Académique Documents
Professionnel Documents
Culture Documents
Man Ten I Mien To Product Ivo
Transféré par
rodrigoTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Man Ten I Mien To Product Ivo
Transféré par
rodrigoDroits d'auteur :
Formats disponibles
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
TESIS
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
TPM
PRESENTA
ALFREDO CAMARGO PREZ
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
CONTENIDO
PROLOGO.
INTRODUCCIN.
CAPITULO I
GENERALIDADES
1.1
1.2
1.3
1.4
1.5
Descripcin, giro de la empresa.
Ubicacin de la empresa.
Organizacin de la empresa.
Distribucin actual de la planta.
Evolucin histrica de los transformadores.
6
6
7
10
12
CAPITULO II
CONCEPTOS BASICOS DE MANTENIMIENTO.
15
15
2.1 Breve historia de la organizacin de mantenimiento.
2.2 Objetivo de mantenimiento.
2.3 Definicin de mantenimiento.
2.4 Tipos de Mantenimiento
2.4.1 Tcnicas para el mantenimiento predictivo.
2.4.2 Tcnicas para el mantenimiento preventivo.
2.4.3 Tcnicas para el mantenimiento correctivo.
2.5 Tcnicas para el mantenimiento productivo total.
15
15
16
19
20
28
34
35
CAPITULO III
DESCRIPCIN DE LA PROBLEMTICA
38
38
3.1 Anlisis y descripcin de la problemtica.
38
CAPITULO IV
PROPUESTA DEL MANTENIMIENTO PRODUCTIVO TOTAL.
45
45
4.1 Enfoque del Mantenimiento Productivo Total.
4.2 Procesos fundamentales en la implementacin del TPM (pilares) en la empresa.
4.3 Procesos Fundamentales del Mantenimiento Productivo Total.
4.4 Mantenimiento Administrativo.
4.5 Mantenimiento Autnomo.
4.6 Mantenimiento Preventivo.
4.7 Mantenimiento Predictivo.
4.8 Mantenimiento Progresivo.
4.9 Aplicacin del sistema en una maquina (devanadora) de alta tensin.
45
45
45
54
68
68
71
75
76
Pgina 2
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
CAPITULO V
80
ANALISIS ECONOMICO.
80
5.1 Definicin.
5.2 Tipos de costos.
5.3 Anlisis econmico para la implementacin del Mantenimiento Productivo Total (TPM).
80
80
82
ANEXOS A Y B.
89
(A). Sistema del OEE (Eficiencia Total del Equipo).
(B). Ocho disciplinas (8DS)
(C). 5 S
89
90
106
Conclusiones
111
Glosario
112
Bibliografa
113
Pgina 3
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
PROLOGO
La intencin de escribir este texto, es con la idea de apoyar a los alumnos de la carrera de Ingeniera
Mecnica de la Escuela Superior de Ingeniera Mecnica y Elctrica del Instituto Politcnico
Nacional (ESIME-IPN).
Para motivar el estudio de los lectores se ha procurado destacar el aspecto terico y prctico de los
tipos de Mantenimiento y el TPM (Mantenimiento Productivo Total). Se han incluido gran cantidad de
figuras, de manera que la lectura sea claramente descriptiva, lo cual esto no limita a que Ingenieros
y Tcnicos poco experimentados hagan uso de este material.
Mi ms expresivo agradecimiento a los profesores de la ESIME: Por las sugerencias y comentarios
hacia este trabajo. De tal forma a mis padres y mis hermanos por sus nimos, paciencia, apoyo y
compresin durante los aos de estudio de trabajo requeridos para llevar a cabo la terminacin de
mis estudios.
Pgina 4
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
INTRODUCCIN
La finalidad de este trabajo es la de introducir a los estudiantes de ingeniera en el campo
cognoscitivo en la elaboracin del sistema de mantenimiento total de la produccin y mantener el
equipo a optimas condiciones de funcionamiento, en este caso se enfocara a una empresa del ramo
elctrico dedicada a la fabricacin de transformadores, o a cualquier otra planta industrial
manufacturera, sin importar su tamao, deben contar con un sistema efectivo de planeacin y control
de mantenimiento.
Sin duda el departamento de mantenimiento es parte importante en la planta de transformadores, de
tal manera que se encuentre ordenado donde se pueda dar solucin a todos los problemas, que se
presenten relacionados con el rea de produccin; es por ello que el departamento se debe de
contar con un sistema de mantenimiento correctivo, predictivo, autnomo, preventivo, administrativo.
Tambin se destaca que para un sistema de planeacin y control de mantenimiento productivo total
no importa el tamao de la empresa, puesto que este sistema es aplicable a cualquier empresa y el
fin es el mismo para cualquiera de ellas (grande o pequea), la diferencia que estriba es la manera
en que se aplicara el sistema, es decir, la pequea empresa tendr que aplicarlo de una manera
minuciosa y al mismo tiempo asumir la nueva cultura de mantenimiento, mientras que las empresas
medianas o grandes, solo tendrn que hacer algunos ajustes o tal vez replantear sus sistema de
mantenimiento, que como se ha mencionado este tendr como consecuencia beneficios para la
empresa.
Sin duda para poder elaborar un sistema de planeacin y control de mantenimiento productivo total
debemos de considerar diversos factores que lleven al sistema a ser efectivo y eficiente por lo que a
continuacin mencionamos algunos factores importantes.
Sin embargo, se sabe que la curva de mejoras incremntales despus de un largo perodo es
difcilmente sensible, a esto se une la filosofa de calidad total, y todas las tendencias que trajo
consigo, sino que requiere la integracin del compromiso y esfuerzo de todas sus unidades. Esta
realidad ha volcado la atencin sobre un rea relegada: el mantenimiento. Ahora bien, cul es la
participacin del mantenimiento en el xito o fracaso de una empresa? Por estudios comprobados se
sabe que incide en:
1. Costos de produccin.
2. Calidad del producto servicio.
3. Capacidad operacional (aspecto relevante dado el ligamento entre: Competitividad y por
citar solo un ejemplo, el cumplimiento de plazos de entrega).
4. Capacidad de respuesta de la empresa como un ente organizado e integrado: por ejemplo,
al generar e implantar soluciones innovadoras y manejar oportuna y eficazmente situaciones
de cambio.
5. Seguridad e higiene industrial, y muy ligado a esto.
6. Calidad de vida de los colaboradores de la empresa manufacturera de transformadores.
7. Imagen y seguridad ambiental de la compaa.
Pgina 5
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Captulo 1
GENERALIDADES
1.1 Descripcin de la empresa.
Es una empresa dedicada al ramo elctrico, en la fabricacin de transformadores elctricos tipo
distribucin los cuales pueden ser clasificados de distintas maneras, segn se tome su base de
operacin, la construccin o la utilizacin; a s tenemos que:
Se fabrican transformadores tipo distribucin. Los que tienen capacidad desde 5 kva hasta 500 kva
en monofsicos o trifsicos.
1.2 Ubicacin de la empresa
Esta empresa se encuentra ubicada en el Estado de Mxico, en el municipio de Naucalpan de
Jurez fraccionamiento industrial Alce Blanco calle Escape N 10 y 12 B. dedicada a la fabricacin
de transformadores tipo distribucin sumergidos en aceite dielctrico. Como se muestra en la
figura.1
Planta de transformadores.
Calle escape #10 y 12 B
Figura -1. Ubicacin de la empresa
Pgina 6
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
1.3 Organizacin de la empresa.
La planta actualmente est organizada mediante un sistema de gestin de calidad ISO-9001-2005 y
un certificado de proveedor confiable por Comisin Federal de Electricidad (CFE).
Sistema de Gestin de la calidad.
La planta establece, documenta, implanta y mantiene un Sistema de Gestin de la calidad,
demostrando que se mejora continuamente su eficacia de acuerdo al cumplimiento de los requisitos
de la normas.
Asegura que se realice la documentacin del Sistema de Gestin de la Calidad, el cual:
a) Identifica los procesos bsicos de soporte y de control para el Sistema de Gestin de la Calidad,
como estn definidos en el Diagrama de Procesos.
b) Determina la secuencia e interaccin de los procesos.
c) Determina los criterios y mtodos para asegurar y monitorear que sus procesos y operacin son
eficaces.
d) Asegura la disponibilidad de los recursos e informacin para el apoyo de la operacin y
seguimiento al proceso.
e) Define los mtodos para dar seguimiento, medicin y anlisis de los procesos as como los
medios para implantar acciones para alcanzar los resultados planeados, asegurando la mejora
continua de Transformadores.
La planta administra stos procesos identificados de acuerdo a los requisitos de la norma.
La planta cuenta con el servicio externo en la fabricacin de ncleos enrollados y tanque de
transformador, el cual es controlado a travs del departamento de compras y calidad, que asegura
la conformidad del producto proporcionado al cliente.
Responsabilidad de la Direccin.
La Direccin de la planta, conformada por la Gerencia General, proporciona la evidencia de su
participacin y compromiso con el desarrollo e implantacin del Sistema de Gestin de la Calidad,
as como con la mejora continua de su eficacia a travs del seguimiento y toma de acciones
oportunas, a travs de:
a) La comunicacin formal a todo el personal de la organizacin involucrado en el proceso, de
la importancia de satisfacer los requisitos del cliente.
b) El establecimiento de la poltica de calidad que se documenta en el requisito Poltica de
Calidad.
c) Asegurar que se establecen los objetivos de la calidad. Los cuales se mencionan en el
requisito Objetivos de Calidad.
d) La realizacin de la revisin al Sistema y la metodologa utilizada se describen en el
requisito Revisin por la Direccin.
Pgina 7
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
e) Asegurar la disponibilidad de los recursos necesarios para la implantacin, mantenimiento y
mejora del Sistema, as como para aumentar la satisfaccin del cliente cumpliendo con sus
requisitos.
La Gerencia General define y establece en conjunto con el Comit de Calidad la misin de la
organizacin, esto como medio para asegurar que el personal conoce cual es la razn de ser de la
empresa, y se establezca un compromiso para el mejor desempeo de la organizacin.
SU RAZN ES LA CONSTRUCCIN DE TRANSFORMADORES ELCTRICOS, DE LA MAS
ALTA CALIDAD QUE SATISFAGAN LAS NECESIDADES DE SUS CLIENTES, SOPORTADAS
PRIMORDIALMENTE CON LAS NORMAS NACIONALES APLICABLES, CON SERVICIO Y
ASESORA TCNICA
Se define de igual manera la visin, para dar confianza a los clientes y personal de la planta, sobre
las expectativas futuras. La visin es la siguiente:
SER UNA EMPRESA LIDER EN EL RAMO ELCTRICO, CUYA CALIDAD DE SUS
PRODUCTOS Y SERVICIOS GARANTICEN SU PERMANENCIA EN EL MERCADO NACIONAL.
Gestin de Recursos.
A travs de la Gerencia determina y proporciona los recursos necesarios para:
1. Implantar y mantener el Sistema de Gestin de la Calidad y mejorar continuamente su
eficacia.
2. Aumentar la satisfaccin del cliente mediante el cumplimiento de sus requisitos.
Para mejorar el desempeo se consideran diferentes tipos de recursos, tales como:
- La provisin oportuna, eficaz y eficiente de recursos en relacin con las oportunidades y
restricciones;
- Recursos tangibles tales como mejores instalaciones de realizacin y apoyo al producto;
- Recursos intangibles como la propiedad intelectual;
- Recursos y mecanismos para alentar la mejora continua.
- Incremento de la competencia del personal a travs de la formacin, capacitacin y aprendizaje
dirigidos;
- La planificacin de futuras necesidades de recursos.
La identificacin de los recursos es a travs de deteccin de necesidades de capacitacin,
resultados de las revisiones de la Direccin, juntas de trabajo y/o cumplimiento a objetivos de
calidad.
Realizacin del producto
En la planta, la planificacin en la realizacin del producto est sustentada en el Plan de Calidad que
conforma el Sistema de Gestin de la Calidad.
Pgina 8
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
La planificacin del producto contempla cuando es apropiado lo siguiente:
a) Los objetivos de la calidad y los requisitos establecidos para el otorgamiento del producto.
b) La necesidad de establecer procesos, documentos y de proporcionar recursos especficos para
el producto.
c) Las actividades requeridas de verificacin, validacin, seguimiento, inspeccin y pruebas
especficas para el producto, as como los criterios para la aceptacin del mismo. Estas
actividades se definen en los procedimientos y Plan de Calidad.
d) Los registros que sean necesarios para proporcionar evidencia de que los procesos de la
otorgacin del producto y servicios cumplen los requisitos establecidos.
El resultado de la planificacin se encuentra definido en el Plan de Calidad, los procedimientos,
instrucciones de trabajo y registros, los cuales proporcionan la evidencia de la realizacin de la
planificacin del producto.
Medicin, anlisis y mejora
La planta, mantiene documentos que aseguran la planeacin e implantacin de procesos de
seguimiento, medicin, anlisis y mejora. Estos documentos incluyen un Plan de Calidad,
procedimientos, programas, reportes, estadsticos y registros, que demuestran lo siguiente:
a) La conformidad del producto.
b) Asegurar la conformidad del Sistema de Gestin de la Calidad.
c) Mejorar continuamente la eficacia del Sistema de Gestin de la Calidad.
Esto comprende la determinacin de los mtodos aplicables, incluyendo las tcnicas estadsticas, y
el alcance de su utilizacin.
Organigrama de la empresa.
GERENTE DE
PLANTA
ASISTENTE DE
GERENCIA DE
PLANTA
JEFE DE COMPRAS
JEFE DE VENTAS
JEFE DE CALIDAD
JEFE DE
PRODUCCION
JEFE DE
INGENIERIA Y
DISEO
JEFE DE
MANTENIMINETO
SUPERVISOR DE
ALMACEN
VENDEDORES
ASISTENTE DE
CALIDAD
SUPERVISORES DE
PRODUCCIN
TECNICO
MECANICO
TECNICO DE
MANTENIMINETO
Figura-2. Organigrama general.
Pgina 9
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
1.4.- Distribucin actual de la planta (LAY OUT).
La industria est construida en P.B y P.A
En la planta baja se encuentra las reas de herrajes, tanques, armado, ensamble, mantenimiento,
proyectos, producto terminado, laboratorio, almacn de materia prima, pintura, granallado y
embarques.
Figura.3 Planta baja de la planta de transformadores
Pgina
10
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Planta alta se encuentra ubicados las reas de ventas, ingeniera, calidad, contabilidad, direccin,
almacn general y bobinas de baja tensin y alta tensin.
Ing.
Ing. Industrial
Industrial
Oficinas
Oficinas
Produccion
Produccion
Bao
Bao
Director
Director
Administ.
Administ.
Comedor
Comedor
Archivo
Archivo
Muerto
Muerto
Sala
Sala de
de juntas
juntas
Depto.
Depto. Ingenieria
Ingenieria
yy Calidad
Calidad
Contabilidad
Carpinteria
Carpinteria
Ventas
Ventas
Embalaje
Finanzas
Finanzas
G
Bao
Bao
Oficinas
Oficinas
Bao
Bao
Director
Director
General
General
D
Vestidores
Vestidores
Baos
Baos
Mujeres
Mujeres
Bao
Bao
Sala
SaladedeJuntas
Juntas
SUPERFICIES
A Bobinas Producto Terminado
B Almacen
C Mezanine 1 Produccion
D Mezanine 2 Produccion
E Mezanine 3 Zona de descarga
F Oficinas Generales
G Mezanine 4 Departamentos
22
15.4
180.8
232.4
252.2
32.8
172.3
397.6
REVISIN
REVISIN ::
00
00
Escape
Escape 10
10 yy 12
12 Naucalpan
Naucalpan Edo.
Edo. de
de Mxico
Mxico
Figura.4 Planta alta.
Pgina
11
Escala : s / e
Acotacin : m
Diseo :
Aprob :
Dibujo :
Fecha :
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
1.5 Evolucin histrica de los transformadores.
Qu es un transformador?
El transformador es un aparato elctrico que por induccin electromagntica transfiere energa
elctrica de uno ms circuitos, a uno ms circuitos a la misma frecuencia, usualmente aumentando o
disminuyendo los valores de tensin y corriente elctrica. Un transformador puede recibir energa y
devolverla a una tensin ms elevada, en cuyo caso se le denomina transformador elevador, o
pueden devolverla a una tensin ms baja, en cuyo caso es un transformador reductor. En el caso
en que la energa suministrada tenga la misma tensin que la recibida en el transformador, se dice
entonces, que este se tiene una relacin de transformacin igual a la unidad.
Historia del transformador.
El fenmeno de induccin electromagntica en el que se basa el funcionamiento del transformador
fue descubierto por Michael Faraday en 1831, se basa fundamentalmente en que cualquier variacin
de flujo magntico que atraviesa un circuito cerrado genera una corriente inducida, y en que la
corriente inducida slo permanece mientras se produce el cambio de flujo magntico.
Figura-5. Michael Faraday
La primera "bobina de induccin" fue inventada por el sacerdote Nicholas Joseph Callan en
la Universidad de Maynooth en Irlanda en 1836. Callan fue uno de los primeros investigadores en
darse cuenta de que cuantas ms espiras hay en el secundario, en relacin con el bobinado
primario, ms grande es el aumento de la tensin elctrica.
Los cientficos e investigadores basaron sus esfuerzos en evolucionar las bobinas de induccin para
obtener mayores tensiones en las bateras. En lugar de corriente alterna (CA), su accin se bas en
un "do&break" mecanismo vibrador que regularmente interrumpa el flujo de la corriente directa (DC)
de las bateras.
Entre la dcada de 1830 y la dcada de 1870, los esfuerzos para construir mejores bobinas de
induccin, en su mayora por ensayo y error, revel lentamente los principios bsicos de los
transformadores. Un diseo prctico y eficaz no apareci hasta la dcada de 1880, pero dentro de
un decenio, el transformador sera un papel decisivo en los sistemas de distribucin de corriente
Pgina
12
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
alterna triunfaron sobre sus homlogos de corriente continua, una posicin dominante que
mantienen desde entonces.
En 1876, el ingeniero ruso Pavel Yablochkov invent un sistema de iluminacin basado en un
conjunto de bobinas de induccin en el cual el bobinado primario se conectaba a una fuente de
corriente alterna y los devanados secundarios podan conectarse a varias lmparas de arco, de su
propio diseo. Las bobinas utilizadas en el sistema se comportaban como transformadores
primitivos. La patente aleg que el sistema podra, proporcionar suministro por separado a varios
puntos de iluminacin con diferentes intensidades luminosas procedentes de una sola fuente de
energa elctrica.
En 1878, los ingenieros de la empresa Ganz en Hungra asignaron parte de sus recursos de
ingeniera para la fabricacin de aparatos de iluminacin elctrica para Austria y Hungra. En 1883,
realizaron ms de cincuenta instalaciones para dicho fin. Ofreca un sistema que constaba de dos
lmparas incandescentes y de arco, generadores y otros accesorios.
En 1882, Lucien Gaulard y John Dixon Gibbs expusieron por primera vez un dispositivo con un
ncleo de hierro llamado "generador secundario" en Londres, luego vendieron la idea a la compaa
estadounidense Westinghouse Electric. Tambin este sistema fue expuesto en Turn, Italia en 1884,
donde fue adoptado para el sistema de alumbrado elctrico.
El nacimiento del primer transformador
Entre 1884 y 1885, los ingenieros hngaros Zipernowsky, Blthy y Deri de la compaa Ganz
crearon en Budapest el modelo ZBD de transformador de corriente alterna, basado en un diseo de
Gaulard y Gibbs (Gaulard y Gibbs slo disearon un modelo de ncleo abierto). Descubrieron la
frmula matemtica de los transformadores:
Donde: (Vs) es la tensin en el secundario y (Ns) es el nmero de espiras en el
secundario, (Vp) y (Np) se corresponden al primario.
Su solicitud de patente hizo el primer uso de la palabra "transformador", una palabra
que haba sido acuada por Blthy Ott.
En 1885, George Westinghouse compro las patentes del ZBD y las de Gaulard y Gibbs.
l le encomend a William Stanley la construccin de un transformador de tipo ZBD
para uso comercial.
Este diseo se utiliz por primera vez comercialmente en 1886.
