Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Engineering Drawing Handbook PDFDocument120 pagesEngineering Drawing Handbook PDFRobert Nixon100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- 6-Speed Manual GearboxDocument161 pages6-Speed Manual Gearboxjfrank100% (1)
- Clayton Steam Truck-Ocr PDFDocument76 pagesClayton Steam Truck-Ocr PDFbackyardcnc100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- John Deere 6820 ManualDocument6 pagesJohn Deere 6820 ManualAnnabell Cady0% (9)
- Plastic Injection Mold CalculationsDocument10 pagesPlastic Injection Mold CalculationsfieraminaPas encore d'évaluation
- Jet Engine Basics PDFDocument52 pagesJet Engine Basics PDFnaeema_58Pas encore d'évaluation
- Chapter 7 Engine Fuel and Fuel MeteringDocument76 pagesChapter 7 Engine Fuel and Fuel MeteringRobertPas encore d'évaluation
- Dongshin PRO-WD Series High Precision Intelligent Injection Molding Machines GuideDocument60 pagesDongshin PRO-WD Series High Precision Intelligent Injection Molding Machines Guidefieramina100% (1)
- Cane Sugar PDFDocument633 pagesCane Sugar PDFbernie_bph50% (2)
- Absolute MotionDocument1 pageAbsolute MotionfieraminaPas encore d'évaluation
- Mod3Intro PDFDocument10 pagesMod3Intro PDFramiro rodriguezPas encore d'évaluation
- Jacto JP Pump Repair ManualDocument20 pagesJacto JP Pump Repair ManualAndres AchicPas encore d'évaluation
- TNT135 EFI System Electric Diagram PDFDocument1 pageTNT135 EFI System Electric Diagram PDFGabriel Zamora100% (1)
- Lecture 1Document56 pagesLecture 1fieramina100% (1)
- DC Motor and Magnetism GuideDocument18 pagesDC Motor and Magnetism GuidefieraminaPas encore d'évaluation
- Lecture 5Document80 pagesLecture 5fieraminaPas encore d'évaluation
- Lecture 2Document93 pagesLecture 2fieraminaPas encore d'évaluation
- Synchronous Machine Fundamentals and Static Stability AnalysisDocument32 pagesSynchronous Machine Fundamentals and Static Stability AnalysisfieraminaPas encore d'évaluation
- 8 JoiningDocument7 pages8 Joiningdawoodabdullah56Pas encore d'évaluation
- Action Plan For The Project2Document1 pageAction Plan For The Project2fieraminaPas encore d'évaluation
- Book Review On Linsu Kim's Imitation To InnovationDocument3 pagesBook Review On Linsu Kim's Imitation To InnovationdonghaoliPas encore d'évaluation
- Design Guidelines for Turned Parts and Rapid Prototyping MethodsDocument19 pagesDesign Guidelines for Turned Parts and Rapid Prototyping MethodsfieraminaPas encore d'évaluation
- LectureDocument3 pagesLecturefieraminaPas encore d'évaluation
- Three Phase TransformerDocument27 pagesThree Phase Transformerfieramina100% (1)
- 3 Phase Induction Machines 1 (Construction)Document75 pages3 Phase Induction Machines 1 (Construction)fieraminaPas encore d'évaluation
- Single PhaseDocument23 pagesSingle PhasefieraminaPas encore d'évaluation
- Example of Different DC MotorsDocument22 pagesExample of Different DC MotorsfieraminaPas encore d'évaluation
- Starter MotorDocument15 pagesStarter MotorfieraminaPas encore d'évaluation
- Rotational Dynamics and Motor ModelsDocument22 pagesRotational Dynamics and Motor ModelsfieraminaPas encore d'évaluation
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326Pas encore d'évaluation
- DCDocument25 pagesDCfieraminaPas encore d'évaluation
