Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Datasheet Briosil Primer 6-7360P - Eng - 25-08-11Document3 pagesDatasheet Briosil Primer 6-7360P - Eng - 25-08-11SUBODHPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Unit No. Topics Teaching HoursDocument1 pageUnit No. Topics Teaching HourspmagrawalPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Metal Stamping DiesDocument7 pagesMetal Stamping DiesedpsousaPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Effects of Fabric Alkalinity in Resin FinishingDocument4 pagesEffects of Fabric Alkalinity in Resin Finishingviathung02Pas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Special Metal Korea Co., LTDDocument1 pageSpecial Metal Korea Co., LTDWelli E SPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Take Test: Reaction Engineering Mid-Term QuizDocument6 pagesTake Test: Reaction Engineering Mid-Term QuizArvin LiangdyPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Problem and Its SettingDocument50 pagesThe Problem and Its SettingSherren Marie Nala100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Metallurgy of Zinc Coated SteelDocument81 pagesThe Metallurgy of Zinc Coated SteelMartin Olowe100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
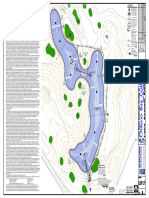
- Proyecto Campo de GolfDocument8 pagesProyecto Campo de GolfLuis Navarro SuarezPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Ceramic Tile CAD - Detail Document2Document46 pagesCeramic Tile CAD - Detail Document2داروین پرزPas encore d'évaluation
- High-Strength Steels For Cold-Forming, Thermomechanically-RolledDocument2 pagesHigh-Strength Steels For Cold-Forming, Thermomechanically-RolledbenoiPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- BS en Iso 2063 - 2 - 2017Document13 pagesBS en Iso 2063 - 2 - 2017Zara SurizaPas encore d'évaluation
- Meprophos M 60 ProcessDocument4 pagesMeprophos M 60 ProcessSatyendra PandeyPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Astm A760 PDFDocument13 pagesAstm A760 PDFCristian OtivoPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Astm A480 Plate ToleranceDocument25 pagesAstm A480 Plate ToleranceCik NisaPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Unit-3 Corrosion & Its ControlDocument29 pagesUnit-3 Corrosion & Its ControlJevaa KharthickPas encore d'évaluation
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Thanaraj SanmughamPas encore d'évaluation
- Study of Characteristics of CR O Casting Applications: Ycrn Duplex Coatings For Aluminum DieDocument6 pagesStudy of Characteristics of CR O Casting Applications: Ycrn Duplex Coatings For Aluminum DieMohsaidBouamrenePas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Filtro de Agua Industrial FGH - enDocument13 pagesFiltro de Agua Industrial FGH - eneluddePas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Rubber Lining Application PDFDocument9 pagesRubber Lining Application PDFLasandu WanniarachchiPas encore d'évaluation
- Unit V Powder Metallurgy and Plastic MoldingDocument48 pagesUnit V Powder Metallurgy and Plastic MoldingGayatri KanwadePas encore d'évaluation
- Guhring Milling DiverDocument2 pagesGuhring Milling DiverMACROLIKOPas encore d'évaluation
- Guidelinesfor Fabricating&Processing Plate SteelDocument97 pagesGuidelinesfor Fabricating&Processing Plate SteelFIM SA100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Synopsis Diploma in Mechanical Engineering: 1) Name of The StudentDocument8 pagesSynopsis Diploma in Mechanical Engineering: 1) Name of The StudentRushikesh PatilPas encore d'évaluation
- Packed Bed ReactorDocument6 pagesPacked Bed ReactorCik Tiem Ngagiman89% (9)
- Nitofill WS60Document4 pagesNitofill WS60Mansoor AliPas encore d'évaluation
- Centrifugal Casting Technique Baseline Knowledge, Applications, and Processing Parameters: OverviewDocument11 pagesCentrifugal Casting Technique Baseline Knowledge, Applications, and Processing Parameters: Overviewpanzer5012Pas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Wa0002.Document78 pagesWa0002.Dipanshu KumarPas encore d'évaluation
- Rsdc-Skill - Gap - Study-Rubber Technology and Manufacturing Process of Rubber Products PDFDocument119 pagesRsdc-Skill - Gap - Study-Rubber Technology and Manufacturing Process of Rubber Products PDFVijay YajivPas encore d'évaluation
- Semi Solid MixersDocument18 pagesSemi Solid MixersSpaynkter100% (4)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)