Pgina
13
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura-6. Transformador de tres fases. De 13200 en A.T y 220/127 en B.T
El primer sistema comercial de corriente alterna con fines de distribucin de la energa elctrica
que usaba transformadores se puso en operacin en 1886 en Great Barington, Massachussets,
en los Estados Unidos de Amrica. En ese mismo ao, la electricidad se transmiti a 2.000
voltios en corriente alterna a una distancia de 30 kilmetros, en una lnea construida en Cerchi,
Italia. A partir de esta pequea aplicacin inicial, la industria elctrica en el mundo, ha recorrido
en tal forma, que en la actualidad es factor de desarrollo de los pueblos, formando parte
importante en esta industria el transformador. El aparato que aqu se describe es una aplicacin,
entre tantas, derivada de la inicial bobina de Ruhmkorff o carrete de Ruhmkorff, que consista en
dos bobinas concntricas. A una bobina, llamada primario, se le aplicaba una corriente continua
proveniente de una batera, conmutada por medio de un ruptor movido por el magnetismo
generado en un ncleo de hierro central por la propia energa de la batera. El campo magntico
as creado variaba al comps de las interrupciones, y en el otro bobinado, llamado secundario y
con muchas ms espiras, se induca una corriente de escaso valor pero con una fuerza elctrica
capaz de saltar entre las puntas de un chispmetro conectado a sus extremos.
Tambin da origen a las antiguas bobinas de ignicin del automvil Ford T, que posea una por
cada buja, comandadas por un distribuidor que mandaba la corriente a travs de cada una de
las bobinas en la secuencia correcta.
Transformador elevador/reductor de tensin
Figura- 7. Un transformador sumergido en aceite como refrigerante en plena calle.
Pgina
14
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Capitulo 2
CONCEPTOS BASICOS DE MANTENIMIENTO.
2.1 Breve historia de la organizacin del mantenimiento.
La necesidad de organizar adecuadamente el servicio de mantenimiento con la introduccin de
programas de mantenimiento preventivo y el control del mantenimiento correctivo,
fundamentalmente, el objetivo es de optimizar la disponibilidad de los equipos de produccin.
Posteriormente, la necesidad de minimizar los costos propios de mantenimiento acenta esta
necesidad de organizacin mediante la introduccin de controles adecuados de la administracin.
Ms recientemente, la exigencia a que la industria est sometida de optimizar todos sus aspectos,
tanto de costos, como de calidad, como de cambio rpido de producto, conduce a la necesidad de
analizar de forma sistemtica las mejoras que pueden ser introducidas en la gestin, tanto tcnica
como econmica del mantenimiento. Es la filosofa de la tero tecnologa. Todo ello ha llevado a la
necesidad de manejar desde el mantenimiento una gran cantidad de informacin.
2.2 Objetivos del mantenimiento.
El diseo e implementacin de cualquier sistema organizado y su posterior informacin debe
siempre tener presente que est al servicio de unos determinados objetivos. Cualquier sofisticacin
del sistema debe ser contemplada con gran prudencia en evitar, precisamente, de que se
enmascaren dichos objetivos o se dificulte su consecucin.
En el caso del mantenimiento su organizacin e informacin debe estar encaminada a la
permanente consecucin de los siguientes objetivos.
Optimizacin de la disponibilidad del equipo productivo en funcionamiento.
Disminucin de los costos de mantenimiento mediante la aplicacin de un plan.
Optimizacin de los recursos humanos.
Evitar, reducir, y en su caso, reparar, las fallas sobre los bienes precitados.
Disminuir la gravedad de las fallas que no se lleguen a evitar.
Evitar detenciones intiles o paro de mquinas innecesarias.
Evitar accidentes.
Evitar incidentes y aumentar la seguridad para las personas
Conservar los bienes productivos en condiciones seguras y preestablecidas de operacin.
Balancear el costo de mantenimiento con el correspondiente al lucro cesante.
Alcanzar o prolongar la vida til de equipo/maquinaria y edificios en optimas condiciones
necesarias.
Pgina
15
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El mantenimiento adecuado, tiende a prolongar la vida til de los bienes, a obtener un rendimiento
aceptable de los mismos durante ms tiempo y a reducir el nmero de fallas o paros.
Decimos que algo falla cuando deja de brindarnos el servicio que deba darnos o cuando aparecen
efectos indeseables, segn las especificaciones de diseo. Con las que fue construido o instalado el
bien en cuestin.
2.3 Definicin de mantenimiento
Es un servicio que agrupa una serie de actividades cuya ejecucin permite alcanzar un mayor grado
de confiabilidad en los equipos, mquinas, construcciones civiles e instalaciones para que puedan
seguir funcionando adecuadamente.
La labor del departamento de mantenimiento, est relacionada muy estrechamente en la prevencin
de accidentes y lesiones en el trabajador ya que tiene la responsabilidad de mantener en buenas
condiciones, la maquinaria y herramienta, equipo de trabajo, lo cual permite un mejor
desenvolvimiento y seguridad evitando en parte riesgos en el rea laboral.
El departamento de mantenimiento tiene dos funciones bsicas:
Funciones primarias:
La mayor parte de las cuales se incluyen la justificacin del Departamento de Ingeniera del
Mantenimiento.
1.
2.
3.
4.
5.
6.
Mantenimiento del equipo ya existente en la planta.
Mantenimiento de los edificios existentes en la planta y de las construcciones.
Inspeccin y lubricacin de equipo.
Produccin y distribucin de equipo.
Modificaciones a equipo/maquinaria y edificios existentes.
Nuevas instalaciones de equipo y edificios.
Funciones Secundarias:
Las cuales, debido a la experiencia, conocimiento tcnico, antecedentes y otros factores, o a que no
hay otra divisin lgica de la planta a la cual se le pueda asignar las responsabilidades de las
mismas, se delegan al grupo de Ingeniera del Mantenimiento.
1.
2.
3.
4.
5.
6.
7.
8.
Almacenamiento
Proteccin de la planta, incluyendo incendio
Disposicin de desperdicios
Recuperacin
Administracin de Seguros
Servicio de intendencia
Contabilidad de los bienes
Eliminacin de contaminacin y ruidos
Pgina
16
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
9. Otros servicios delegados a la ingeniera de mantenimiento por la administracin de la
planta.
Actividades del mantenimiento;
1. Seleccionar y adiestrar al personal calificado para que lleve a cabo los distintos deberes y
responsabilidades de funcin
2. Planear y programar de forma conveniente la labor de mantenimiento
3. Disponer el cambio de mquinas y equipos en general
4. Conservar, reparar y revisar la maquinaria y el equipo
5. Conservar y reparar locales, instalaciones, mobiliario, equipos de oficina, etc
6. Instalar, redistribuir o retirar maquinaria y equipo con miras a facilitar la produccin
7. Revisar las especificaciones estipuladas para la compra de nueva maquinaria, equipos y
procesos.
8. Escoger y proveer para la aplicacin, en los plazos requeridos, los lubricantes necesarios
9. Iniciar y sostener los programas de conservacin para la adecuada utilizacin de aceites y
grasas lubricantes.
10. Proporcionar servicio de limpieza en toda la fabrica, en relacin a maquinaria y equipo.
11. Proporcionar servicio de aseo de pisos y sanitarios a toda la fbrica.
12. Juntar, seleccionar y deshacerse de desperdicios, combustibles, metales y material que
pueda volverse a utilizar.
13. Preparar estadsticas para su incorporacin a los procedimientos y normas de
mantenimiento.
14. Solicitar herramientas, accesorios, piezas especiales de repuesto para mquinas y en fin,
todo lo necesario para realizar en la forma correcta la funcin del mantenimiento.
15. Preparar solicitudes de piezas de reserva para maquinaria y equipo, revisar las listas de esta
clase de artculos y llevar un correcto control de todo el inventario.
16. Cerciorarse de que los inventarios de piezas de reserva, accesorios de mantenimiento y
partes de repuesto especiales son conservadas adecuadamente.
17. Conservar en buen estado los dispositivos de seguridad y cuidar que se cumplan las normas
de seguridad en toda la planta.
18. Organizacin del Mantenimiento
19. La tarea principal del jefe de mantenimiento la constituir organizar un departamento que
suscite seguridad y permita alcanzar los objetivos de la compaa.
Clases de servicios:
Servicios Bsicos: Los servicios bsicos como energa elctrica, agua y alcantarillado son
contratados por la empresa y suministrados por el gobierno.
Servicios Complejos: Desde luego, los servicios bsicos pueden tornarse complejos, pero aqu mas
bien se trata de aquellos que requieran conocimientos especiales para instalar y controlar.
Servicios Especiales: Muchos servicios que se prestan a fbricas o proceden de estas, exigen un
tratamiento especial.
Equipo Bsico: Maquinaria/equipos de tipos y tamaos predeterminados, cuyas partes de repuestos
pueden comprarse en seguida.
Pgina
17
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Actividad.
1.
2.
3.
4.
5.
Terminar a tiempo las rdenes de trabajo preventivas y correctivas.
Alta utilizacin de las mquinas y del personal.
Bajos inventarios en proceso.
Bajo tiempo extra.
Agotamiento poco frecuente de los servicios.
1. Los programas deben basarse en lo que es ms probable que ocurra, mas bien que en lo que
quisiremos que ocurriese
2. Hay que tener presente que puede presentarse la necesidad de hacer cambios al programa
3. El programa es un medio para conseguir un fin y no el fin en s mismo.
4. Los plazos de entrega prometidos deben incluir un margen de tiempo, para conseguir material,
efectuar trmites y planear, as como mquinas y mano de obra.
5. Los registros de carga de trabajo o acumulacin de rdenes pendientes correspondientes a
mquinas, departamentos o grupos de personal, tienen que comprender el mnimo de detalles
necesarios para producir entregas y suministrar un plan de accin.
6. Materiales, herramientas, personal y accesorios tienen que hallarse oportunamente cada uno de los
puntos de control.
7. Todo programa tiene que fundarse en un estudio del costo ms bajo y de la fecha de entrega.
Factores para programacin
a.
b.
c.
d.
anual
semestral
mensual
semanal
Control de programas.
Las rdenes de trabajo de los diferentes programas deben fluir fcil y ordenadamente, sin
interrupciones por emergencias totalmente imprevistas.
Suposiciones de programacin.
1.
2.
3.
4.
5.
Los tiempos de proceso para las operaciones son determinables y conocidos
Los tiempos de preparacin, son determinables y conocidos
Las mquinas y las operaciones se definen en crtica y no critica.
Los tiempos de proceso son independientes del orden en que se ejecuten
Cada operacin, una vez iniciada, debe completarse antes de que se pueda iniciar otra
operacin
6. Las fechas de terminacin de las ordenes son conocidas y fijas
Pgina
18
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Mtodo implementacin gestin mantenimiento.
Diagrama integral de mantenimiento.
Anlisis situacin actual
Definir poltica de mantenimiento
Establecer y definir grupo piloto para realizacin de pruebas
Recopilar y ordenar datos grupo piloto
Procesar informacin
Analizar resultados
Readaptacin del sistema
Mejora continua
Ampliar gestin o ms grupo
Finalidad del mantenimiento
Conservar la planta industrial con el equipo, los edificios, los servicios y las instalaciones en
condiciones de cumplir con la funcin para la cual fueron proyectados con la capacidad y la calidad
especificadas, pudiendo ser utilizados en condiciones de seguridad y economa de acuerdo a un
nivel de ocupacin y a un programa de uso definidos por los requerimientos de Produccin.
2.4. Tipos de mantenimiento.
MANTENIMINETO
CORRECTIVO
PREVENTIVO
PREDICTIVO
Figura-8. Diagrama de flujo de mantenimiento.
Pgina
19
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
2.4.1. Tcnicas de Mantenimiento predictivo.
El mantenimiento predictivo es una tcnica para pronosticar el punto futuro de falla de un
componente de una maquina, de tal forma que dicho componente pueda reemplazarse, con base en
un plan, justo antes de que falle. As, el tiempo muerto del equipo se minimiza y el tiempo de vida del
componente se maximiza.
El mantenimiento Predictivo basado en la confiabilidad o la forma sistemtica de como preservar el
rendimiento requerido basndose en las caractersticas fsicas, la forma como se utiliza,
especialmente de como puede fallar y evaluando sus consecuencias para as aplicar las tareas
adecuadas de mantenimiento ( preventivas o correctivas).
La mayora de las fallas se producen lentamente y previamente, en algunos casos, arrojan indicios
evidentes de una futura falla, indicios que pueden advertirse simplemente. En otros casos, es posible
advertir la tendencia a entrar en falla de un bien, mediante el monitoreo de condicin, es decir,
mediante la eleccin, medicin y seguimiento, de algunos parmetros relevantes que representan el
buen funcionamiento del bien en anlisis.
En otras palabras, con este mtodo, tratamos de acompaar o seguir, la evolucin de las futuras
fallas. A travs de un diagnstico que realizamos sobre la evolucin o tendencia de una o varias
caractersticas mensurables y su comparacin con los valores establecidos como aceptables para
dichas caractersticas. Por ejemplo, pueden ser: la temperatura, la presin, la velocidad lineal, la
velocidad angular, la resistencia elctrica, la aislacin elctrica, los ruidos y vibraciones, la rigidez
dielctrica, la viscosidad, el contenido de humedad, de impurezas y de cenizas en aceites aislantes,
el espesor de chapas, el nivel de un fluido, etc.
Los aparatos e instrumentos a utilizar son de naturaleza variada y pueden encontrarse incorporados
en los equipos de control de procesos (automticos), a travs de equipos de captura de datos o
mediante la operacin manual de instrumental especfico. Actualmente existen aparatos de medicin
sumamente precisos, que permiten analizar ruidos y vibraciones, aceites aislantes o espesores de
chapa, mediante las aplicaciones de la electrnica en equipos de ultrasonidos, cromatografa lquida
y gaseosa, y otros mtodos.
El seguimiento de estas caractersticas debe ser continuo y requiere un registro adecuado. Una de
sus ventajas es que las mediciones se realizan con los equipos en marcha, por lo cual, en principio,
el tiempo de paro de mquinas resulta menor.
Organizacin para el mantenimiento predictivo.
Esta tcnica supone la medicin de diversos parmetros que muestren una relacin predecible con
el ciclo de vida del componente. Algunos ejemplos de dichos parmetros son los siguientes:
1. Vibracin de cojinetes
2. Temperatura de las conexiones elctricas
3. Resistencia del aislamiento de la bobina de un motor
Pgina
20
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El uso del mantenimiento predictivo consiste en establecer, en primer lugar, una perspectiva
histrica de la relacin entre la variable seleccionada y la vida del componente. Esto se logra
mediante la toma de lecturas (por ejemplo la vibracin de un cojinete) en intervalos peridicos hasta
que el componente falle.
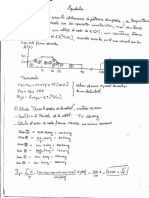
La figura 8. Muestra una curva tpica que resulta de graficar la variable (vibracin) contra el tiempo.
Como la curva lo sugiere, debern reemplazarse los cojinetes subsecuentes cuando la vibracin
alcance 1.25 in/seg (31.75 mm/seg). Los fabricantes de instrumentos y software para el
mantenimiento predictivo pueden recomendar rangos y valores para reemplazar los componentes de
la mayora de los equipos, esto hace que el anlisis histrico sea innecesario en la mayora de las
aplicaciones.
Figura- 9. Grafica variable de vibracin
Metodologa de las inspecciones.
Una vez determinada la factibilidad y conveniencia de realizar un mantenimiento predictivo a una
mquina o unidad, el paso siguiente es determinar la o las variables fsicas a controlar que sean
indicativas de la condicin de la mquina. El objetivo de esta parte es revisar en forma detallada las
tcnicas comnmente usadas en el monitoreo segn condicin, de manera que sirvan de gua para
su seleccin general. La finalidad del monitoreo es obtener una indicacin de la condicin
(mecnica) o estado de salud de la mquina, de manera que pueda ser operada y mantenida con
seguridad y economa.
Por monitoreo, se entendi en sus inicios, como la medicin de una variable fsica que se considera
representativa de la condicin de la mquina y su comparacin con valores que indican si la
mquina est en buen estado o deteriorada. Con la actual automatizacin de estas tcnicas, se ha
extendido la acepcin de la palabra monitoreo tambin a la adquisicin, procesamiento y
almacenamiento de datos. De acuerdo a los objetivos que se pretende alcanzar con el monitoreo de
la condicin de una mquina debe distinguirse entre vigilancia, proteccin, diagnstico y pronstico.
Pgina
21
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Vigilancia de mquinas. Su objetivo es indicar cundo existe un problema. Debe
distinguir entre condicin buena y mala, y si es mala indicar cun mala es.
Proteccin de mquinas. Su objetivo es evitar fallas catastrficas. Una mquina est
protegida, si cuando los valores que indican su condicin llegan a valores considerados
peligrosos, la mquina se detiene automticamente.
Diagnstico de fallas. Su objetivo es definir cul es el problema especfico. Pronstico
de vida la esperanza a. Su objetivo es estimar cunto tiempo ms Podra funcionar la
mquina sin riesgo de una falla catastrfica.
En el ltimo tiempo se ha dado la tendencia a aplicar mantenimiento predictivo o sintomtico, sea,
esto mediante vibroanlisis, anlisis de aceite usado, control de desgastes, etc.
Tcnicas aplicadas al mantenimiento predictivo.
Existen varias tcnicas aplicadas para el mantenimiento preventivo entre las cuales tenemos las
siguientes:
Anlisis de vibraciones.
El inters de de las Vibraciones Mecnicas llega al Mantenimiento Industrial de la mano del
Mantenimiento Preventivo y Predictivo, con el inters de alerta que significa un elemento vibrante en
una Maquina, y la necesaria prevencin de las fallas que traen las vibraciones a medio plazo.
Figura-10. Registro de vibraciones en un ciclo de trabajo
Pgina
22
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura-11. Transformada Tiempo-Frecuencia.
El inters principal para el mantenimiento deber ser la identificacin de las amplitudes
predominantes de las vibraciones detectadas en el elemento o mquina, la determinacin de las
causas de la vibracin, y la correccin del problema que ellas representan. Las consecuencias de las
vibraciones mecnicas son el aumento de los esfuerzos y las tensiones, prdidas de energa,
desgaste de materiales, y las ms temidas: daos por fatiga de los materiales, adems de ruidos
molestos en el ambiente laboral, etc.
Parmetros de las vibraciones.
1. Frecuencia: Es el tiempo necesario para completar un ciclo vibratorio. En los estudios de
Vibracin se usan los CPM (ciclos por segundo) o HZ (hercios).
2. Desplazamiento: Es la distancia total que describe el elemento vibrante, desde un
extremo al otro de su movimiento.
3. Velocidad y Aceleracin: Como valor relacional de los anteriores.
4. Direccin: Las vibraciones pueden producirse en 3 direcciones lineales y 3 rotacionales
Tipos de vibraciones.
Vibracin libre: causada por un sistema vibra debido a una excitacin instantnea.
Vibracin forzada: causada por un sistema vibra debida a una excitacin constante las causas de las
vibraciones mecnicas
A continuacin detallamos las razones ms habituales por las que una mquina o elemento de la
misma puede llegar a vibrar.
Vibracin debida al Desequilibrado (maquinaria rotativa).
Vibracin debida a la Falta de Alineamiento (maquinaria rotativa)
Vibracin debida a la Excentricidad (maquinaria rotativa).
Pgina
23
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Vibracin debida a la Falla de Rodamientos y cojinetes.
Vibracin debida a problemas de engranajes y correas de Transmisin (holguras, falta de
lubricacin, roces, etc.).
Anlisis de lubricantes.
Estos se ejecutan dependiendo de la necesidad, segn:
Anlisis Iniciales: se realizan a productos de aquellos equipos que presenten dudas provenientes de
los resultados del Estudio de Lubricacin y permiten correcciones en la seleccin del producto,
motivadas a cambios en condiciones de operacin.
Anlisis Rutinarios: aplican para equipos considerados como crticos o de gran capacidad, en los
cuales se define una frecuencia de muestreo, siendo el objetivo principal de los anlisis la
determinacin del estado del aceite, nivel de desgaste y contaminacin entre otros
Anlisis de Emergencia: se efectan para detectar cualquier anomala en el equipo y/o Lubricante,
segn:
1. Contaminacin con agua
2. Slidos (filtros y sellos defectuosos).
3. Uso de un producto inadecuado.
Equipos.
1.
2.
3.
4.
Bombas de extraccin
Envases para muestras
Etiquetas de identificacin
Formatos
Figura-12. Bomba de extraccin de slidos.
Este mtodo asegura que tendremos:
Mxima reduccin de los costos operativos.
Mxima vida til de los componentes con mnimo desgaste.
Mximo aprovechamiento del lubricante utilizado.
Mnima generacin de efluentes.