- Metals Industry Development Institute Inter Transfer Note: Description Unit of Measure QTY RemarkDocument4 pagesMetals Industry Development Institute Inter Transfer Note: Description Unit of Measure QTY RemarkfieraminaPas encore d'évaluation
- 19 Introduction To Design of Helical SpringsDocument12 pages19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- Cabo de Mão GoproDocument1 pageCabo de Mão GoproTiago BorinPas encore d'évaluation
- Terazzo Two - Sheet1 PDFDocument1 pageTerazzo Two - Sheet1 PDFfieraminaPas encore d'évaluation
- Bags, Boxes, Bowls, and Beyond: Portable Collections ProgramDocument20 pagesBags, Boxes, Bowls, and Beyond: Portable Collections ProgramfieraminaPas encore d'évaluation
- Briefcases and Bags4 PDFDocument22 pagesBriefcases and Bags4 PDFfieraminaPas encore d'évaluation
- CNC Router Machine-1Document72 pagesCNC Router Machine-120-301 AKSHAY100% (1)
- SB8-2AN-e (Main Hoist Brake) RTGDocument11 pagesSB8-2AN-e (Main Hoist Brake) RTGMohamed ElnagdyPas encore d'évaluation
- Course Plan CimDocument4 pagesCourse Plan CimKvs PhaniPas encore d'évaluation
- X Series With Advance Micro and Tier 4i Engine Trouble Codes DiagnosisDocument2 pagesX Series With Advance Micro and Tier 4i Engine Trouble Codes DiagnosisRafael SolaresPas encore d'évaluation
- Scie Onglet Radiale 1500 W Lame 63122Document3 pagesScie Onglet Radiale 1500 W Lame 63122Sa PhânPas encore d'évaluation
- 924F 3114 3116 Engine Valve Lash - InspectAdjustDocument3 pages924F 3114 3116 Engine Valve Lash - InspectAdjustReymundo Enrique Dominguez HernandezPas encore d'évaluation
- Catálogo 8 HD FranklinDocument18 pagesCatálogo 8 HD Franklindalgy OrozcoPas encore d'évaluation
- Selector Valve Technical Data Sheet for SEVO P-SVP0200 to P-SVP0600Document1 pageSelector Valve Technical Data Sheet for SEVO P-SVP0200 to P-SVP0600Ronald Urizar100% (1)
- Juntas ToyotaDocument78 pagesJuntas ToyotaHewa PCPas encore d'évaluation
- Lex-W500 Il533 31.03.2020 PDFDocument4 pagesLex-W500 Il533 31.03.2020 PDFAnes HaragPas encore d'évaluation
- SM 72 PDFDocument289 pagesSM 72 PDFEnrique Arevalo LeyvaPas encore d'évaluation
- Can Bus Servo Motor SQM 45 PDFDocument8 pagesCan Bus Servo Motor SQM 45 PDFThomas WilliamPas encore d'évaluation
- Cyl Head Install 3054Document5 pagesCyl Head Install 3054steven manuputtyPas encore d'évaluation
- Thomson Roundrail 1NC SpecsheetDocument2 pagesThomson Roundrail 1NC SpecsheetElectromatePas encore d'évaluation
- Oil Mist Separator Sales LeafletDocument2 pagesOil Mist Separator Sales LeafletAhmad SodikinPas encore d'évaluation
- P0 D85SS-2 DZ306 (Revisi)Document1 pageP0 D85SS-2 DZ306 (Revisi)apriPas encore d'évaluation
- 2 2az Fe+coolingDocument36 pages2 2az Fe+coolingfredypezPas encore d'évaluation
- DuraSea Data SheetDocument2 pagesDuraSea Data Sheetnwmarineair2869Pas encore d'évaluation
- 8F+8R Tractor Gearbox Power FlowDocument53 pages8F+8R Tractor Gearbox Power FlowTung NguyenPas encore d'évaluation
- Engine Installation Checklist ReviewDocument3 pagesEngine Installation Checklist Reviewhary fadlyPas encore d'évaluation
- IndexDocument2 pagesIndexNandu kumarPas encore d'évaluation
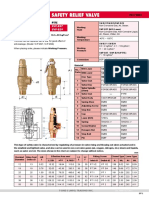
- Bronze Safety Relief Valve: SV-B27 SVP-B27 SV-B29 SVP-B29Document1 pageBronze Safety Relief Valve: SV-B27 SVP-B27 SV-B29 SVP-B29Shishan Ahmad100% (1)