezhadPas encore d'évaluation
- System Coupling Users GuideDocument144 pagesSystem Coupling Users GuidegarystevensozPas encore d'évaluation
- Thick Walled CylindersDocument9 pagesThick Walled CylinderskabangiPas encore d'évaluation
- NS EquationDocument11 pagesNS EquationAyush JAinPas encore d'évaluation
- Parallelism in StructureDocument3 pagesParallelism in StructureAyush JAinPas encore d'évaluation
- Analysis of DO Sag For Multiple Point Sources: Department of Mathematics, Galgotias University, Greater Noida, IndiaDocument7 pagesAnalysis of DO Sag For Multiple Point Sources: Department of Mathematics, Galgotias University, Greater Noida, IndiaprateekbaldwaPas encore d'évaluation
- Bioinformatics Drug DesignDocument62 pagesBioinformatics Drug DesignAyush JAinPas encore d'évaluation
- IIT Master Sandwich Scholarships Announcement 2014/2015 ObjectivesDocument3 pagesIIT Master Sandwich Scholarships Announcement 2014/2015 ObjectivesTarun SachdevaPas encore d'évaluation
- FAQDocument9 pagesFAQAyush JAinPas encore d'évaluation
- Photovoltaic Effect BriefDocument1 pagePhotovoltaic Effect BriefAyush JAinPas encore d'évaluation
- Photoelectric EffectDocument4 pagesPhotoelectric EffectAyush JAinPas encore d'évaluation
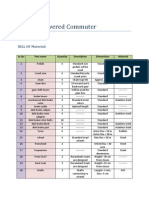
- BOM - Human Powered CommuterDocument2 pagesBOM - Human Powered CommuterAyush JAinPas encore d'évaluation
- For Academic Customers: Site Creation Request FormDocument7 pagesFor Academic Customers: Site Creation Request FormAyush JAinPas encore d'évaluation
- About Ancient BharatDocument0 pageAbout Ancient BharatKundan KumawatPas encore d'évaluation
- Recent Trends in Wind Energy by Ayush JainDocument3 pagesRecent Trends in Wind Energy by Ayush JainAyush JAinPas encore d'évaluation
- Dielectric MaterialsDocument7 pagesDielectric MaterialsAyush JAinPas encore d'évaluation
- Parallel PortDocument1 pageParallel PortAyush JAinPas encore d'évaluation
- Suspension Design AnalysisDocument8 pagesSuspension Design AnalysisPrithvish M GowdaPas encore d'évaluation
- Mechanical, Aeronautical & Manufacturing Rankings 2011: Rank Title Country Academic Employer Citations ScoreDocument10 pagesMechanical, Aeronautical & Manufacturing Rankings 2011: Rank Title Country Academic Employer Citations ScoreAyush JAinPas encore d'évaluation
- AjDocument4 pagesAjAyush JAinPas encore d'évaluation
- HT12D PDFDocument11 pagesHT12D PDFSwarnalatha ChinnathuraiPas encore d'évaluation
- Turning Risk Into ResultsDocument14 pagesTurning Risk Into Resultsririschristin_171952Pas encore d'évaluation
- Unit 8 Packet KeyDocument21 pagesUnit 8 Packet KeyHiddenPas encore d'évaluation
- Chemistry Xi: Short Questions and 20% Long QuestionsDocument3 pagesChemistry Xi: Short Questions and 20% Long QuestionsSyed Nabeel HassanPas encore d'évaluation
- Those With MoonDocument1 pageThose With MoonRosee AldamaPas encore d'évaluation
- ArticleDocument5 pagesArticleJordi Sumoy PifarréPas encore d'évaluation
- 'Bubble Kid' Success Puts Gene Therapy Back On TrackDocument5 pages'Bubble Kid' Success Puts Gene Therapy Back On TrackAbby Grey Lopez100% (1)
- Quality Factor of Inductor and CapacitorDocument4 pagesQuality Factor of Inductor and CapacitoradimeghaPas encore d'évaluation
- Dressmaking - Q1 TASK-SHEET v1 - Schalemar OmbionDocument2 pagesDressmaking - Q1 TASK-SHEET v1 - Schalemar OmbionAlvaCatalinaPas encore d'évaluation
- Demages Goods RecordDocument22 pagesDemages Goods Recordtariq malikPas encore d'évaluation
- Answers To Your Questions About Circumcision and HIV/AIDSDocument2 pagesAnswers To Your Questions About Circumcision and HIV/AIDSAlex BrownPas encore d'évaluation
- Laboratory Cold ChainDocument22 pagesLaboratory Cold ChainEmiPas encore d'évaluation
- Epo-Fix Plus: High-Performance Epoxy Chemical AnchorDocument3 pagesEpo-Fix Plus: High-Performance Epoxy Chemical Anchormilivoj ilibasicPas encore d'évaluation
- Heteropolyacids FurfuralacetoneDocument12 pagesHeteropolyacids FurfuralacetonecligcodiPas encore d'évaluation
- Science and TechnologyDocument21 pagesScience and TechnologyPat MillerPas encore d'évaluation
- IsoTherming® Hydroprocessing TechnologyDocument4 pagesIsoTherming® Hydroprocessing Technologyromi moriPas encore d'évaluation
- Neuro M Summary NotesDocument4 pagesNeuro M Summary NotesNishikaPas encore d'évaluation
- High Speed DoorsDocument64 pagesHigh Speed DoorsVadimMedooffPas encore d'évaluation
- 2022-Brochure Neonatal PiccDocument4 pages2022-Brochure Neonatal PiccNAIYA BHAVSARPas encore d'évaluation
- Psychoanalysis AND History: Freud: Dreaming, Creativity and TherapyDocument2 pagesPsychoanalysis AND History: Freud: Dreaming, Creativity and TherapyJuan David Millán MendozaPas encore d'évaluation
- Topic of Assignment: Health Wellness and Yoga AssignmentDocument12 pagesTopic of Assignment: Health Wellness and Yoga AssignmentHarsh XPas encore d'évaluation
- Interviewing Skill Workshop (KAU)Document54 pagesInterviewing Skill Workshop (KAU)DrKomal KhalidPas encore d'évaluation