En cada muestra podemos estudiar los siguientes factores que afectan a nuestra maquina:
Elementos de desgaste: Hierro, Cromo, Molibdeno, Aluminio, Cobre, Estao, Plomo.
Conteo de partculas: Determinacin de la limpieza, ferrografa.
Contaminantes: Silicio, Sodio, Agua, Combustible, Holln, Oxidacin, Nitracin, Sulfatos, Nitratos.
Pgina
24
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Aditivos y condiciones del lubricante: Magnesio, Calcio, Zinc, Fsforo, Boro, Azufre, Viscosidad.
Grficos e historial: Para la evaluacin de las tendencias a lo largo del tiempo.
De este modo, mediante la implementacin de tcnicas ampliamente investigadas y experimentadas,
y con la utilizacin de equipos de la ms avanzada tecnologa, se lograr disminuir drsticamente:
Tiempo perdido en produccin en razn de desperfectos mecnicos.
Desgaste de las mquinas y sus componentes.
Horas hombre dedicadas al mantenimiento.
Consumo general de lubricantes
Anlisis por ultrasonido.
Este mtodo estudia las ondas de sonido de baja frecuencia producidas por los equipos que no son
perceptibles por el odo humano.
Ultrasonido pasivo: Es producido por mecanismos rotantes, fugas de fluido, prdidas de vaco, y
arcos elctricos. Pudindose detectarlo mediante la tecnologa apropiada.
Figura-13. Grafica de ultrasonido.
El Ultrasonido permite:
Deteccin de friccin en maquinas rotativas.
Deteccin de fallas y/o fugas en vlvulas.
Deteccin de fugas de fluidos.
Prdidas de vaco.
Deteccin de "arco elctrico".
Verificacin de la integridad de juntas de recintos estancos.
Pgina
25
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Se denomina Ultrasonido Pasivo a la tecnologa que permite captar el ultrasonido producido por
diversas fuentes.
El sonido cuya frecuencia est por encima del rango de captacin del odo humano (20-a-20.000
Hertz) se considera ultrasonido. Casi todas las fricciones mecnicas, arcos elctricos y fugas de
presin o vaco producen ultrasonido en un rango aproximado a los 40 Khz Frecuencia con
caractersticas muy aprovechables en el Mantenimiento Predictivo, puesto que las ondas sonoras
son de corta longitud atenundose rpidamente sin producir rebotes. Por esta razn, el ruido
ambiental por ms intenso que sea, no interfiere en la deteccin del ultrasonido. Adems, la alta
direccionalidad del ultrasonido en 40 Khz. permite con rapidez y precisin la ubicacin de la falla.
La aplicacin del anlisis por ultrasonido se hace indispensable especialmente en la deteccin de
fallas existentes en equipos rotantes que giran a velocidades inferiores a las 300 RPM, donde la
tcnica de medicin de vibraciones se transforma en un procedimiento ineficiente.
De modo que la medicin de ultrasonido es en ocasiones complementaria con la medicin de
vibraciones, que se utiliza eficientemente sobre equipos rotantes que giran a velocidades superiores
a las 300 RPM.
Al igual que en el resto del mundo industrializado, la actividad industrial en nuestro Pas tiene la
imperiosa necesidad de lograr el perfil competitivo que le permita insertarse en la economa
globalizada. En consecuencia, toda tecnologa orientada al ahorro de energa y/o mano de obra es
de especial inters para cualquier Empresa.
Termografa.
La Termografa Infrarroja es una tcnica que permite, a distancia y sin ningn contacto, medir y
visualizar temperaturas de superficie con precisin.
Figura-14. Termografa de falso contacto en lneas elctricas de tableros.
Los ojos humanos no son sensibles a la radiacin infrarroja emitida por un objeto, pero las cmaras
termogrficas, o de termovisin, son capaces de medir la energa con sensores infrarrojos,
capacitados para "ver" en estas longitudes de onda. Esto nos permite medir la energa radiante
Pgina
26
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
emitida por objetos y, por consiguiente, determinar la temperatura de la superficie a distancia, en
tiempo real y sin contacto.
La gran mayora de los problemas y averas en el entorno industrial - ya sea de tipo mecnico,
elctrico y de fabricacin - estn precedidos por cambios de temperatura que pueden ser detectados
mediante la monitorizacin de temperatura con sistema de Termovisin por Infrarrojos. Con la
implementacin de programas de inspecciones termogrficas en instalaciones, maquinaria, cuadros
elctricos, etc. es posible minimizar el riesgo de una falla de equipos y sus consecuencias, a la vez
que tambin ofrece una herramienta para el control de calidad de las reparaciones efectuadas.
El anlisis mediante Termografa infrarroja debe complementarse con otras tcnicas y sistemas de
ensayo conocidos, como pueden ser el anlisis de aceites lubricantes, el anlisis de vibraciones, los
ultrasonidos pasivos y el anlisis predictivo en motores elctricos. Pueden aadirse los ensayos no
destructivos clsicos: ensayos, radiogrfico, el ultrasonido activo, partculas magnticas, etc.
El anlisis mediante Cmaras Termogrficas Infrarrojas, est recomendado para:
1.
2.
3.
4.
5.
6.
7.
Instalaciones y lneas elctricas de Alta y Baja Tensin.
Cuadros, conexiones, bornes, transformadores, fusibles y empalmes elctricos.
Motores elctricos, generadores, bobinados, etc.
Reductores, frenos, rodamientos, acoplamientos y embragues mecnicos.
Hornos, calderas e intercambiadores de calor.
Instalaciones de climatizacin.
Lneas de produccin, corte, prensado, forja, tratamientos trmicos.
Las ventajas que ofrece el Mantenimiento Predictivo por Termovisin son:
1.
2.
3.
4.
5.
6.
Mtodo de anlisis sin detencin de procesos productivos, ahorra gastos.
Baja peligrosidad para el operario por evitar la necesidad de contacto con el equipo.
Determinacin exacta de puntos deficientes en una lnea de proceso.
Reduce el tiempo de reparacin por la localizacin precisa de la Falla.
Facilita informes muy precisos al personal de mantenimiento.
Ayuda al seguimiento de las reparaciones previas.
En el presente trabajo se mencionaron varias de las tcnicas de anlisis utilizadas hoy en da, entre
las que se destaca el anlisis de vibraciones mecnicas, ilustrando con un grafico su alcance as
como la necesidad de usar diferentes indicadores con el fin de llegar a un diagnstico acertado.
Diagnosticado y solucionado los problemas, la vida de las mquinas y su produccin aumentar y
por tanto, los costos de mantenimiento disminuirn.
Pgina
27
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
2.4.2. Tcnicas para el Mantenimiento preventivo.
El Mantenimiento Preventivo consiste en un conjunto de operaciones que se realizan sobre las
instalaciones-maquinaria y equipos de produccin antes de que se haya producido un fallo, y su
objetivo es evitar que se produzca dicho fallo o avera en pleno funcionamiento de la produccin o
del servicio que presta. Este tipo de Mantenimiento incluye operaciones de inspeccin y de control
programadas de forma sistemtica, as como operaciones de cambio cclico de piezas-conjuntos o
reconstruccin-reparacin de elementos de forma, asimismo, sistemtica.
Para una correcta aplicacin de este tipo de Mantenimiento Preventivo, hay que hacer previamente
un estudio o estimacin de la <<vida>> de los distintos elementos susceptibles de desgastes o que
conducen a deterioros o disfuncionamientos de la maquina o grupo de maquinas consideradas como
fase previa a la planificacin de las operaciones y tipos de Mantenimiento Preventivo.
El Mantenimiento Preventivo ideal ser aquel que por un conocimiento completo de la <<vida>> de
todas y cada una de las piezas que sufren desgastes, nos permitiese confeccionar un programa de
intervencin preventiva de reposicin de aquellas. De tal suerte que, cada pieza seria repuesta por
una nueva antes de su desgaste total o rotura y, de esta forma, las averas desapareceran
totalmente.
Sin embargo, tal sistema es utpico, porque nuestro conocimiento de la <<vida,> de las piezas es
incompleto, pues ella misma es incierta. Podemos conocer, en el mejor de los casos, su distribucin
de probabilidad--incertidumbre objetiva--pero en la mayora de los casos no podemos hacer ms que
una previsin subjetiva de dicha distribucin.
Si medimos la vida de una pieza en horas de funcionamiento, su distribucin de probabilidad
adoptara una de las tres formas caractersticas reflejadas en la figura IV-7, y segn cada caso
actuaremos de la siguiente manera:
Caso A. El recorrido de la variable es tan grande que cualquier previsin de la <<vida>> de
la pieza resultara intil. Es necesario, en este caso, efectuar una vigilancia continuada sobre la
actuacin de dicha pieza, por medio de revisiones muy frecuentes que nos indique el proveedor en
su manual de mantenimiento.
Caso B. El recorrido de las variables es de tener en consideracin si lo comparamos con la
<<menor vida probable>>. Es decir, la ventaja que podemos obtener si la sobrepasamos es grande,
y entonces se pueden presentar dos casos:
B1 que la rotura de la pieza no ocasione daos adicionales,
B2 que la rotura de la pieza ocasione danos adicionales de consideracin.
Caso C. El recorrido de la variable es muy pequeo, es decir, el fallo o rotura puede darse
entre valores muy prximos entre la mayor y menor vida probable.
La ventaja que podemos obtener dejando que la pieza sobrepase su menor vida probable es muy
pequea. Nos interesa, por tanto, asignarle una <<vida>> y sustituirla cclicamente. La forma de
Pgina
28
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
calcular esta vida depender de que estemos en condiciones de incertidumbre objetiva o subjetiva,
ya que en este ltimo caso, el coeficiente de seguridad, ser mayor.
En ocasiones se dispone de informacin buena del fabricante del equipo en cuanto a duracin o
<<vida>> de los elementos o componentes, por lo que es fcil proceder a la sustitucin cclica.
Sistema de Mantenimiento Preventivo debe basarse en:
-- cambios preventivos de piezas:
- cclicos (caso C y B2),
- detectados por las revisiones (reparacin);
--revisiones, clasificadas en cuanto al tiempo:
- a largo plazo o peridicas,
- cclicas (caso B1),
- rutinarias (caso A);
--y en cuanto al modo:
- con la maquina en marcha (MM),
- con la maquina parada (MP),
- desmontando (D);
Y sobre estas lneas <<estudiar, elaborar o programar>> un Sistema de Mantenimiento Preventivo
de revisiones y reparaciones.
En el caso de sustituciones cclicas y sus fases de ajuste-puesta en marcha y control son anlogas a
las del Mantenimiento Correctivo. El Mantenimiento Preventivo Sistemtico debe asentarse en una
importante y bien organizada Logstica de apoyo para asegurar los medios y herramientas
necesarias en las distintas tareas programadas, por lo que es conveniente una buena planificacin
del mismo. Ver figura. 14.
Pgina
29
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura- 15. Diagrama de flujo preventivo.
El Mantenimiento Preventivo debe partir de una buena Ingeniera de la Fiabilidad, haciendo
correctas estimaciones de la vida de los componentes y piezas, de tal forma que no arriesguemos
tener una avera catastrfica en plena produccin, pero tampoco cambiemos piezas en excelente
estado de funcionamiento.
Pgina
30
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Por ello es importante disponer de una buena de informacin recopilada sobre todas las
intervenciones de Mantenimiento para obtener un buen historial de cada mquina.
Construccin de un plan de mantenimiento preventivo en equipos existentes.
La gestin del Mantenimiento Preventivo desarrollado a travs del Mantenimiento Programado est
basada en la elaboracin de un Plan de Mantenimiento Preventivo nico para cada equipo o
instalacin existentes.
Un Plan de Mantenimiento Preventivo se compone as de una lista exhaustiva de todas las acciones
necesarias a realizar en una maquina o instalacin en trminos de:
1.
2.
3.
4.
5.
limpieza,
control,
visita de inspeccin,
engrase,
intervenciones de profesionales de Mantenimiento externo.
Para mantenerla en su estado de origen o de referencia.
El Plan de Mantenimiento Preventivo permite tener una visin global y concreta de todas las
acciones de preventivo previstas para una instalacin determinada. Asimismo, nos permite hacer los
enlaces esenciales entre los diferentes rganos o componentes de una maquina que deben cumplir
con la misma funcin tcnica, por lo que es un documento que nos permite considerar a una
maquina como un conjunto de funciones que deben cumplir una misin dada y no como un conjunto
de componentes, por lo que se planifican acciones de diferentes especialidades con las mismas
funciones y con la misma frecuencia.
Inventariar los equipos existentes
Se trata de conocer el nmero y caractersticas de los edificios-maquinaria e instalaciones. Cual sea
el equipo que se analice, la cantidad de datos que se podra consignar es prcticamente ilimitada,
por lo que es necesario hacer una seleccin de los que ms interesan desde el punto de vista de su
Mantenimiento. En general, se denomina <<ficha de vida>> de un equipo o maquina.
Vamos a referirnos a los datos de general aplicacin, desestimando los relativos a terrenos y
edificios, que pueden servir de base para que se tomen los de mayor inters.
Datos bsicos de maquinaria e instalaciones:
Nmero de referencia o cdigo de la empresa
Denominacin usual
Emplazamiento (lnea de produccin y centro de gastos)
Ao de adquisicin
constructor-vendedor o representante mas significativo
Referencia y numero de serie del fabricante
Caractersticas bsicas (medidas-peso, etc.).
Pgina
31
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Coste de adquisicin o inversin aplicada,
Coste de los equipos complementarios para su buen funcionamiento,
Plan de Mantenimiento Preventivo y normas de revisin,
Instrucciones del fabricante-lubricacin.
Consumo de diferentes energas como electricidad o gas.
Costes anuales de Mantenimiento,
Datos histricos de equipo/maquinaria tomados de la experiencia.
Histrico de incidencias y paradas.
Como segundo dato, hemos de disponer de todo el historial de averas y paradas que la maquinainstalacin ha tenido desde su implantacin en fbrica, con su consiguiente estudio de costes, tanto
en el apartado de mano de obra como de materiales utilizados.
Documentacin tcnica del proveedor o fabricante.
Por ltimo, hemos de disponer de la documentacin tcnica ms completa en cuanto a instrucciones
de Mantenimiento se refiere, dictada por el propio fabricante del equipo y por la experiencia a travs
de normas de revisin o instrucciones de explotacin internas sobre el citado equipo.
Un ejemplo de un buen manual de documentacin de una maquina puede ser el siguiente: ver figura
15
1. Descripcin detallada del equipo;
2. Composicin detallada y conexiones de todo tipo;
3. Procedimientos relativos al funcionamiento del equipo:
4. Puesta en servicio,
5. Modos de marcha en automtico a partir del pupitre general,
6. Modo de marcha en manual,
7. Ciclo de fabricacin detallado,
8. Parada del equipo,
9. Consignas de utilizacin y seguridad;
10. Procedimientos relativos a los sistemas:
11. Hidrulico,
12. Neumtico,
13. Elctrico electrnico.
Pgina
32
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura-16. Mantenimiento preventivo, sistema de estudio.
Pgina
33
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Planificacin del mantenimiento preventivo
1.
2.
3.
4.
5.
6.
7.
lista de acciones.
ayuda al diagnostico,
precauciones a tomar en las intervenciones,
comprobacin de fallos y problemas de calidad en equipo/maquinaria.
intervenciones recomendadas ante fallos;
matriz de falla o averas e incidentes.
programas de Mantenimiento Preventivo (sistemtico y programado).
Ventajas
1. Confiabilidad, los equipos operan en mejores condiciones de seguridad, ya que se conoce su
estado, y sus condiciones de funcionamiento.
2. Disminucin del tiempo muerto, tiempo de parada de equipos/mquinas.
3. Mayor duracin, de los equipos e instalaciones.
4. Disminucin de existencias en Almacn y, por lo tanto sus costos, puesto que se ajustan los
repuestos de mayor y menor consumo.
5. Uniformidad en la carga de trabajo para el personal de Mantenimiento debido a una
programacin de actividades.
6. Menor costo de las reparaciones.
2.4.3 Tecnicas para el Mantenimiento correctivo.
Definicin. No planificado.
Correccin de las averas o fallas, cuando stas se presentan, y no planificada mente, al contrario
del caso de Mantenimiento Preventivo.
Esta forma de Mantenimiento impide el diagnostico fiable de las causas que provocan la falla, pues
se ignora si fall por mal trato, por abandono, por desconocimiento del manejo, por desgaste natural,
etc.
El ejemplo de este tipo de Mantenimiento Correctivo No Planificado es la habitual reparacin urgente
tras una avera que oblig a detener el equipo o mquina daada.
Caractersticas.
Con eliminacin de avera:
1. Reparacin de emergencia.
2. Sustitucin de los elementos derivados.
3. Trabajos efectuados bajo presin.
Con eliminacin de causas:
1. Sustitucin de elementos o partes defectuosos.
2. Eliminacin de la causa de la falla.
3. Solucin ms duradera.
Pgina
34
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Ventajas.
1. No requiere inversiones en equipos de medicin de parmetro.
2. Se aprovecha totalmente la vida til de la pieza, pero, si la mquina incide directamente en
la produccin.
3. No es menester una organizacin de mantenimiento y tampoco personal altamente
calificado.
4. Genera costo ante falla existente.
Desventajas.
1. Incertidumbre sobre cundo se producir la falla, que puede ser en el momento ms
inconveniente e involucrar un alto costo.
2. Paros largos y frecuentes.
3. Averas ms graves.
4. No corrige las causas.
5. Costo elevado de reparacin y hay prdidas de produccin al no poder planificar los
defectos.
6. Alto costo en mantenimiento e interrupcin operacional no programada.
7. Personal de reparaciones en ocasiones insuficiente y en otras sobrante.
2.5. Mantenimiento Productivo Total (TPM)
Breve historia
Este sistema nace en Japn, fue desarrollado por primera vez en 1969 en la empresa japonesa
Nippondenso del grupo Toyota y se extiende por Japn durante los 70, se inicia su implementacin
fuera de Japn a partir de los 80.
Mantenimiento productivo total es la traduccin de TPM (Total Productive Maintenance). El TPM es
el sistema Japons de mantenimiento industrial la letra M representa acciones de MANAGEMENT y
Mantenimiento. Es un enfoque de realizar actividades de direccin y transformacin de empresa. La
letra P est vinculada a la palabra "Productivo" o "Productividad" de equipos pero hemos
considerado que se puede asociar a un trmino con una visin ms amplia como
"Perfeccionamiento" la letra T de la palabra "Total" se interpreta como "Todas las actividades que
realizan todas las personas que trabajan en la empresa"
Gracias a los esfuerzos del Japan Institute of Plant Maintenance (JIPM) como un sistema destinado
a lograr la eliminacin de las seis grandes prdidas de los equipos, a los efectos de poder hacer
factible la produccin Just in Time, la cual tiene cmo objetivos primordiales la eliminacin
sistemtica de desperdicios.
Estas seis grandes prdidas se hallan directa o indirectamente relacionadas con los equipos dando
lugar a reducciones en la eficiencia del sistema productivo en tres aspectos fundamentales :
Tiempos muertos o paro del sistema productivo.
Funcionamiento a velocidad inferior a la capacidad de los equipos.
Pgina
35
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Productos defectuosos que da como resultado al malfuncionamiento de las operaciones en
los equipo.
El TPM es en la actualidad uno de los sistemas fundamentales para lograr la eficiencia total, en base
a la cual es factible alcanzar la competitividad total. La tendencia actual a mejorar cada vez ms la
competitividad supone elevar al unsono y en un grado mximo la eficiencia en calidad, tiempo y
coste de la produccin e involucra a la empresa en el TPM.
La empresa industrial tradicional suele estar dotada de sistemas de gestin basados en la
produccin de series largas con poca variedad de productos y tiempos de preparacin largos, con
tiempos de entrega asimismo largos, trabajadores con una formacin muy especificada y control de
calidad en base a la inspeccin del producto. Cuando dicha empresa ha precisado emigrar desde
este sistema a otros ms giles y menos costosos, ha necesitado mejorar los tiempos de entrega,
los costes y la calidad simultneamente, es decir, la competitividad, lo que le ha supuesto entrar en
la dinmica de gestin contraria a cuanto hemos mencionado: series cortas, de mltiples productos,
en tiempos de operaciones cortos, con trabajadores polivalentes y calidad basada en procesos que
llegan a sus resultados en la primera. As pues, entre los sistemas sobre los cuales se basa la
aplicacin del Kaizen, se encuentra en un sitio especial es TPM, que a su vez hace viable al otro
sistema que sostiene la prctica del Kaizen que es el sistema Just in Time.
El resultado final que se persigue con la implementacin del Mantenimiento Productivo Total es
lograr un conjunto de equipos e instalaciones productivas ms eficaces, una reduccin de las
inversiones necesarias en ellos y un aumento de la flexibilidad del sistema productivo.
Que es el Mantenimiento Productivo Total?
El mantenimiento productivo total TPM muy lejos de ser solo una nueva forma de realizar el
mantenimiento, es un Sistema de Produccin, que hace uso de diversas metodologas y tcnicas.
La implantacin de este sistema de produccin requiere de un fuerte involucramiento principalmente
del nivel directivo quien al visualizarlo as dar su apoyo total y decidido para su realizacin y
adopcin.
Muchas implantaciones del TPM son un fracaso porque solo se ha hecho parte de este sistema,
inclusive se ha llegado a pensar que es un mtodo de trabajo para plantas de manufactura metal
mecnica o automotriz.
Cuntas veces hemos escuchado o bien ledo de la utilizacin de las tcnicas que del TPM han
surgido, digamos solo algunas, Cinco S, una metodologa que como muchas utiliza el sentido comn
del trabajador. Mtodo de Anlisis de Falla Causa Raz, mismo que da la ubicacin exacta de la
gestacin de una falla y que permite realizar la accin correctiva y no esperar slo a que se el efecto
de la causa. (Convivencia de falla).
Concepto CERO
Seiichi Nakajima, involucra el concepto de cero en la tcnica del TPM, su teora de cero paros cero
defectos, indica que; si la maquina funciona mal afecta la disponibilidad, e incrementa la posibilidad
de errores en el proceso de la calidad. Y disea el mtodo de Cinco Medidas para Cero Paros Cero
Defectos. Y sugiere el incremento de habilidades en operadores y tcnicos.
El TPM es un sistema orientado a lograr:
Pgina
36
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
cero accidentes
cero defectos
cero averas
cero paros
cero desperdicios
Estas acciones deben conducir a la obtencin de productos y servicios de alta calidad, mnimos
costos de produccin, alta moral en el trabajo y una imagen de empresa excelente. No solo deben
participar las reas productivas, se debe buscar la eficiencia global con la participacin de todas las
personas de todos los departamentos de la empresa. La obtencin de las cero prdidas se debe
lograr a travs de la promocin de trabajo en grupos pequeos, comprometidos y entrenados para
lograr los objetivos personales y de la empresa.
Pgina
37
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Capitulo 3
DESCRIPCIN DE LA PROBLEMTICA.
3.1 Anlisis y descripcin de la problemtica del mantenimiento.
El no tener un sistema de organizacin adecuado de mantenimiento en la empresa manufacturera
de transformadores, donde la responsabilidad no solo recae en mantenimiento sino debe ser en
toda la estructura de la empresa "El buen funcionamiento de las mquinas o instalaciones depende y
es responsabilidad de todos"
El no saber maximizar la efectividad total de las instalaciones de la empresa, manufacturera de
transformadores, equipos, procesos y herramientas conllevando a mayores prdidas relacionadas
con el equipo o maquinaria.
La empresa no tiene las actividades requeridas para restaurar mejorar las instalaciones, equipo,
procesos y herramientas a travs del un buen funcionamiento de mantenimiento ya sea rutinario,
peridico y predictivo implementados sin ser utilizados con efectividad.
Ve las problemticas anteriores de lo que es el trmino mantenimiento, la empresa manufacturera
de transformadores tiene dificultades para poder distinguirlo de lo que es la conservacin, ya que
existen un sin nmero de definiciones segn la situacin de cada empresa, pudindole llamar sta
al mantenimiento como: mantenimiento progresivo, tcnico, de emergencia, productivo, programado,
mixto, peridico, predeterminado, estadstico, de rutina, pero estos son slo simples nombres para
justificar la necesidad de la fabrica lo que trae como consecuencia que los empleados de
mantenimiento no tengan una idea clara de la realizacin de su trabajo a desempear.
Al no tener la empresa manufacturera de transformadores, un concepto claro de lo que es la
conservacin industrial y mucho menos an de las diferencias bien delineadas que deben tener las
labores de conservacin, preservacin y mantenimiento; esto trae como consecuencia muchas
dificultades para el estudio racional y por tanto para su administracin, dando lugar a situaciones
como:
Constantes averas en los equipos.
Aumento del tiempo de espera y de preparacin de los equipos.
Utilizacin no eficaz de los equipos existentes.
Mal control de la precisin de las herramientas y equipos.
Mala administracin de los recursos naturales y economa de energticos.
Una formacin inadecuada y entrenamiento del personal.
Una mala optimizacin del rendimiento tcnico-econmico de los activos (maquinaria,
equipamientos, etc.).
Pgina
38
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El responsable de mantenimiento realiza paretos (indicadores), apoyndose de las rdenes de
mantenimiento correctivo, preventivo.
Donde describe las constantes problemticas de las averas del equipo y maquinaria, con datos
obtenidos de las rdenes de mantenimiento correctivo. Ver figura 17.
INDICADOR DEL SISTEMA DE GESTIN DE CALIDAD
BASE DE CALCULO Y/O FUENTE DE INF.
NOMBRE DEL INDICADOR
CUMPLIMIENTO DE ORDENES CORRECTIVAS
ORDEN DE TRABAJO DE MATENIMIENTO CORRECTIVO
MANTENIMIENTO CORRECTIVO
120
100
ORDENES RECIBIDAS
80
AREA RESPONSABLE
PLANTA
PERIODO
FRECUENCIA
MANTENIMIENTO
TRANSFORMADORES
SEPTIEMBRE / AO
META
MENSUAL
75.0%
MES
ORDENES DE
MANTTO.
CORRECTIVO
REALIZADAS DE
ORDENES
CORRECTIVAS
ENERO
FEBRERO
50
60
49.00
50.00
98.00
83.33
MARZO
80
76.00
95.00
ABRIL
MAYO
JUNIO
JULIO
AGOSTO
SEPTIEMBRE
OCTUBRE
NOVIEMBRE
DICIEMBRE
PROMEDIO
TOTAL
55
63
70
97
105
90
78
60
70
73.17
878.00
43.00
49.00
58.00
65.00
65.00
48.00
30.00
28.00
18.00
48.25
579.00
78.18
77.78
82.86
67.01
61.90
53.33
38.46
46.67
25.71
67.35
65.95
CAUSA
ACUM
PARETO
Series1
60
Series2
40
20
0
ENE
FEB
MAR
ABR
MAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
Prom.
ORDENES REALIZADAS DEL MES
CAUSAS
CAUSAS Y ACCIONES PARA LA CORRECCION Y/O MEJORA DE LA TENDENCIA DEL INDICADOR.
ACCIONES
MANTENIMIENTO
Figura. 17. Indicador de rdenes de trabajo de mantenimiento correctivo.
Pgina
39
FECHA / AO
OCT-10
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El siguiente pareto describe la siguiente problemtica, de los constantes paros no programados de la
planta de transformadores informando de los tiempos muertos mensuales generados por el
mantenimiento correctivo, al no tener un programa de mantenimiento preventivo. Indicndonos la
baja eficiencia de los equipos. Ver figura 18.
INDICADOR DEL SISTEMA DE GESTIN DE CALIDAD
BASE DE CALCULO Y/O
FUENTE DE INF.
AREA RESPONSABLE
PLANTA
PERIODO
MANTENIMIENTO
TRANSFORMADORES
ENERO - DIC
FRECUENCIA
META
MENSUAL
25%
NOMBRE DEL INDICADOR
ORDEN DE TRABAJO DE
MANTENIMIENTO CORRECTIVO
CUMPLIMIENTO DE ORDENES Y CORRECTIVAS
% TIEMPOS MUERTOS POR MANTENIMIENTO
MES
Horas
trabajadas
TIEMPO HRS
MUERTO X
MANTTO.
TIEMPO
MUERTO %
% META
ENERO
200
100
50.00
25.00
FEBRERO
190
98
51.58
25.00
MARZO
219
75
34.32
25.00
ABRIL
TOTAL
190
190
219
200
219
200
190
200
162
1.42
2379.42
98
102
75
88
98
120
58
45
43
83.33
1000.00
51.58
53.68
34.25
44.00
44.75
60.00
30.53
22.50
26.63
41.98
503.81
25.00
25.00
25.00
25.00
25.00
25.00
25.00
25.00
25.00
25.00
21.17
CAUSA
20
AJUSTE
DE
CUCHILLAS
15
falla electricas en
contactores
65
60
MAYO
55
JUNIO
JULIO
50
AGOSTO
45
SEPTIEMBRE
40
NOVIEMBRE
OCTUBRE
DICIEMBRE
35
%
TIEMPO MUERTO %
META
30
PROMEDIO
PARETO
25
% ACUM
10
5
0
ENE
MAR
MAY
JUL
SEP
NOV
PROM.
MES
CAUSAS
CAUSAS Y ACCIONES PARA LA CORRECCION Y/O MEJORA DE LA TENDENCIA DEL INDICADOR.
ACCIONES
RESPONSABLE
MANTENIMIENTO
FECHA
dic-20011
MENSUAL
Figura 18. Indicador de tiempos muertos por rdenes de mantenimiento correctivo.
Pgina
40
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
La siguiente matriz nos indica las constantes fallas de los equipos, al no tener un programa de
mantenimiento preventivo. Ver figuras 19
DIVISIN ELCTRICOS
PLANTA:TRANSFORMADORES:
FECHA: Marzo
FUENTE: ORDENES DE TRABAJO DE MANTENIMIENTO CORRECTIVO ATENDIDAS
TIPO
DE
F also
F alla
co ntacto en elctrica
en
CODIGO DEL co nexio nes
elctricas co ntacto r
EQUIPO
FALLA
FA-1
F alla en
interrupto r
del pedal
C ambio de
reso rte
D esgaste
de
ro damiento
s
F alla en
co ntra
punto
D ego llami
D esgaste de
ento de
engranes de
to rnillo s
bo mba de
del
vacio
ajustado r
C ambio de
sal silica al
co ntenedo r
2
3
4
M-6
1
4
FA-1
1
6
SPC-4
DO-1
TA-01
2
1
SB-1
SO-4
4
1
EB-1
MN-01
M-5
1
4
2
7
M-8
M-7
1
3
CO-1
CCL-1
M-9
SO-1
3
1
2
TA-2
HP-2
M-13
TOA-01
SUMA
SUMA
M-11
HP-1
F alla de
co ntado r
mcanico
M-12
HST-1
C alentamient
o en las
co nexio nes
M-10
HST-3
D esgaste en
bo quillas po r
el uso del
equipo
10
13
1
1
19
14
10
Figura 19. Matriz de fallas de equipo/maquinaria.
Pgina
41
86
4
5
5
3
5
4
1
6
1
2
1
4
5
1
8
2
7
1
1
3
5
4
3
1
2
1
1
86
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El pareto nos indica la problemtica de una mala programacin del mantenimiento preventivo, al no
a ver una buena planeacin. Lo que causa baja eficiencia - eficacia de los equipos y maquinaria que
se encuentran en la planta de transformadores. Ver figura 20
INDICADOR DEL SISTEMA DE GESTIN DE CALIDAD
NOMBRE DEL INDICADOR
BASE DE CALCULO Y/O FUENTE DE INF.
CUMPLIMIENTO DE ORDENES PREVENTIVAS
ORDEN DE TRABAJO DE MANTENIMIENTO PREVENTIVO
MANTENIMIENTO PREVENTIVO
AREA RESPONSABLE
PLANTA
PERIODO
FRECUENCIA
MANTENIMIENTO
TRANSFORMADORES
DICIEMBRE
META
MENSUAL
75.0%
MES
PROGRAMADAS
REALIZADAS DE
ORDENES
PREVENTIVAS
ENERO
FEBRERO
13
28
15
24
10
21
17
28
15
30
8
22
19.25
231.00
5
8
3
1
1
4
0
9
7
7
2
6.00
4.42
53.00
38.46
28.57
20.00
4.17
10.00
19.05
0.00
32.14
46.67
23.33
25.00
27.27
22.89
22.94
ACUM
MARZO
35
ABRIL
MAYO
JUNIO
JULIO
AGOSTO
SEPTIEMBRE
OCTUBRE
NOVIEMBRE
DICIEMBRE
PROMEDIO
TOTAL
30
25
REALIZADAS
PARETO
#
20
1
PROGRAMADAS 2011
REALIZADAS 2011
CAUSA
MAQUINA FUERA
DE OPERACIN
MAQUINA FUERA
DE OPERACIN
15
10
0
ENE
FEB
MAR
ABR
MAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
Prom.
MES
CAUSAS Y ACCIONES PARA LA CORRECCION Y/O MEJORA DE LA TENDENCIA DEL INDICADOR.
ACCIONES
RESPONSABLE
MANTENIMIENTO
EQUIPO FUNCIONA Y SE ENCUENTRA FUERA DE
EQUIPO DE RESPALDO
OPERACIN
ING.ALFREDO CAMARGO PREZ
CAUSAS
Figura 20. Indicador del programa de mantenimiento preventivo.
Pgina
42
FECHA
DICIEMBRE-11
MENSUAL
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El pareto nos indica la problemtica que tiene el producto terminado, al no contar con un buen plan
de mantenimiento, cuando los equipos y maquinaria no cuentan con una eficiencia que se necesita.
Ver figura 21.
AREA RESPONSABLE
PLANTA
INSPECCIN Y PRUEBAS
TRANSFORMADORES
INDICADORES DEL SISTEMA DE GESTIN DE CALIDAD
BASE DE CALCULO Y/O FUENTE DE INF.
NOMBRE DEL INDICADOR
REPROCESOS
INSPECCIN TANQUE Y GABINETE
PERIODO
JULIO, 2011
FRECUENCIA
META
MENSUAL
3.0%
P I027 P002 PP10-F004
% DE REPROCESOS DE INSPECCIN TANQUE Y GABINETE, JULIO 2011
35.00
30.00
25.00
20.00
%
59.18
15.00
MES
CANTIDAD INSP.
REPROCESOS
ENERO
FEBRERO
MARZO
ABRIL
MAYO
JUNIO
JULIO
AGOSTO
SEPTIEMBRE
OCTUBRE
NOVIEMBRE
DICIEMBRE
PROMEDIO
TOTAL
76.00
57.00
96.00
58.00
49.00
82.00
78.00
21.00
23.00
30.00
26.00
26.00
59.00
49.00
27.63
40.35
31.25
44.83
53.06
71.95
62.82
70.86
496.00
33.43
234.00
47.41
269.07
59.18
GRAFICO
CAUSA
10.00
ACUMULADO
29
Fuga del cordn de la soldadura
de la tapa del tanque.
59.18
59.18
15
Fuga del cordn de la soldadura
del tanque.
30.61
89.80
Fuga del cordn de la soldadura de
la boquilla de M.T.
4.08
93.88
Fuga del cordn de la soldadura del
niple para tapn capa.
4.08
97.96
Fuga del cordn de la soldadura del
cople para vlvula de sobrepresin.
2.04
100.00
5.00
0.00
Fuga del cordn de la soldadura del Fuga del cordn de la soldadura de la fuga del cordn de la soldadura del
tanque.
boquilla de M.T.
niple para tapn capa
Fuga del cordn de la soldadura del
cople para vlvula de sobrepresin
DEFECTO
49
CAUSAS
Mal soldado por parte del operador
CAUSAS Y ACCIONES PARA LA CORRECCION Y/O MEJORA DE LA TENDENCIA DEL INDICADOR.
ACCIN
RESPONSABLE
Realizar una estadstica para determinar el % de fugas de acuerdo a cada
operador. Proporcionar capacitacin para cada uno de los soldadores.
FECHA
Agosto, 2011
Figura 21. Indicador de fallas en producto terminado.
El mantenimiento an cuando tiene un costo asociado y por lo general ha sido manejado como un
factor negativo en las organizaciones, presenta una serie de beneficios que permiten evaluar el
grado de asertividad y de necesidad de esta inversin, por lo cual en cualquier momento un anlisis
costo beneficio de la accin de mantenimiento puede orientar hacia el momento oportuno de la
Pgina
43
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
aplicacin de la misma y la comprensin clara de las razones potenciales que obligan a su
realizacin.
Los beneficios ms relevantes alcanzados en una organizacin con la aplicacin de un
mantenimiento oportuno son:
Disminucin del Riesgo: Previniendo la probabilidad de ocurrencia de fallas indeseables o
no visualizadas.
Mejora o Recupera los Niveles de Eficiencia de la Instalacin o Equipo: Esto se logra con la
reduccin de costos operativos e incremento de la produccin.
Prolonga la Vida Operativa: Difiere las decisiones de reemplazo.
Cumplimiento de Requerimientos de Seguridad y Legales.
Brillo: Mejoramiento de la imagen de la organizacin con un realce de la impresin de
clientes y entorno, as como el incremento de la moral de los trabajadores que operan los
equipos e instalaciones.
Pgina
44
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Capitulo 4
Propuesta del Mantenimiento Productivo Total (TPM)
4.1 Enfoque de mantenimiento productivo total.
Enfoque organizacional en la planta de transformadores es que todos los miembros siguen para
identificar y eliminar cualquier actividad elemento que no le aporte valor agregado al producto
servicio proporcionado; eliminando cualquier desperdicio falla operativa y/o administrativa. Ver
figura 22.
Figura 22. Enfoque de organizacin.
4.2 Procesos fundamentales en la aplicacin del Mantenimiento Productivo Total (TPM
Pilares) a la empresa.
Mejoras enfocadas o Kobetsu Kaizen (Eliminacin de prdidas).
Mantenimiento Autnomo o Jishu Hozen.
Mantenimiento planeado.
Mantenimiento de calidad o Hinshitsu Hozen.
Prevencin de mantenimiento (Manejo Precoz del Equipo)
Capacitacin y formacin
Mantenimiento Areas administrativas y de soporte
Seguridad, Higiene y Medio Ambiente a la planta.
4.3 Procesos Fundamentales del Mantenimiento Productivo Total.
Estos pilares sirven de apoyo para la construccin de un sistema de produccin ordenado. Se implantan
siguiendo una metodologa disciplinada, potente y efectiva. Ver figura 23.
Pgina
45
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura-23. Pilares. Mantenimiento Productivo Total.
Pilar 1: Mejoras Enfocadas (Kobetsu Kaizen), a la planta de transformadores. Ver figura 24.
Figura-24. Circulo de la calidad
Pgina
46
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Pilar 2: Mantenimiento Autnomo los 7 pasos en la planta de transformadores. Ver figura 25.
Figura-25. Los 7 pasos.
Pgina
47
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Pilar 3: Mantenimiento Planeado. Ver figura 26.
Figura-26. Diagrama de flujo de mantenimiento planeado
Pgina
48
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Pilar 4: Mantenimiento de Calidad.
Mantenimiento de Calidad no es...
Aplicar tcnicas de control de calidad a las tareas de mantenimiento
Aplicar un sistema ISO a la funcin de mantenimiento
Utilizar tcnicas de control estadstico de calidad al mantenimiento
Aplicar acciones de mejora continua a la funcin de mantenimiento.
Mantenimiento de Calidad es...
Realizar acciones de mantenimiento orientadas al cuidado del equipo para que este no
genere defectos de calidad
Prevenir defectos de calidad certificando que la maquinaria cumple las condiciones para
cero defectos y que estas se encuentra dentro de los estndares tcnicos.
Observar las variaciones de las caractersticas de los equipos para prevenir defectos y
tomar acciones adelantndose a la situacin de anormalidad potencial.
Realizar estudios de ingeniera del equipo para identificar los elementos del equipo que
tienen una alta incidencia en las caractersticas de calidad del producto final, realizar el
control de estos elementos de la mquina e intervenir estos elementos.
Pilar 5: Manejo Precoz el Equipo.
Manejo Precoz del Equipo es un proceso que minimiza el conteo del ciclo de vida de los equipos
nuevos
La Confiabilidad y el Mantener los Equipos de los procesos dependen en gran medida del diseo
inicial
Requiere que se obtengan datos para calcular los costos del ciclo de vida y el mecanismo de
informacin que les va a permitir a nuestros proveedores mejorar la Confiabilidad y Mantenabilidad
del nuevo equipo.
Pilar 6: Capacitacin y Formacin.
Entrenamiento en Operacin y Mantenimiento
El Entrenamiento de la mano de obra existente es hacer que Cada Empleado sea el mejor posible
La Capacitacin deber incluir como mnimo los siguientes cursos:
TPM (Mantenimiento Productivo Total)
8 Ds ( ver anexo)
5 Ss (ver anexo)
Los 7 Pasos del TPM
Las 7 Grandes Perdidas
Recoleccin de datos y medibles
Comprensin de:
Lubricacin
Hidrulica / Neumtica
Elctrica / Electrnica
Pgina
49
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Por qu implementar el Mantenimiento Productivo Total?
Competencia Global
Satisfaccin Total del Cliente
Calidad
Justo a Tiempo
Reduccin del Tiempo Ciclo
Costo (Produccin-Mantenimiento)
Capacidad
Confiabilidad de los Equipos
Otros
Productividad, Condicin de los equipos, Seguridad, Participacin de los empleados,
Medio ambiente, Reduccin de energa, Cuidado y limpieza de la empresa, Tiempo
de preparacin y recambio, Perfeccionamiento del empleado.
Organizacin para la implementacin del Mantenimiento Productivo Total en la planta de
transformadores.
Cinco contramedidas para cero averas.
1.
2.
3.
4.
5.
Mantener bien reguladas las condiciones bsicas limpieza, lubricacin y apretado de pernos.
Adherencia a procedimientos de operacin apropiados.
Restaurar el deterioro.
Mejorar los puntos dbiles del diseo.
Mejorar la operacin y capacidad de mantenimiento.
Las tres fases del desarrollo del Mantenimiento Productivo Total.
1. PREPARACION; Se crea un entorno apropiado estableciendo un plan para la introduccin
del mantenimiento productivo total. Comparable al diseo de un producto.
2. EJECUCION; Es comparable a la fase de produccin de un producto.
3. ESTABILIZACION; Es comparable a una inspeccin final, completa el proceso de
fabricacin.
Fase uno, preparacin
1.
2.
3.
4.
5.
6.
1.
La alta direccin anuncia la introduccin del mantenimiento productivo total.
Programas de capacitacin y campaas para introducir mantenimiento productivo total.
Crear organizaciones para promover mantenimiento productivo total.
Establecer polticas bsicas mantenimiento productivo total y metas.
Formular plan maestro para desarrollo mantenimiento total.
Organizar un acto de iniciacin mantenimiento productivo total.
Conferencia sobre mantenimiento productivo total en la compaa; artculos en el peridico de la
compaa.
2. Directores: seminarios / reuniones segn niveles.
Pgina
50
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
3. Formar comits especiales en cada nivel para promover mantenimiento productivo total;
Establecer oficina central y asignar staff.
4. Analizar las condiciones existentes; Establecer metas, predecir resultados.
5. Prepara planes detallados implantacin para las cinco actividades fundamentales.
6. Organizar un acto de iniciacin mantenimiento productivo total.
Fase dos, implementacin Mantenimiento Productivo Total.
Mejorar la efectividad de cada pieza del equipo.
Desarrollar un programa de mantenimiento autnomo.
Desarrollar un programa de mantenimiento para el departamento de mantenimiento
Dirigir entrenamiento para mejorar operacin y capacidades de mantenimiento.
Desarrollar programa gestin equipos de fases inciales.
Seleccionar equipo modelo; Formar equipo de proyecto.
Promover los siete pasos; Fabricar tiles de diagnostico y establecer procedimientos de
certificacin de los trabajadores.
Incluye mantto. Peridico, predictivo y gestin de repuestos, herramientas, dibujos y
programas.
Entrenar a los lderes; Los lderes comunican informacin con los miembros del grupo.
Diseo prevencin del mantenimiento (MP), control encargos y anlisis.
Mejorar la efectividad del equipo
El Mantenimiento Productivo Total se implementa a travs de las cinco actividades de desarrollo
bsicas, la primera de las cuales es mejorar la efectividad de cada pieza del equipo que experimenta
una prdida.
El personal de ingeniera y mantenimiento, los supervisores de lnea y los miembros de pequeos
grupos se organizan en equipos de proyecto que harn mejoras para eliminar las perdidas.
Se debe emplear tcnicas de anlisis como prevencin del mantenimiento (MP), para eliminar las
perdidas crnicas del equipo
Anlisis prevencin del mantenimiento.
1. DEFINIR EL PROBLEMA. Examinar el problema cuidadosamente, comparar sus sntomas,
condiciones, partes afectadas y equipo con los casos similares.
2. HACER UN ANALISIS FISICO DEL PROBLEMA. Clarificar detalles y consecuencias
ambiguos. Todas las perdidas se pueden explicar por leyes fsicas simples.
3. AISLAR CADA CONDICION QUE PUEDA CAUSAR EL PROBLEMA. Un anlisis fsico del
fenmeno de una avera revela los principios que controlan su ocurrencia y descubren las
condiciones que lo producen, explorar todas las causas posibles.
4. EVALUAR EL EQUIPO, MATERIAL Y METODOS. Considerar cada condicin identificada
en relacin con el equipo, plantillas, tiles, materiales y mtodos de operacin y extraer una
lista de factores que influencian las condiciones.
5. PLANIFICAR LA INVESTIGACION. Planificar cuidadosamente el perfil y direccin de la
investigacin de cada factor. Decidir qu medir y cmo medir, seleccionar un plano de datos.
Pgina
51
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
6. INVESTIGAR LAS DISFUNCIONES. Todos tem planificados en el paso 5 deben ser
investigados completamente, manteniendo en el pensamiento las condiciones ptimas a
conseguir y la influencia de defectos ligeros.
5. FORMULAR PLANES DE MEJORA PLANIFICAR LA INVESTIGACION. Planificar
cuidadosamente el perfil y direccin de la investigacin de cada factor. Decidir qu medir y
cmo medir, seleccionar un plano de datos.
6. INVESTIGAR LAS DISFUNCIONES. Todos tems planificados en el paso 5 deben ser
investigados completamente, manteniendo en el pensamiento las condiciones ptimas a
conseguir y la influencia de defectos ligeros.
Establecer un programa de mantenimiento autnomo para los operarios.
El mantenimiento autnomo por los operarios en la planta de transformadores es una caracterstica
nica del Mantenimiento Productivo Total, su organizacin es central para su promocin dentro de la
compaa.
En su promocin, cada persona desde la direccin de la planta hasta el ltimo operario debe creer
que es factible que los operarios realicen el mantenimiento autnomo y que los trabajadores deben
ser responsables de su propio equipo. Adicionalmente cada operario debe estar entrenado en las
herramientas necesarias para realizar el mantenimiento autnomo.
Mantenimiento Autnomo en siete pasos.
1.
2.
3.
4.
5.
6.
7.
Limpieza inicial.
Contramedidas en la fuente de los problemas
Estndares de limpieza y lubricacin
Inspeccin general
Inspeccin autnoma
Organizacin y orden
Mantenimiento autnomo pleno
1.-Limpiar para eliminar polvo y suciedad, lubricar y apretar pernos, descubrir problemas y
corregirlos
2.-Prevenir la causa del polvo y suciedad, como partes que son difciles de limpiar y lubricar,
reducir el tiempo requerido para esto.
3.-Establecer estndares que reduzcan el tiempo gastado limpiando, lubricando y apretando
especialmente tareas diarias y peridicas
4.-Con la inspeccin manual se genera instruccin; los miembros de crculos descubren y
corrigen defectos del equipo.
5.-Desarrolla y emplear listas de chequeo para inspeccin autnoma.
6.-Estandarizar categoras de control de trabajo individuales; Sistematizar a fondo el control
de mantenimiento.
Estndares de inspeccin para limpieza y lubricacin.
Estndares para registros de datos.
Estndares para mantenimiento piezas y herramientas.
Desarrollos adicionales de polticas y metas incrementar regularidad de actividades
de mejora.
Pgina
52
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
7.-Registrar resultados anlisis.
Establecer un programa de mantenimiento para el departamento de mantenimiento.
1. El mantenimiento programado realizado por el departamento de mantenimiento debe
coordinarse con las actividades de mantenimiento autnomo del departamento de
operaciones, de forma que los departamentos puedan funcionar como ruedas de un coche.
2. El desarrollo de un programa de mantenimiento peridico debe comenzar antes que el
procedimiento de inspeccin general por los operarios se haya completado. Como se ha
mencionado mantenimiento debe desarrollar estndares para el equipo, de forma que
durante la fase de inspeccin autnoma puedan compararse contra los estndares fijados
por el departamento de operaciones.
Mantenimiento Preventivo.
1.
2.
3.
4.
5.
6.
7.
Reparaciones preventivas
Chequeos peridicos
Inspecciones
Servicios peridicos
Rondas de inspeccin
Inspecciones prioritarias
Inspeccin peridica de instrumentos.
Conducir entrenamiento para mejorar capacidades de operacin y mantenimiento
La mejora de las capacidades de operacin y mantenimiento es la cuarta actividad de desarrollo del
Mantenimiento Productivo Total y el dcimo paso del programa en desarrollo.
Una compaa que implante el Mantenimiento Productivo Total debe invertir en capacitacin que
permita a los empleados gestionar apropiadamente el equipo. En adicin al entrenamiento en
tcnicas de mantenimiento, los operarios deben afirmar tambin sus capacidades en operacin
convencional.
Fase tres, estabilizacin
Implantacin perfecta del Mantenimiento Productivo Total y su evaluacin de niveles.
Fijar objetivos ms elevados.
Pgina
53
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Se muestra el organigrama de la organizacin para la implementacin del Mantenimiento
Productivo Total en la planta de transformadores. Ver figura 27.
Figura- 27. Diagrama del Mantenimiento Productivo Total.
4.4 Mantenimiento administrativo.
En la planta de transformadores el supervisor de mantenimiento es el encargado de la
administracin y el control de todos los recursos necesarios para cumplir la misin de
mantenimiento.
Dentro de sus responsabilidades tambin sta la actualizacin del inventario de los equipos, la
documentacin tcnica, el inventario de mano de obra, herramientas, estadsticas, reportes y datos
histricos de los equipos, as como el control de toda la informacin que se utiliza en el
departamento.
Finalmente todo el manejo y la administracin se llevarn mediante el sistema computarizado con
que se cuenta, tanto la programacin, como el almacenamiento de la informacin en documentos
autorizados por la gerencia de la planta.
Es de mencionar que esto lo forma un grupo de personas que se encargarn de la elaboracin de
todos los estndares de mantenimiento que se manejarn, toma de decisiones y asignacin de las
tareas a desarrollar, as como coordinar con planeacin, la disponibilidad de los equipos.
Procedimiento, mapa y plantilla de proceso.
El supervisor de mantenimiento de la plata de transformadores, en conjunto con la gerencia, el
departamento de ingeniera, calidad, seguridad e higiene y produccin elaboraran un procedimiento,
plantillas y mapas de procesos.
Propuesta del procedimiento en la planta de transformadores.
1. OBJETIVO.
El objetivo es planear, organizar, ejecutar y evaluar las actividades que se deben realizar en el
departamento de mantenimiento, para dar el soporte necesario a todas las operaciones y obtener
Pgina
54
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
con ello una mayor confiabilidad de los equipos de Produccin, as como de las instalaciones de la
Planta para satisfacer y cumplir los requisitos del cliente.
2. ALCANCE.
Este procedimiento, mapa y plantilla de procesos es aplicable al Personal de los departamentos: de
Mantenimiento, Taller Mecnico, Produccin, Proyectos, procesos y personal del Sistema de Gestin
de Calidad de Maquinaria Continental Electric.
3. REFERENCIAS.
INTERNAS:
-Manual de Calidad.
EXTERNAS:
-Requisitos de Sistema de Gestin de Calidad (NMX-CC-9001-IMNC-2000)
-Edificios, Locales, Instalaciones y reas en los centros de Trabajo Condiciones de
Seguridad e Higiene
-Equipo de Proteccin Personal - Seleccin, Uso y Manejo en los Centros de
Trabajo
(NOM-017-STPS-2001)
4. TERMINOLOGA
Maquina: Conjunto de mecanismos combinados para recibir una forma determinada de energa,
transformarla y restituirla en otra ms apropiada, o bien para producir un efecto determinado.
Maquina Critica: Son aquellas que afectan en forma directa el Proceso de Produccin y adems
generan paros en cadena, poniendo en riesgo la operacin de toda la planta.
Maquina Importante: Son aquellas que afectan la produccin impidiendo de manera significativa el
flujo del proceso de fabricacin, pero no ponen en riesgo la operacin de toda la planta.
Maquina Secundaria: Son aquellas cuya operacin no afectan de manera importante la produccin
y que pueden ser sustituidas por otra mquina fcilmente.
Tiempo Disponible: Es el tiempo en el que la maquina se encuentra disponible para operar en
cualquier momento y horario que se requiera.
Tiempo Productivo: Es el tiempo en el que la maquina esta programada para operar una cantidad
de horas durante un da de trabajo y en los das planeados del mes.
Tiempo Muerto: Es el tiempo en el que la maquina se encuentra parada por una falla imprevista, la
cual afecta el tiempo programado para producir y se hace necesaria la intervencin de
Mantenimiento.
Tiempo Indisponible: Es la diferencia que existe entre el tiempo disponible y el tiempo muerto.
Herramienta: Cualquiera de los instrumentos de trabajo manual.
Pgina
55
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Equipo: Es la serie de recursos con que cuenta una persona un objeto: estoy equipado para hacer
frente a la situacin
Instalar: Es colocar una pieza y/o aditamento en el lugar y forma que le es adecuada para la
funcin que se ha de realizar.
Mantenimiento: Conjunto de operaciones, tcnicas y administrativas que se realizan coordinadas
para lograr que los equipos no interrumpan sus servicios productivos para el cual se tienen
dispuestos. Sin que este se interrumpido para el propsito que fue construido.
5. Responsabilidades.
Es responsabilidad del supervisor del proceso y su personal, informar cualquier falla o necesidad
de apoyo por parte del personal de mantenimiento para mantener el buen funcionamiento de los
equipos de la planta de transformadores. Tambin es su responsabilidad emplear los equipos de
acuerdo a las indicaciones de Fabricantes / Proveedores, Tcnicos de Mantenimiento,
Procedimientos Instructivos informacin tcnica, y de realizar actividades cotidianas de
limpieza, lubricacin, reportes y revisin previa al trabajo.
Es responsabilidad del personal de Mantenimiento atender con oportunidad las necesidades de
servicio de Mantenimiento y restauracin de servicio de los equipos del proceso.
Pgina
56
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Mapa de proceso.
El supervisor de mantenimiento en la planta de transformadores en conjunto con la gerencia,
departamento de ingeniera, calidad, produccin seguridad e higiene elaboraran el formato del mapa
de procesos. Ejemplo fig. 28.
DOCUMENTO
Elaboracin de Mapas y Plantillas de Proceso
MAPA DE PROCESO
PROCESO IDENTIFICADO
DEPARTAMENTO Y/O AREA
Mantenimiento
VIGENCIA
ACTUALIZACION
Mantenimiento
PLANTA
VERSION
PROCESOS DE
ENTRADA
PROCESO DECLARADO
(PLANTILLAS DE PROCESO)
PROCESOS DE
SALIDA
Servicios
Generales
Mantenimiento
Produccin
Logistica
Seguridad
Logistica
Produccin
Ecologia
Jefe de Planta
ELABORO
APROBO
Figura.28. Formato de mapa de proceso.
Pgina
57
CODIGO
Transformadores
AUTORIZO
PAGINA
1 DE 1
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Plantilla de procesos. El supervisor de manteniendo de la planta en conjunto con los departamentos,
realizaran la plantilla de proceso correspondiente. Ejemplo del formato de plantilla de procesos.
Ejemplos ver figuras.29,30.
DOCUMENTO
Elaboracin de Mapas y Plantillas
PLANTILLA DE PROCESO
TITULO DE LA PLANTILLA
Mantenimiento
PROCESO DE ORIGEN
PLANTA
Mantenimiento
Transformadores
VERSION
VIGENCIA
ACTUALIZACION
CODIGO
PAGINA
1 DE 3
Acciones Correctivas y Preventivas
Indicadores de Mantenimiento
MEJORA CONTINUA
C
L
MANUALES E
I
INSTRUCTIVOS
E
DE MAQUINARIA
N
Y EQUIPO
T
E
LAY OUT
R
MANTENIMIENTO E
Q
CORRECTIVO
U
I
REFACCIONES
S
I
T
O
S
C
L
I
E
N
T
E
COMPROMISO DE LA GERENCIA
Revisin de Indicadores
Autorizacin de Recursos
Autorizacin de Programas de Mantto.
GESTION DE RECURSOS
ORDENES DE
Cumplimiento programa de Mantto. Preventivo
Cumplimiento de Ordenes correctivas
REALIZACION DEL PRODUCTO
ENTRADA
Lista Codificada
Maq.y Eq.
SALIDA
Programa Mantto.
Preventivo
Ordenes de Mantto.
Preventivo
Ejecucin
Ordenes de
Mantto.
Codificacin Fisica
Necesidad de
Mantenimiento
ELABORO
S
A
T
I
S
F
A
C
C
I
O
N
Servicio de
Mantenimiento
Reprogramacin
Ordenes
Indicador de
Mantenimiento
Lay Out
Ordenes
Mantto.Correctivo
REVISO
Figura.29. Formato de plantilla de proceso.
Pgina
58
VALE DE
MATERIALES
REQUISICION DE
MEDICION Y ANALISIS
Maquinaria y Equipo, Refacciones
Persona, Equipo de Seguridad, Herramienta,
Equipo de medicin.
INDICADORES
AUTORIZO
COMPRA
PROGRAMAS DE
MANTENIMIENTO
CODIFICACION
MAQUINARIA Y
EQUIPO
ORDEN DE
TRABAJO
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
DOCUMENTO
Elaboracin de Mapas y Plantillas
PLANTILLA DE PROCESO
TITULO DE LA PLANTILLA
PROCESO DE ORIGEN
Mantenimiento
VIGENCIA
ACTUALIZACION
Mantenimiento
PLANTA
Transformadores
VERSION
CODIGO
PAGINA
RESPONSABLE
ACTIVIDAD
DOCUMENTO, DATO Y/O REGISTRO
Responsable de
Mantenimiento
Elabora "Lista Codificada de Maquinaria y Equipo",considerando el equipo que se tiene en planta y la actualiza cada adicin o baja de algn equipo
y la entrega a control de documentos para su distribucin.
"Lista codificada de Maquinaria y equipo"
Responsable de
Mantenimiento
Coordina la codificacin de la maquinaria y equipo fsicamente con pintura, placas o letreros, de acuerdo a lo indicado en "Lista Codificada de
Maquinaria y Equipo".
"Lista codificada de Maquinaria y equipo"
Responsable de
Mantenimiento
Coordina con el rea de Proyectos la elaboracin del "LAY OUT" de la planta para lo cual considera la "Lista Codificada de Maquinaria y Equipo" y
ubicacin fsica del equipo. Lo mantiene actualizado cada adicin o baja de equipos o cambios de posicin.
Responsable de
Mantenimiento
Elabora y/o actualiza anualmente el "Programa de Mantenimiento Preventivo", considerando la "Lista Codificada de Maquinaria y Equipo",
Manuales e Instructivos de equipo, recomendaciones del proveedor del equipo y/o experiencia del personal de mantenimient
"Programa de Mantenimiento Preventivo"
Responsable de
Mantenimiento
Emite las "Ordenes de Mantenimiento Preventivo", de acuerdo a los programas dispuestos para tal fin, y las entrega al personal asignado.
"Orden Mantenimiento Preventivo"
Personal en General
Solicitan al Responsable de mantenimiento una "Orden de Trabajo Correctivo", en caso de detectar una necesidad de mantenimiento en su rea ya
sea por emergencia o por alguna modificacin o proyecto de mejora y la entrega al Responsable de Mantenimiento.
"Orden Mantenimiento Correctivo"
Responsable de
Mantenimiento
Coordina con el personal asignado la realizacin de las actividades de mantenimiento de acuerdo a lo indicado en las "Ordenes de Mantenimiento
Preventivo" y/o "Ordenes de Mantenimiento Correctivo", en base a su carga de trabajo y prioridades. Una vez rea
LAY OUT
"Orden Mantenimiento Correctivo"
Preventivo"
Responsable de
En caso de requerir alguna refaccin, las solicita al Almacn o elabora la Requisicin de Compra y la enva a Logstica para su captura y
Mantenimiento / Personal
seguimiento.
asignado
Responsable de
Mantenimiento
"Requisicin de Compra",
En el caso de requerir un servicio interno del grupo IUSA para mantenimiento de la infraestructura de la planta, servicio de taller, servicio de
proyectos, etc, elabora una "Orden de Trabajo", a la cual da seguimiento hasta el termino del servicio y ar
ELABORO
"Orden de Trabajo"
APROB
AUTORIZO
Supervisor de Mantenimiento
Jefe de Produccin
Figura.30. Plantilla de proceso de mantenimiento.
Pgina
59
, "Orden Mantenimiento
"Vale de Almacen"
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El supervisor de mantenimiento realizara una lista codificada de equipo y maquinaria (inventario).
Ver fig. 31.
DEPARTAMENTO DE MANTENIMIENTO DE TRANSFORMADORES
LISTA CODIFICADA DE MAQUINARIA Y EQUIPO
DESCRIPCION
No.
CODIGO
AREA DE UBICACION
Fecha de emisin: enero
Fecha de revisin: enero
Revisin No.: 0
Cdigo:
MANTTO.INTERNO/EXTERNO
CIZALLA (GUILLOTINA ) MOTORIZADA
AISLAMIENTO
INTERNO
CORTADORA Y DOBLADORA DE PAPEL
AISLAMIENTO
INTERNO
BOBINAS
INTERNO
CANTEADORA PARA MADERA DE PISO
SIERRA CIRCULAR PARA MADERA DE PISO
BOBINAS
INTERNO
SIERRA CINTA PARA MADERA VERTICAL
BOBINAS
INTERNO
TALADRO DE COLUMNA CON CABEZAL
ENSAMBLE
INTERNO
BOBINAS
INTERNO
CEPILLO PARA MADERA DE UNA CARA
EMBOBINADORA COMPLETA PARA AL. No.1
BOBINAS
INTERNO
EMBOBINADORA COMPLETA PARA AL. No.2
BOBINAS
INTERNO
BOBINAS
INTERNO
11
DOBLADORA MANUAL PARA CARTN
DEVANADORA 400 C MEDIUM
BOBINAS
INTERNO
12
DEVANADORA 500 B WINDING MACHI
BOBINAS
INTERNO
13
DEVANADORA 450 B MEDIUM-DUTY
DAVANADORA MT-
BOBINAS
BOBINAS
INTERNO
14
15
DEVANADORA BT
BOBINAS
INTERNO
16
DEVANADORA BT
BOBINAS
INTERNO
17
HORNO ELECTRICO P/ SECADO DE NUCLEOS
ENSAMBLE
INTERNO
18
HORNO ELECTRICO P/ SECADO DE NUCLEOS
ENSAMBLE
INTERNO
19
HORNO ELECTRICO P/ SECADO DE NUCLEOS
ENSAMBLE
INTERNO
20
SOLDADORA DE ARCO CA/ CD
ENSAMBLE
INTERNO
21
POLIPASTO DE UNA TONELADA
ENSAMBLE
INTERNO
22
COMPRESOR ATLAS COPCO
ENSAMBLE
EXTERNO
23
TANQUE DE ACEITE
ENSAMBLE DE ACCESORIOS
INTERNO
24
BOMBA DE VACIO
ENSAMBLE DE ACCESORIOS
INTERNO
25
ENSAMBLE DE ACCESORIOS
INTERNO
26
FILTRO DE ACEITE
POLIPASTO DE 5 TONELADAS
ENSAMBLE DE ACCESORIOS
INTERNO
27
SOLDADORA DE ARCO DE POT. CTE.
SOLDADURA
INTERNO
28
ALIMENTADOR DE ALAMBRE
SOLDADURA
INTERNO
29
SOLDADORA DE ARCO DE POT. CTE.
SOLDADURA
INTERNO
30
ALIMENTADOR DE ALAMBRE
SOLDADURA
INTERNO
31
SOLDADORA DE ARCO DE POT. CTE.
SOLDADURA
INTERNO
32
ALIMENTADOR DE ALAMBRE
SOLDADURA
INTERNO
33
SOLDADORA DE ARCO DE POT. CTE.
SOLDADURA
INTERNO
34
ALIMENTADOR DE ALAMBRE
SOLDADURA
INTERNO
35
SOLDADORA DE ARCO DE POT. CTE.
SOLDADURA
INTERNO
36
ALIMENTADOR DE ALAMBRE
SOLDADURA
INTERNO
37
SOLDADORA DE ARCO ELECTRICO
SOLDADURA
INTERNO
38
SOLDADORA DE ARCO ELECTRICO
SOLDADURA
INTERNO
39
SOLDADORA DE ARCO ELECTRICO
SOLDADURA
INTERNO
40
SOLDADORA DE ARCO ELECTRICO
SOLDADURA
INTERNO
41
SOLDADORA DE ARCO ELECTRICO
SOLDADURA
INTERNO
42
SISTEMA DE CORTE HOT POINT1500
EXTERNO
43
SISTEMA DE CORTE HOT POINT 437
SOLDADURA
SOLDADURA
44
SOLDADORA DE PERNOS NELSON
SOLDADURA
INTERNO
45
TORNO
SOLDADURA
INTERNO
46
SOLDADURA
INTERNO
47
EXTRACTOR
SISTEMA DE CORTE HOT POINT457
SOLDADURA
INTERNO
48
ESMERIL DE BANCO
INTERNO
49
SIERRA CINTA HORIZONTAL
SOLDADURA
SOLDADURA
50
TALADRO DE COLUMNA MECANICO
SOLDADURA
INTERNO
51
TROQUELADORA MECANICA. CAP. 50 TON.
CORTE Y DOBLEZ
INTERNO
52
DOBLADORA DE LAMINA MECANICA
CORTE Y DOBLEZ
INTERNO
53
CIZALLA CORTE DE LAM. HIDRAULICA
CORTE Y DOBLEZ
INTERNO
54
PUNZONADORA MANUAL # 30
ENSAMBLE
INTERNO
55
METALERA MARCA GEKA HIDRAULICA
CORTE Y DOBLEZ
INTERNO
56
EQUIPO DE SAND-BLAST
CABINA DE PINTURA
PINTURA
PINTURA
INTERNO
10
57
58
59
60
ESM 1/ 3 X 6
CABINA DE PINTURA
TRINCHERAS Y REGISTROS DE DRENAJE
61
MAQUINA PARA NUCLEOS UNICORE
DESENRROLLADORA PARA LAMINAS SILICIO
62
POLIPASTO DE 3 TONELADAS
PINTURA
INTERNO
EXTERNO
INTERNO
INTERNO
INTERNO
AREA INTERIOR Y EXTERIOR
INTERNO
NUCLEOS
INTERNO
NUCLEOS
INTERNO
ENSAMBLE FINAL
INTERNO
63
64
Sup. Mantto y Ecologa
ELABORO:
Jefe de Produccin
AUTORIZO:
Figura.31. Formato de lista codificada de equipo y maquinaria.
Pgina
60
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El supervisor de la planta archivara, administrara la documentacin como fichas tcnicas, manuales
de mantenimiento etc. De equipo y maquinara que sea proporcionado por el fabricante.
Realizara inventario de mano de obra mediante una descripcin de perfil de puesto y por
especialidades de cada tcnico. Ejemplo ver fig.32.
NO. DE
SOC.:
FOLIO:
PERFIL DE PUESTO
7-ene-2012
FECHA DE ELABORACIN
INFORMACIN GENERAL
ELECTROMECANICO
EMPRESA
TITULO DEL PUESTO
TRANSFORMADORES
REA
DEPARTAMENTO
0
PUESTO A QUIEN REPORTA
NO. DE PUESTOS SUPERVISADOS
0
EDAD
20-45
AOS EXPERIENCIA EN EL REA6 MESES
MANTENIMIENTO
ESTADO CIVIL
INDISTINTO
SEXO
INDISTINTO
PREPARACIN ACADEMICA
SECUNDARIA
NIVEL ACADEMICO
PROFESIN/CARRERA
SI/NO
HABLADO
LEDO
ESCRITO
OTRO
IDIOMA
IDIOMA
CONOCIMIENTOS ESPECFICOS Y/O EXPERIENCIA (CRTICOS)
CONOCIMIENTOS BSICOS DE ELCTRICIDAD
1
CONOCIMIENTOS BSICOS DE MECNICA
2
3
4
5
6
7
8
9
EXPERIENCIA
DESEABLE
1
DESEABLE
1
HABILIDADES
TOMA DE DECISIONES
COMUNICACIN ORAL Y ESCRITA
FLEXIBILIDAD
PLANEACIN Y ORGANIZACIN DEL TRABAJO
TRABAJO EN EQUIPO
ACTITUD DE SERVICIO
RESPONSABILIDAD
DISCIPLINA
DISPONIBILIDAD DE HORARIO
ROTAR TURNOS
VALORES
1
1
HABILIDAD DE TRABAJO A DETALLE
CREATIVIDAD
ESPRITU DE COOPERACIN
PUNTUALIDAD
ENTUSIASMO
OTROS REQUISITOS
CAMBIO DE RESIDENCIA
REQUIERE INVESTIGACION SOCIOECONMICA
DESEABLE
DISPONIBILIDAD PARA VIAJAR
EXAMENES MEDICOS ESPECIALES
NO SE REQUIEREN
FIRMAS DE AUTORIZACIN
ELABOR
GERENTE DE REA QUE REVIS
RECURSOS HUMANOS
CRHUORC001-F03
Figura. 32. Formato de perfil de puesto.
Pgina
61
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El supervisor de mantenimiento archivara, documentara la eficacia eficiencia del TPM, mediante
sistemas medibles estadsticos como paretos, reportes de tiempos perdidos etc. Los publicara a
vista de todo el personal. Ver figura. 33.
Figura. 33. Pizarrn de estadsticas.
MANTENIMIENTO ADMINISTRATIVO
Figura-34. Diagrama de flujo del mantenimiento administrativo.
Pgina
62
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
4.5 Mantenimiento Autnomo.
Ya que los operadores son los primeros en detectar las anomalas de los equipos, ste tipo de
mantenimiento es un sistema en el cual la participacin de estos es muy importante.
Definiendo este tipo de mantenimiento es el que realizarn los operadores con la capacitacin y
asesora del departamento de mantenimiento de la planta de transformadores.
Dentro de este tipo de mantenimiento se consideran los siguientes puntos.
1.
2.
3.
4.
Limpieza es inspeccin.
Lubricacin.
Reemplazo de componentes simples.
Reparaciones menores al equipo como lubricacin, apriete de componentes y
limpieza.
5. Ayudar a resolver un problema.
El Departamento de Mantenimiento a su vez identificar los equipos y materiales necesarios para la
realizacin de estas actividades. Tambin definir los puntos a lubricar, la frecuencia y los tiempos
requeridos.
As mismo mediante un grupo de personas se elaborar una lista de chequeo, diagramas de
limpieza y lubricacin para produccin, para cada equipo o grupo de equipos.
Finalmente el departamento mantenimiento de la planta de transformadores llevar a cabo una
capacitacin al personal de produccin y supervisar el que se lleven a cabo en tiempo y forma,
llevando un registro y reportes del cumplimiento.
Limpiar y revisar diario.
Realizar la limpieza del rea de trabajo completamente de tal forma que no exista basura,
desperdicio o polvo en el piso, en las maquinas o en el equipo. Ver figura. 35.
Figura. 35. Equipo de limpieza
Pgina
63
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El departamento de mantenimiento identificara reas, maquinaria y equipos que debe de coincidir
con la lista codificada que se tenga archivada. Ver figura.36
Figura. 36. Identificacin de equipo y reas.
El departamento de mantenimiento identificara, establecer los tiempos de mantenimiento
autnomo, las leyendas o smbolos de las partes a pretar, ajustar o lubricaran por el operador de la
maquina. Ver figuras.37, 38.
Pgina
64
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura. 37. Identificaciones de mantenimiento autnomo.
Pgina
65
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura 38. Identificaciones de mantenimiento autnomo.
Mantenimiento elaborara una lista de chequeo para el operador, donde se archivara para su control
y elaboracin de paretos. Ver figura. 39.
LISTA DE CHEQUEO
C= CONFORME
NC= NO CONFORME
REVISIN VISUAL
REVISIN FUNCIONAL
NC
NC
CABLEADO DE EQUIPO O MAQUINARIA
AJUSTAR EQUIPO O COMPONENTE
FUGAS DE GASES
AJUSTAR PARALELISMO DE EQUIPO O MAQUINA
FUGAS DE LIQUIDOS (ACEITES,AGUA,GOMA)
CAMBIO DE ACEITE
NIVELES DE ACEITE
CAMBIO DE CABLEADO DE EQUIPO O MAQUINA
PARALELISMO DE EQUIPO
CONTROL DE TENSION DE CADENAS
ASPIRAR EQUIPO O COMPONENTE
CONTROLAR TENSION DE CORREAS (BANDAS)
CEPILLADO DE EQUIPO O MAQUINA
ENGRASADO DE EQUIPO O COMPONENTE
LIMPIEZA DE COMPONENTES O EQUIPO
FUNCIONAMIENTO DE PALANCAS
LUBRICASIN
LUBRICAR EQUIPO O COMPONENTES
MEDICION DE COMPONENTES
PANEL DE CONTROL DE OPERACIN
SOPLETEAR EQUIPO O COMPONENTE
REEMPLAZAR COMPONENTES
VENTILACION DEL REA
REVISIN DE RUIDOS EXTRAOS
ILUMINACION DEL REA
BOTONES DE PARO DE EMERGENCIA
Figura. 39. Formato de lista de chequeo.
Pgina
66
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
La capacitacin se realizara mediante un programa establecido por el departamento de
mantenimiento, donde estar autorizado por la gerencia de la planta y el departamento de
produccin.
La realizacin del programa de capacitacin del personal de todas la reas, debe ser generada por
mantenimiento ya sea por semana, mensual, anual, donde se describir el curso a realizar, en hora y
fechas establecidas segn corresponda en base a la necesidad de la empresa. Ejemplo ver figura 40
NO. DE
SOC.:
FOLIO:
PROGRAMA DE CAPACITACIN
TITULO:
HOJA:
1 DE: 1
RESPONSABLE:
FECHA DE INICIO:
FECHA DE TERMINACION:
MES Y FECHA
No.
Departamento
Enero
PROGRAMA GENERAL DE CURSOS A LOS DEPARTAMENTOS
OBJETIVO:
Febrero
Marzo
Abril
Mayo
Junio
Julio
Agosto
FECHA DE ELABORACIN
CLAVES: PLANEADO
REALIZADO
X
Septiembre Octubre Noviembre Diciembre HORAS
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 PROG
2 HORAS
2 HORAS
3 HORAS
1 HORA
2 HORAS
2 HORAS
6
7
6 HORA
1 HORA
8
9
10
11
12
13
FIRMAS DE AUTORIZACIN
ASISTENTE DE SEGURIDAD E HIG.
GERENTE DE SEGURIDAD E HIGIENE INDUSTRIAL
Figura.40. Formato del plan de capacitacin.
Pgina
67
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
MANTENIMIENTO AUTONOMO
Figura- 41. Diagrama de flujo autnomo
4.6 Mantenimiento Preventivo.
El Mantenimiento Preventivo es una inspeccin peridica para detectar condiciones de operacin
que puedan ocasionar averas, detencin de la produccin prdidas que perjudiquen su
funcionamiento; combinada con mantenimiento destinado a eliminar, controlar o remediar tales
condiciones en sus fases iniciales. Resumiendo el mantenimiento preventivo es una rpida deteccin
y tratamiento de anomalas del equipo antes de que causen defectos mayores prdidas.
Este mantenimiento consiste en dos actividades bsicas:
Inspecciones peridicas.
Restauracin planificada y cclica del deterioro, basada en los resultados de la inspecciones.
Por tanto este mantenimiento es esencial para llevar a todos los equipos al concepto cero y lograr
una operacin eficiente y efectiva de todos y cada uno de los equipos.
El personal especializado de mantenimiento lo lleva a cabo, de acuerdo con los estndares y
ejecucin de planes de mantenimiento.
El desarrollo de registros de mantenimiento y la realizacin de actividades programadas de
restablecimiento de las condiciones de los equipos.
Adems del control de piezas de recambio, de lubricacin y del presupuesto.
El supervisor de mantenimiento de la planta de transformadores, elaborara-programara cada una
de las maquinas ya sea por semana, mes o anual, se apoyara con el historial del equipo o
maquinaria para realizar su mantenimiento en la fecha establecida. Sin olvidar de trabajar en
conjunto con los departamentos que sean afectados por el paro programado del equipo, para no
afectar la produccin de la planta.
Pgina
68
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
En la elaboracin del plan de programacin del mantenimiento preventivo, se tomara en cuenta las
especificaciones del manual de operacin del fabricante, historial del equipo o maquinaria, los
paretos de fallas ms comunes conforma a las ordenes de mantenimiento correctivo. Ejemplo ver
figura 42.
CODIGO
DEPARTAMENTO DE MANTENIMIENTO TRANSFORMADORES
PROGRAMA DE MANTENIMIENTO PREVENTIVO
FRECUENCIA
DESCRIPCION
CEPILLO PARA MADERA DE UNA CARA
C-60343-3
SEMESTRAL
ENE
FEB
MAR
ABR
MAY
JUN
FECHA EMISION:
FECHA DE REVISION:
REVISION:
0
APROBO :
JUL
AGO
P
R
CANTEADORA PARA MADERA DE PISO
C-60338-1
SEMESTRAL
P
R
SIERRA CIRCULAR PARA MADERA DE PISO
C-60723-5
SEMESTRAL
P
R
SIERRA CINTA PARA MADERA VERTICAL
C-60370-2
SEMESTRAL
P
R
TALADRO DE COLUMNA CON CABEZAL
C-60532-3
SEMESTRAL
P
R
CIZALLA (GUILLOTINA ) MOTORIZADA
C-60021-1
SEMESTRAL
P
R
CORTADORA Y DOBLADORA DE PAPEL
SEMESTRAL
P
R
EMBOBINADORA COMPLETA PARA AL. No.1
SEMESTRAL
P
R
EMBOBINADORA COMPLETA PARA AL. No.2
SEMESTRAL
P
R
DEVANADORA 400 C MEDIUM
SEMESTRAL
P
R
DEVANADORA 500 B WINDING MACHI
SEMESTRAL
R
DEVANADORA 450 B MEDIUM-DUTY
SEMESTRAL
P
R
DEVANADORA BT
SEMESTRAL
P
R
BIMESTRAL
HORNO ELECTRICO P/ SECADO DE NUCLEOS
P
R
BIMESTRAL
HORNO ELECTRICO P/ SECADO DE NUCLEOS
P
R
BIMESTRAL
HORNO ELECTRICO P/ SECADO DE NUCLEOS
P
R
SOLDADORA DE ARCO CA/ CD
M1-2 300 CA/CD
BIMESTRAL
P
R
POLIPASTO DE UNA TONELADA
LW .4 860 RM
SEMESTRAL
P
R
POLIPASTO DE CINCO TONELADA
SEMESTRAL
P
R
COMPRESOR ATLAS COPCO
16145933 00
SEMESTRAL
P
R
BOMBA DE VACIO
SEMESTRAL
P
R
FILTRO DE ACEITE
NR E83678 2801 00
MENSUAL
P
R
SOLDADORA DE ARCO DE POTENCIAL CONSTANTE
302-127 A-2331923305
BIMESTRAL
P
R
ALIMENTADOR DE ALAMBRE
309-035 933-0146-C05
BIMESTRAL
P
R
SOLDADORA DE ARCO DE POTENCIAL CONSTANTE
302-127 A-2331895 B05
BIMESTRAL
P
R
ALIMENTADOR DE ALAMBRE
SOLDADORA DE ARCO DE POTENCIAL CONSTANTE
ALIMENTADOR DE ALAMBRE
SOLDADORA DE ARCO DE POTENCIAL CONSTANTE
ALIMENTADOR DE ALAMBRE
933-0543-C05
31136-1 A-233 003 KO
929-0128 001
A-233 1919 005
929 2570 C03
BIMESTRAL P
R
BIMESTRAL P
R
BIMESTRAL P
R
BIMESTRAL P
R
BIMESTRAL
P
R
SOLDADORA DE ARCO DE POTENCIAL CONSTANTE A-233 1922 005
BIMESTRAL P
R
ALIMENTADOR DE ALAMBRE
BIMESTRAL
P
R
SOLDADORA DE ARCO ELECTRICO
NA-3500 CD NACS 1
BIMESTRAL
P
R
Figura 42. Formato de programa de mantenimiento preventivo anual.
Pgina
69
SEP
OCT
NOV
DIC
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El supervisor de mantenimiento elaborara la orden de trabajo y archivara para el historial de cada
uno de los equipos o maquinaria, la cual ser distribuida a cada uno de los supervisores de los
departamentos, con esta notificaran a mantenimiento cuando una maquina falle en el proceso de
manufactura o en su defecto realizar el mantenimiento preventivo. Ejemplo ver figura 43
ORDEN N
ORDEN DE TRABAJO DE MANTENIMIENTO
FECHA:
TIPO DE MANTENIMIENTO
CORRECTIVO
PREVENTIVO
AREA O DEP: SOLDADURA
MAQUINA O EQUIPO:MAQ. SOLDADORA
FECHA INICIO:
15/02/2013
HORA INICIO:
FECHA TERMINO:
15/02/2013
HORA TERMINO: 10:00am
CODIGO:MSM-1
9:00am
DESCRIPCION DEL TRABAJO:
FALLA EN ANTORCHA DE LA MAQUINA SOLDADORA
TIPO DE FALLA
MECANICO
HIDRAULICO
ELECTRICO
NEUMATICO
NOMBRE DEL SOLICITANTE:ROGELIO GUZMAN
FECHA/HORA RECIBE O.T: 8:45am- 15/02/2013
EXCLUSIVO MANTENIMIENTO
TRABAJO REALIZADO:
REVISIN DE ATORCHA EN EL LA CONEXIN ELECTRICA, CAMBIO DEL EQUIPO (ANTORCHA)
MOTIVO DE FALLA:
CABLE DE CONEXIN ROTA, POR DESCUIDO DEL OPERADOR EN SU MANIPULACIN
MATERIAL EMPLEADO:
ANTORCHA DE 250 ampers.
OBSERVACIONES:
SOLICITAR EQUIPO NUEVO PARA STOK
ENTREGA TRABAJO
RICARDO NAJERA
NOMBRE Y FIRMA
Vo. Bo. DE MANTTO.
MANUEL PREZ
RECIBE DE CONFORMIDAD
ANTONIO GOMEZ
NOMBRE Y FIRMA
NOMBRE Y FIRMA
Figura. 43. Formato de orden de mantenimiento correctivo/preventivo.
El supervisor de mantenimiento revisara-optimizara las tareas a realizar, analizara los problemas
repetitivos del equipo- maquinaria con el apoyo del su historial de cada una de ellas, con el apoyo de
los departamentos involucrados realizaran el anlisis de las 8D (ocho disciplinas) ver anexos.
Realizaran las mejoras correspondientes.
Pgina
70
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
MANTENIMIENTO PREVENTIVO
Figura- 45. Diagrama de flujo preventivo.
4.7 Mantenimiento Predictivo
El mantenimiento predictivo es un mtodo de mediciones y anlisis de parmetros para determinar
cundo requiere mantenimiento un equipo. Es decir de la aplicacin del mantenimiento preventivo o
peridico.
Se debe cambiar al predictivo cuando se trata de equipos cuya reparacin es cara o cuyas posibles
averas ocasionarn serias prdidas.
Para esto se calcularn los tiempos operativos mximos a partir de estadsticas de averas y
cmputos de probabilidades de fallas.
Para este aspecto se utilizarn tcnicas de diagnstico y equipo que nos ayude a medir el desgaste
del equipo, as como un mal funcionamiento, deterioro, resistencia, rendimiento y otras propiedades
sin tener que recurrir al desmantelamiento.
La aplicacin del mantenimiento predictivo se limitar a los tipos de averas en las que los cambios
en los parmetros previamente fijados se puedan detectar y utilizar para predecir averas.
As mismo el departamento de mantenimiento de la planta de transformadores llevara el
mantenimiento predictivo y tendr como finalidad;
Reducir averas y accidentes que causan los equipos.
Incrementar los tiempos operativos y la produccin.
Reducir los tiempos y costos de mantenimiento.
Mejorar la calidad de los productos y servicios.
El departamento mantenimiento de la planta de transformadores realizara el mantenimiento
predictivo con los instrumentos y tcnicas adecuadas para pronosticar el punto futuro de falla de un
componente de una maquina, de tal forma que dicho componente pueda reemplazarse, con base en
un plan, justo antes de que falle. As, el tiempo muerto del equipo se minimiza y el tiempo de vida del
componente se maximiza.
Pgina
71
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Esta tcnica supone la medicin de diversos parmetros que muestren una relacin predecible con
el ciclo de vida del componente. Algunos ejemplos de dichos parmetros son los siguientes:
1. Vibracin de cojinetes
2. Temperatura de las conexiones elctricas
3. Lubricacin en rodamientos
La figura Muestra una curva tpica que resulta de graficar la variable (vibracin) contra el tiempo.
Como la curva lo sugiere, debern reemplazarse los cojinetes subsecuentes cuando la vibracin
alcance 1.25 in/seg (31.75 mm/seg). Los fabricantes de instrumentos y software para el
mantenimiento predictivo pueden recomendar rangos y valores para reemplazar los componentes de
la mayora de los equipos, esto hace que el anlisis histrico sea innecesario en la mayora de las
aplicaciones. Ver figura 46.
Figura- 46. Grafica variable de vibracin
Mantenimiento ejecutara el anlisis de lubricacin dependiendo de la necesidad, segn sea el caso:
1. Contaminacin con agua
2. Slidos (filtros y sellos defectuosos).
3. Uso de un producto inadecuado.
Equipos.
1.
2.
3.
4.
Bombas de extraccin
Envases para muestras
Etiquetas de identificacin
Formatos
Pgina
72
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
En cada muestra podemos conseguir o estudiar los siguientes factores que afectan a nuestra
maquina:
Elementos de desgaste: Hierro, Cromo, Molibdeno, Aluminio, Cobre, Estao, Plomo.
Conteo de partculas: Determinacin de la limpieza, ferrografa.
Contaminantes: Silicio, Sodio, Agua, Combustible, Holln, Oxidacin, Nitracin, Sulfatos, Nitratos.
Aditivos y condiciones del lubricante: Magnesio, Calcio, Zinc, Fsforo, Boro, Azufre, Viscosidad.
Grficos e historial: Para la evaluacin de las tendencias a lo largo del tiempo.
La Termografa Infrarroja es una tcnica que permite, a distancia y sin ningn contacto, medir y
visualizar temperaturas de superficie con precisin. Ver Figura 46.
Figura 47. Termografa de falso contacto en lneas elctricas.
El supervisor de mantenimiento establecer rutas de revisin a equipos y maquinaria para
coleccin de datos y evaluacin de resultados encontrados.
Ruta: Es la implementacin por parte de mantenimiento predictivo donde realizara generalmente la
revisin diagnostico de la maquinaria siguiendo una ruta de observacin. Ejemplo ver figura. 48
Pgina
73
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Ruta de mantenimiento.
Figura 48. Ruta establecida por mantenimiento.
Inicio
AC.1.- Acanaladora.
EP.1.- Emputilladora.
LE. 1.- Lijadora.
RE.1.- Redondeadora.
B.1.- Barnizadora.
C.1.- Cabazeadora.
S.1.- Estampadora.
E.1.- Escasquilladora.
Pgina
74
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
MANTENIMIENTO PREDICTIVO
Figura 49.Diagrama de flujo Predictivo.
4.8 Mantenimiento. Progresivo.
El supervisor de mantenimiento de la planta efectuara el mantenimiento progresivo es el siguiente
paso para llevar a las condiciones originales operativas y productivas de los equipos.
Esto se basa en la evaluacin de las condiciones actuales de los equipos y con el anlisis que se
generen, se puede determinar una programacin adecuada a los planes de produccin de una
manera progresiva que avalar planeacin para su ejecucin.
Pgina
75
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
MANTENIMIENTO PROGRESIVO
Figura 50. Diagrama de flujo Progresivo.
4.9- Aplicacin del sistema a una maquina (devanadora) de baja tensin
Instructivo para llenado y manejo de orden de trabajo de mantenimiento
Objetivo.
El objetivo de la orden de trabajo es poder contar con un documento donde se avale la solicitud de
servicio por parte del solicitante, tambien para emitir y anotar en la bitacora de mantenimiento las
actividades registradas en el programa de preventivos, asi como para asignar los trabajos
correspondientes y poder llevar el control de las horas de intervencion por paro, reparacion o
servicio. Ver figura 50.
Responsable
El responsable de llenar esta forma es por una parte el solicitante cuando requiera de algun trabajo y
por otra el responsable de mantenimiento debe atenderla y llenarla una vez terminada la
Pgina
76
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
intervencin en la mquina y/o equipo de la planta atendido, que una vez que se haya terminado el
trabajo llenara los espacios correspondientes.
Distribucin.
Esta orden de trabajo tiene original y dos copias, una copia es para el jefe de Mantenimiento , otra
para que la conserve la persona que solicita el servicio y el original una vez realizado el trabajo sera
conservada por el responsable de Mantenimiento y con los datos correspondientes generar su
archivo de cada maquina o equipo.
Frecuencia.
La orden de trabajo se genera cada vez que se necesite la intervencion de Mantenimiento para
corregir alguna falla, solicitar algun servicio y cada vez que de acuerdo al programa de
Mantenimiento Preventivo se requiera la intervencion de Mantenimiento. Ver figura 50.
Preparacion
1. Folio. Anotar el folio correspondiente, el cual se obtiene de la Bitacora de Mantenimiento.
2. Trabajo solicitado. Anotar con una cruz el tipo de trabajo solicitado.
3. Departamento. Anotar el nombre del departamento que solicita el trabajo y el numero de la
maquina o equipo que requiere el servicio de Mantenimiento.
4. Descripcion. Anotar en forma breve la descripcion de la falla o trabajo solicitado.
5. Fecha. Anotar la fecha en la cual se solicita el trabajo.
6. Solicita. Anotar el nombre y firma de la persona que solicita el trabajo.
7. Recibe. Anotar el nombre y firma de quien recibe la orden de trabajo.
8. Inicio. Anotar la fecha y hora en la cual se inicia el trabajo solicitado.
9. Trabajo realizado. Describir cual fue el trabajo que se realizo.
10. Operario. Se anotaran el o los nombres de los tecnicos que realizaron el trabajo.
11. Termino. Anotar en la cual se termina el trabajo.
12. Horas. Anotar el tiempo total de intervencion por parte del personal de Mantenimiento.
13. Observaciones. El trabajador anotara en la zona de observaciones el tipo de refaccion o
material utilizado en el trabajo, con marca y modelo, regresara al responsable de
Mantenimiento el cual verificara el tiempo total anotado, confirmara el trabajo realizado y
entregara a firma de conformidad a la persona que solicito el trabajo.
A continuacin se describe la falla de una maquina devanadora de baja tensin, la cual llenaremos
con todos los datos correspondientes que nos solicita la orden de trabajo para su realizacin de
mantenimiento.
Ya sea al caso del tipo de mantenimiento si es preventivo o correctivo. En este caso describiremos
un mantenimiento correctivo. Ver figura 51.
Pgina
77
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
ORDEN N
ORDEN DE TRABAJO DE MANTENIMIENTO
FECHA:
TIPO DE MANTENIMIENTO
CORRECTIVO
PREVENTIVO
AREA O DEP: ENBOBINADO
MAQUINA O EQUIPO:DEVANADORA B.T
FECHA INICIO:
15/02/2013
HORA INICIO:
FECHA TERMINO:
15/02/2013
HORA TERMINO: 10:00am
CODIGO:DBT-01
9:00am
DESCRIPCION DEL TRABAJO:
FALLA DEL SISTEMA MECANICO ( MOTOREDUCTOR) Y ELECTRICO.
TIPO DE FALLA
X
MECANICO
HIDRAULICO
ELECTRICO
NEUMATICO
NOMBRE DEL SOLICITANTE:ANTONIO GOMEZ
FECHA/HORA RECIBE O.T: 8:45am- 15/02/2013
EXCLUSIVO MANTENIMIENTO
TRABAJO REALIZADO:
LLENADO DE NIVEL DE ACEITE, APRIETE, AJUSTE DE CADENA Y CHUMACERAS EN SISTEMA MECANICO.
CAMBIO DE BOTON NORMALMENTE ABIERTO DEL PEDAL DE CONTROL.
MOTIVO DE FALLA:
FUGA DE ACEITE EN JUNTA EN REDUCTOR, DESALINEACIN EN EL SISTEMA MECANICO.
PLATINOS DAADOS DEL PEDAL POR USO DEL EQUIPO.
MATERIAL EMPLEADO:
ACEITE SAE-90, OPRESORES DE 1/4" Y BOTON NORMALMENTE ABIERTO PARA PEDAL
OBSERVACIONES:
REALIZAR RUTAS DE VERIFICACIN A EQUIPOS Y MAQUINARIAS, SOLICITAR EQUIPO PARA STOK
REPROGRAMAR MANTENIMIENTO PREVENTIVO.
ENTREGA TRABAJO
RICARDO NAJERA
NOMBRE Y FIRMA
Vo. Bo. DE MANTTO.
MANUEL PREZ
RECIBE DE CONFORMIDAD
ANTONIO GOMEZ
NOMBRE Y FIRMA
NOMBRE Y FIRMA
Figura. 51 Descripcin de llenado de una orden de trabajo.
A continuacin describiremos el proceso de una orden de mantenimiento correctivo. Ver figura
52.
Pgina
78
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
MANTENIMIENTO CORRECTIVO
PROCESOS DE
PRODUCCIN
Detectar falla de
equipo (Interrumpe el
servicio)
M
A
N
O
- Operador
- Supervisor
Analizar falla
y sus
causas
Determinar acciones,
recursos y
programacin
Gestionar
recursos
necesarios
Realizar
reparacin
- Tec. de
Mantenimiento
- Jefe de Mantenimiento
- Supervisor de Almacn
- Jefe de Planta
-Supervisor de Produccin
- Jefe de Mantenimiento
- Supervisor de Almacn
- Jefe de Compras
- Tec. de
Mantenimiento
D
E
O
B
R
A
M
E
T
O
D
O
D
E
- Llevar orden de
trabajo de
Mantenimiento
(CE-FMT-001)
(Anexo A)
Describiendo
problema o falla
T
R
A
B
A
J
O
M
A
T
E
R
I
A
L
E
S
- Revisar equipo
apagado y sus
partes mviles,
elctricas y
estructuras.
- Detectar partes o
componentes daados.
- Encender equipo
(con precaucin
para ver falla)
- Determinar prioridad, fecha y
hora de realizacin de la
reparacin.
- Realizar
reparacin de
acuerdo a lo
programado y
establecido.
- Al llegar las refacciones
o materiales verificar que
sean los solicitados
- Papelera
- Materiales de
proceso que se
puedan usar para
confirmar falla.
- El equipo con falla
en cuestin.
- Inventario de
equipos.
(CE-FMT-003)
(ANEXO C)
- El equipo con falla
en cuestin.
M
E
D
I
C
I
O
N
E
S
- Instrumentos de medicin
del equipo mismo y del
rea de trabajo, registros
de mediciones,
especificaciones tcnicas
del proceso y/o equipos.
- Instrumentos de
medicin del
personal de
Mantenimiento.
M
E
D
I
O
- Revisar condiciones de:
- Iluminacin
- Limpieza y orden
- Agentes ambientales
- Comunicacin entre y
equipo
- Determinar
correcciones
ambientales que a que
fallara el equipo.
- Papelera
- No aplica
- Usar registros de
mediciones de proceso,
equipo y revisin.
- Determinar correcciones a
condiciones ambientales
adversas o dainas para el
buen funcionamiento del
equipo.
- Gte. de Calidad
- El Tcnico de
mantenimiento echa a andar
el equipo ante el resto de los
involucrados.
- El usuario utiliza el equipo
para verificar su
funcionamiento correcto.
- Refacciones o
materiales, solicitados
salen el caso y el equipo
- Refacciones
y/o materiales
necesarios para
la reparacin.
- Confirmar que las
refacciones y materiales
correspondan con lo
solicitado para el equipo
a reparar
- Equipo con falla
y equipo
necesario para
su reparacin
- Equipo ya reparado
- Confirmacin de cada
etapa de la reparacin
con instrumentos de
medicin del personal
de Mantenimiento.
- Instrumentos de
medicin del equipo
reparado, del proceso y
del personal de
Mantenimiento.
- Corregir las
condiciones
ambientales que
daaron el equipo
- Verificar que las
condiciones
ambientales ya no
daaran al equipo
y su servicio
- Implementar sistemas
de medicin para el
equipo (y su reparacin).
- Determinar refacciones,
materiales y otros recursos
necesarios para mejorar el
funcionamiento del equipo
y sus condiciones
ambientales.
Figura 52. Diagrama de flujo del mantenimiento correctivo.
Pgina
79
- Operador
- Tcnico de
Mantenimiento
-------------- Jefe de
Mantenimiento
- Supervisor de
Produccin
- Supervisor, jefe y Calidad
validan la operacin y el
servicio del equipo para
liberar.
- Programa de mantenimiento.
M
A
Q
U
I
N
A
R
I
A
A
M
B
I
E
N
T
E
- Determinar refacciones
necesarias materiales o
equipo a utilizar.
- Solicitar refacciones o
materiales necesarios.
Requisicin a Almacn
(CE-FPR-007) (Anexo D)
Poner en
servicio y
liberar equipo
- Equipo ya reparado
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
CAPITULO 5
ANALISIS ECONOMICO.
5.1 Definicin.
El objeto de la economa es estudiar la correcta distribucin de los recursos escasos para satisfacer
las necesidades del ser humano (una definicin ms amplia es: la ciencia social que estudia los
procesos de produccin, comercializacin, distribucin y consumo de bienes y servicios escasos
para satisfacer las necesidades ilimitadas de las familias, las empresas y los gobiernos). El objeto de
la economa es muy amplio, pues abarca el estudio y anlisis de los siguientes hechos: 1
La forma en que se fijan los precios de los bienes y de los factores productivos como el
trabajo, el capital y la tierra y cmo se utilizan para asignar los recursos.
El comportamiento de los mercados financieros y la forma en que se asigna el capital en la
sociedad.
Las consecuencias de la intervencin del Estado en la sociedad y su influencia en la
eficiencia del mercado.
La distribucin de la renta y propone los mejores mtodos de ayuda a la pobreza sin alterar
los resultados econmicos.
La influencia del gasto pblico, los impuestos y el dficit presupuestario del Estado en el
crecimiento de los pases.
Como se desarrollan los ciclos econmicos, sus causas, las oscilaciones del desempleo y la
produccin, as como las medidas necesarias para mejorar el crecimiento econmico a corto
y a largo plazo.
El funcionamiento del comercio internacional y las consecuencias del establecimiento de
barreras al libre comercio.
El crecimiento de los pases en vas de desarrollo.
5.2 Tipos de costos.
Para ilustrarles los principales tipos de costos, de una manera ordenada, utilizaremos una
clasificacin general de los costos, recopilados de distintos autores reconocidos que nos ayudarn a
entender con claridad las diferencias que existen entre los distintos tipos de costos, para dilucidar su
utilizacin y propsitos de los mismos.
Los costos pueden ser clasificados de acuerdo con el enfoque que se les d.
1. Tipos de Costos de acuerdo con la funcin en la que se incurren:
a. Costos de produccin: Estos tipos de costos, son los que se generan en el proceso de transformar
las materias primas en productos elaborado. Se subdividen en:
Pgina
80
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
i. Costos de materia prima: Es el costo de materiales integrados al producto. Por ejemplo, la malta
utilizada para producir cerveza, el tabaco para producir cigarros, etc. O sea los que deriven de:
Cualquier parte de un producto que sea fcilmente identificable (como la arcilla de una vasija).
ii. Costos de mano de obra: Es el costo que interviene directamente en la transformacin del
producto. Por ejemplo, el sueldo del mecnico, del soldador, etc. O sea los que deriven de: el tiempo
que intervienen los individuos que trabajan de manera especfica en la fabricacin de un producto o
en la prestacin de un servicio.
iii. Gastos indirectos de fabricacin: Son los costos que intervienen en la transformacin de los
productos, con excepcin de la materia prima y la mano de obra directo. Por ejemplo, el sueldo del
supervisor, mantenimiento, energticos, depreciacin, etc. Cualquier costo de fbrica o de
produccin que es indirecto para un producto o servicio y, en consecuencia, no incluye materia prima
directo y mano de obra directa es un costo indirecto.
b. Costos de distribucin o venta: Son los que se incurren en el rea que se encarga de llevar los
productos terminados, desde la empresa hasta el consumidor. Se incurren en la promocin y venta
de un producto o servicio. Por ejemplo, publicidad, comisiones, etctera
c. Costos de administracin: Son los que se originan en el rea administrativa, o sea, los
relacionados con la direccin y manejo de las operaciones generales de la empresa. Como pueden
ser sueldos, telfono, oficinas generales, etc. Esta clasificacin tiene por objeto agrupar los costos
por funciones, lo cual facilita cualquier anlisis que se pretenda realizar de ellas.
d. Costos financieros: Son los que se originan por la obtencin de recursos ajenos que la empresa
necesita para su desenvolvimiento. Incluyen el costo de los intereses que la compaa debe pagar
por los prstamos, as como el costo de otorgar crdito a los clientes.
2. Tipos de Costos de acuerdo con su identificacin con una actividad, departamento o producto:
a. Costos directos: Estos tipos de costos son los que se pueden identificar o cuantificar plenamente
con los productos terminados o reas especficas, o tambin como nos indican, son aquellos que la
gerencia es capaz de asociar con los artculos o reas especficos. En este concepto se cuenta el
sueldo correspondiente a la secretaria del director de ventas, que es un costo directo para el
departamento de ventas; la materia prima es un costo directo para el producto, etc.
b. Costo indirecto: Son aquellos costos que no se puede identificar o cuantificar plenamente con los
productos terminados o reas especficas. Asimismo, este tipo de costos, son aquellos comunes a
muchos artculos y, por tanto, no son directamente asociables a ningn artculo o rea. Por ejemplo,
la depreciacin de la maquinaria o el sueldo del director de produccin respecto al producto. Algunos
costos son duales, es decir, son directos e indirectos al mismo tiempo. El sueldo del gerente de
produccin es directo para los costos del rea de produccin, pero indirecto para el producto. Como
se puede apreciar, todo depende de la actividad que se est analizando.
Pgina
81
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Comentarios Adicionales:
Todas las clasificaciones son importantes, pero sin duda alguna la ms relevante es la que clasifica
los costos en funcin de su comportamiento, ya que ni las funciones de planeacin y control
administrativo, ni la toma de decisiones pueden realizarse con xito si se desconoce el
comportamiento de los costos. Adems, ninguna de las herramientas que integran la contabilidad
administrativa puede aplicarse en forma correcta, sin tomar en cuenta dicho comportamiento.
5.3 Anlisis econmico para la implementacin del Mantenimiento Productivo Total a la
empresa de Transformadores.
Objetivo:
La implementacin del Mantenimiento Productivo Total en la planta de transformadores en 5 etapas de
capacitacin y de asesora desde el inicio hasta el final de su implementacin al personal administrativo y
productivo.
Alcance
Primera etapa: introduccin al Mantenimiento Productivo Total.
Total de das en planta: 4 das
Imparticin de curso y su introduccin
Duracin: 2 das de 4 hrs. c/u
8 hrs. de asesora para: a. reconocimiento de planta y departamentos e
a. integracin del comit de direccin (cdd).
Imparticin de curso tpm, calculo y utilizacin del ete (oee)
Duracin: 2 das de 4 hrs. c/u
8 hrs. de asesora para: a. calcular etes de equipos.
b. definir las reas y los equipos crticos.
Segunda etapa (1 mes despues): finalizacin de la capacitacin.
Total de das en planta: 4 das
Imparticin curso tpm implementacin del mantenimiento autnomo
Duracin: 2 das de 4 hrs. c/u
8 hrs. de asesora para: a. nombramiento del lder.
c. definicin del rea piloto.
Imparticin de curso tpm organizacin de equipos de mejora emes
Duracin: 2 das de 4 hrs. c/u
8 hrs. de asesora para: a. integracin del eme del rea piloto.
a. planeacin para la limpieza inicial.
b. diseo de pizarra de Mantenimiento Productivo Total .
c. examen para certificacin.
d. certificacin del lder.
Pgina
82
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Tercera etapa (1 mes despus): planeacin de la limpieza inicial.
Total de das en planta: 2 das
16 hrs. de asesora para: a. planeacin y programacin de limpieza inicial.
a. definicin de transferencia de tareas de Mantenimiento autnomo.
Cuarta etapa (aprox. 1 mes despus): evento limpieza inicial.
Total de das en planta: 2 das
16 hrs. de asesora para: a. participar en limpieza inicial.
b. reporte del evento.
Quinta etapa (aprox. 1 mes despus): visita de seguimiento.
Total de das en planta: 2 das
16 hrs. de asesora para: a. participar en juntas de cdd y de emes
a. evaluacin de soluciones de mejora por eme.
b. revisar clculos de ete.
c. preguntas y aclaraciones.
d. reporte de progreso de implementacin.
Programa de implementacin del Mantenimiento Productivo Total.
Suministros adicionales para la planta:
20 juegos de manuales y diplomas por cada curso.
Certificacin de lder y tenientes del Mantenimiento Productivo Total a los que aprueben el examen.
Suministro de (1) cd conteniendo presentaciones del Mantenimiento Productivo Total para
capacitacin interna.
Asesora posterior al paquete de implementacin $550.00 m.n. por hora +
Viticos+$550.00 por persona.
Suministros por cliente.
Saln de capacitacin.
Proyector multimedia (can) para pc.
Lugar: su planta de transformadores.
Precio por el servicio:
Cotizacin especifica para la planta de transformadores:
Honorarios: $ 30,800 +550 por persona a tomar el curso m.n.
Viticos. $ 6300.00
========
Total: $37,100 m.n. + 16% iva
Garantizado de la inversin 300% en el primer ao
Posterior a la limpieza inicial
Pgina
83
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Forma de pago:
20% con la firma del contrato.
15% a la terminacin de cada etapa. (1ra. a 4 cta.)
20% a la terminacin de la quinta etapa.
Cupo limitado: 12 asistentes
Primer del curso.
Desarrollo.
Introduccin al mantenimiento productivo Total
Antecedente: el Mantenimiento Productivo Total es un proceso para mejorar la productividad de una
planta industrial y elevarla a nivel de clase mundial.
Objetivo:
Conocer los principios y la filosofa del concepto de Mantenimiento Productivo Total con el fin de
iniciar su implementacin en la planta de transformadores y elevar su productividad a un nivel de
clase mundial.
Dirigido a: gerentes generales, gerentes de planta, ingeniera, supervisores de produccin y
mantenimiento.
Objetivos educacionales:
Los asistentes al terminar el curso:
1. Conocern los principios y la filosofa del Mantenimiento Productivo Total.
2. Podrn iniciar los primeros pasos para su implementacin en la planta.
Beneficios para la empresa:
1. Elevar la productividad de sus equipos a nivel clase mundial.
2. Mejoramiento contino de sus equipos y maquinaria.
3. Involucrar a toda la organizacin en la responsabilidad del cuidado bsico del equipo.
Fecha de curso:
Horario: de 9:00 a 13:00 hrs. y de 14:00 a18:00 hrs
Lugar: Planta de transformadores
Costo del curso: $550.00 +16% iva por asistente mas viticos.
Se entregar manual del curso y certificado de participacin.
Cupo limitado: 12 asistentes
Pgina
84
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Temario del curso de Mantenimiento Productivo Total.
Introduccin al Mantenimiento Productivo Total.
Duracin: ocho horas.
1.0 Definicin del Mantenimiento Productivo Total.
2.0 Antecedentes Histricos del Mantenimiento Productivo Total.
3.0 Filosofa del Mantenimiento Productivo Total.
4.0 Objetivos Beneficios del Mantenimiento Productivo Total.
5.0 Teora De Deterioro De Equipos Y Maquinaria.
5.1 Vida Y Deterioro De Una Maquina.
5.2 Fiabilidad Y Efectividad...
6.0 Anlisis De Prdidas.
6.1 Perdidas Planeadas.
6.2 Perdidas Por Disponibilidad.
6.3 Perdidas Por Rendimiento (Velocidad).
6.4 Perdidas Por Calidad.
6.5 Anlisis De Prdidas.
7.0 Medicin De La Productividad Y Efectividad.
7.1 Efectividad Total Del Equipo. (Ete)
7.2 Desempeo De Efectividad Total Del Equipo.
7.2 Indicadores De Desempeo De Mantenimiento.
7.3 Indicadores De Mantenimiento. (Mttr Y Mtbf)
8. 0 Actividades Propias del Mantenimiento Productiva Total.
8.1 Reduccin De Prdidas Mediante Equipos De Mejora.
8.2 Mantenimiento Autnomo.
8.3 Excelencia De Mantenimiento.
8.4 Administracin Temprana De Equipo.
8.6 Capacitacin Y Entrenamiento Del Personal.
9.0 Actividades De Inicio Para Implementacin del Mantenimiento Productivo Total.
9.1 Hacer Una Evaluacin Preliminar.
9.2 Obtener Apoyo De Gerencia Y Compaeros.
9.3 Organizar El Comit De Direccin (Cdd) Y Seleccin Del Campen.
9.4 Definir Metas, Objetivos Y Planes.
9.5 Definir Equipos, Lneas O Procesos Crticos.
9.6 Seleccionar El rea De Mejora Piloto.
9.7 Evaluacin De Condiciones Actuales.
9.8 Planeacin Y Preparacin Del Inicio.
9.9 Capacitacin Filosfica.
9.10 Formacin De Equipos De Mejora (Emes).
9.11 Arranque Inicial Y Difusin Del Tpm.
9.12 Limpieza Inicial rea Piloto.
9.13 Inicio En Las 5 Actividades Principales.
10 Mesa Redonda:
Opiniones, Preguntas, Comentarios Y Conclusiones Del Grupo.
Pgina
85
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Segundo curso.
Implementacin del mantenimiento autnomo.
Antecedente: el mantenimiento autnomo es uno de los pilares del Mantenimiento Productivo Total
donde se involucra a los operadores en las tareas bsicas del mantenimiento y conservacin de los
equipos y maquinaria.
Objetivo:
Conocer los principios, la filosofa y el funcionamiento del mtodo del mantenimiento autnomo con
el fin de iniciar la implementacin en la planta.
Objetivos educacionales:
Los asistentes al terminar el curso:
1. Conocern los principios y el funcionamiento del mantenimiento autnomo.
2. Podrn organizar la implementacin del mantenimiento autnomo en la planta.
Beneficios para la empresa:
1. Restaurar la condicin bsica de los equipos y maquinaria.
2. Prevenir el deterioro acelerado de los equipos y maquinaria.
3. Detectar los indicadores de deterioro del equipo.
4. Involucrar a toda la organizacin en la responsabilidad del cuidado y conservacin del equipo y la
maquinaria.
Fecha de curso:
Horario:
Lugar: Planta de transformadores
Costo del curso: $550.00+16% iva por asistente + viticos
Se entregar manual del curso y certificado de participacin.
Cupo limitado: 12 asistentes
Temario del curso
Implementacin del mantenimiento autnomo.
1.0 Principio del mantenimiento autnomo.
2.0 Beneficios del mantenimiento autnomo.
3.0 Objetivos del mantenimiento autnomo.
4.0 Teora de deterioro de equipos y maquinas.
5.0 Las (5) actividades bsicas de los operadores:
5.1 Limpieza
5.2 Lubricacin.
5.3 Inspeccin
5.4 Ajustes y aprietes.
5.5 Reparaciones menores.
6.-0 Estndares de mantenimiento autnomo.
7.0 Transferencia de tareas a los operadores.
8.0 Responsabilidades de los operadores.
9.0 (7) pasos de implementacin del mantenimiento autnomo.
9.1 Hacer limpieza inicial y de rutina.
Pgina
86
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
9.2 Atacar las fuentes de contaminantes.
9.3 Establecer estndares de limpieza y lubricacin.
9.4 Inspeccionar el equipo y la maquinaria.
9.5 Mejorar los conocimientos del proceso.
9.6 Mejorar la organizacin del rea de trabajo.
9.7 Utilizar administracin autnoma.
10.0 La importancia de la limpieza inicial.
11.0 (5) niveles de habilidades de los operadores.
12.0 Capacitacin y entrenamiento de los operadores.
13.0 El cuadro de actividades.
14.0 Ayudas visuales.
15.0 Conduccin de juntas de trabajo.
16.0 Evaluaciones del progreso y reportes.
17.0 Ejercicio en grupo:
Hacer lista de transferencia de tareas para iniciar en sus plantas.
Tercer curso
Aplicando el ete (oee): Efectividad Total del Equipo
Antecedente: el ete (oee) es el mtodo tradicional del tpm para la medicin y evaluacin de la
efectividad de un equipo, lnea o procesos de la planta.
Objetivo:
Conocer como calcular, aplicar e interpretar el ete para equipos, maquinas, en lneas de produccin
en los procesos
Objetivos educacionales:
Los asistentes al terminar el curso:
1. Sabrn que parmetros operativos registrar para calcular el ete.
2. Sabrn como identificar y clasificar de prdidas de efectividad.
3. Podrn calcular el ete de sus equipos y lneas de procesos.
Beneficios para la empresa:
1. Determinar cules son las prdidas de efectividad que afectan a su planta para as poderlas
reducir.
2. tener una base para monitorear los avances de los programas de mejora que se implementen.
Fecha de curso:
Horario: de 9:00 a 13:00 hrs. y de 14:00 a18:00 hrs
Lugar: Planta de transformadores
Costo del curso: $550.00+16% iva por asistente + viaticos
Se entregar manual del curso, diskette con programa de clculo y
Certificado de participacin.
Cupo limitado: 12 asistentes
Temario del curso del tpm.
Aplicando el ete (oee); efectividad total del equipo.
Pgina
87
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Duracin: ocho horas.
1. Definicin del ete.
1.1. Efectividad total del equipo
1.2. Efectividad global del equipo
2. Clasificacin de procesos de manufactura.
2.1. Continuo / discreto.
2.2. Dedicado / no dedicado.
3. Teora de prdidas de efectividad de equipo y maquinaria..
3.1. Por disponibilidad.
3.2. Por rendimiento (velocidad).
3.3. Por calidad.
4. Medicin y clasificacin de prdidas para efectos de clculo.
5. Formulas para el clculo del ete:
6. Ejemplo de clculo para una maquina.
6.1. Trabajo en equipo con asesora del instructor.
7. Ejemplo de clculo para una lnea.
7.1. Trabajo en equipo con asesora del instructor.
8. Reportando el ete.
8.1. Graficas, tablas, etc.
9. Clasificacin de procesos de manufactura.
9.1. Continuo / discreto.
9.2. Dedicado / no dedicado.
10. Descubriendo la fbrica.
11. Estrategia ete. Como mejorar el ete.
12. ejercicio de grupo por equipo. Caso prctico.
12.1. Calculo del ejercicio por equipo.
12.2. Presentacin de resultados por equipo frente al grupo.
Pgina
88
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
ANEXOS. A B y C
A.-Sistema del ETE (OEE) eficiencia total del equipo.
Las prdidas y desperdicios pueden ser medidos en trminos de la Disponibilidad (Availability),
Eficiencia en el Desempeo (Performance Efficiency) y Calidad (Quality) que entrega un equipo
durante el tiempo de produccin.
El Mantenimiento Productivo Total engloba estos conceptos en el clculo del OEE, que viene de sus
siglas en ingls Overall Equipment Efficiency, y que se conoce como Eficiencia Total del Equipo en
la planta. El OEE se obtiene de la multiplicacin de la disponibilidad x eficiencia x calidad.
Definiciones:
Disponibilidad (Availability/Uptime): Es el tiempo efectivo de trabajo de la mquina comparado con
el tiempo programado de trabajo. La disponibilidad se ve afectada por las 7 grandes prdidas:
Fallas de equipo, set-ups y/o ajustes, paros menores, prdidas por arranque, velocidad reducida,
paros por defectos de calidad paros no programados (ej. Falta de material, bloqueo de lnea, etc.).
Ejemplo:
Disponibilidad del Equipo = 1440 minutos (24 horas)
Tiempos Planeados2 Turnos no Programados = 960 Min.
Comida (1er T)
= 30 Min.
Descanso / 5Ss / TPM = 15 Min.
Junta Celulas
= 15 Min.
1,020 Min
1440 Min. - 1020 Min. = 420 Min. (Tiempo Productivo)
Disponibilidad/Uptime= 420 Min
-45 Min (tiempo Muerto)
375 Min
Eficiencia en el Desempeo (Performance Efficency): Determina que tan cercana se encuentra la
mquina de correr a su capacidad de diseo cuando el equipo se encuentra disponible para
produccin. La Eficiencia se puede ver afectada por las condiciones del sistema, paros menores no
registrados, reduccin en los volumenes de produccin y/o prdidas por otras causas.
Ejemplo:
375 Min Disponibles
Tiempo Ciclo= 0.001811 (1 pza tarda en procesarse 0.001811 de minuto)
Produccin = 207,067 (Esperada)
Calidad (Quality): Indica la cantidad de defectos o partes que corrieron por la mquina que salieron
defectuosas del total de partes producidas. El elemento de Calidad solo se ve afectado por la
calidad de los productos y los retrabajos necesarios para obtener la produccin deseada.
Pgina
89
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Frmula de Clculo del OEE:
Eficiencia
Total del
Equipo
OEE
= Disponibili
Eficiencia
Calidad
dad
Figura- 53.formula del clculo ETE (OEE)
Se debe de calcular el ETE para:
Definir la tendencia de mejora o deterioro de los equipos en el rea de un grupo de
trabajo especfico, se puede calcular para cada programa de produccin, de forma diaria,
semanal y/o mensual.
Identificar los cuellos de botella en nuestras instalaciones.
Es el principal indicador de la eficiencia de nuestra produccin
Es requerido como soporte a las actividades de confiabilidad y mantenimiento del equipo,
as como para mejoras de equipos nuevos en su diseo.
Anexo. B.
B.- OCHO DISIPLINAS. (8DS)
Es una metodologa completa para el Anlisis y Solucin de Problemas que se desarrolla en
base a trabajo en equipo.
Nos ayudar a eliminar la causa de raz de los problemas, ya sea interno o externo.
Qu se necesita para solucionar problemas?
1.
2.
3.
4.
5.
6.
Actitud positiva
No solo or escuchar !!
Conocimiento del proceso y de los sistemas
Clima de Trabajo Positivo
Trabajar en EQUIPO,
no en grupo...
OCHO DISCIPLINAS.
D0 Conocimiento del Problema
D1 Formacin del Equipo
D2 Descripcin del Problema
D3 Acciones de Contingencia
Pgina
90
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
D4 Definir la Causa Raz
D5 Accin Correctiva Permanente
D6 Implementar la Accin Correctiva
D7 Prevenir la Reincidencia
D8 Felicitar al Equipo
Por dnde empezar?
Formen Grupos de Trabajo por reas naturales Seleccionen un problema de su rea que consideren
importante y requiere solucin Iniciemos con esto el 8Ds
D0 Conocimiento general del problema
1. Se basa en la informacin que se tiene a la mano.
2. Detenga inmediatamente el Proceso si existe el riesgo de que el problema contine o
reincida
3. Analice posibles acciones contenedoras
4. Implemente acciones contenedoras
5. asegrese que no se provoca un efecto adicional
Criterios para iniciar el proceso 8D:
1.
2.
3.
4.
El sntoma debe ser definido y
cuantificado.
Se experimenta el sntoma por los grupos afectados (alcance)
La causa es desconocida
La complejidad del problema excede la habilidad de una persona para resolverlo.
El SNTOMA es un efecto o un evento que nos indica que hay uno o ms problemas.
El PROBLEMA es la desviacin contra lo especificado y con una causa desconocida
Para iniciar el proceso 8D es necesario medir y cuantificar los efectos del problema, si no se pueden
medir, no hay suficiente informacin para iniciar el proceso de solucin
Figura- 54. Mediciones.
Para medir y cuantificar los efectos se pueden utilizar varias herramientas, por ejemplo:
Pgina
91
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Grficas de Tendencia
Paretos.
La informacin que debemos tener disponible al finalizar esta disciplina debe ser:
Descripcin del efecto percibido.
Definicin de Acciones de Emergencia.
Plan de accin para dichas acciones.
Implementacin de las acciones.
Habernos asegurado de que no provocamos un efecto adicional.
D1: Establecer el Equipo de Trabajo
El propsito es formar un equipo de personas con las caractersticas necesarias para resolver el
problema.
El resultado final es, por lo general, ms satisfactorio que lo desarrollado por una sola persona.
GRUPO: Es un nmero de personas que tienen una meta en comn, pero cada uno trabaja
solo, sin interactuar con nadie.
EQUIPO: Es un nmero de individuos que trabajan juntos con una meta en comn. Los
miembros de un equipo usan la interdependencia y sus esfuerzos de colaboracin para llegar a la
meta.
(Lograr el XITO)
Para determinar a los miembros del equipo: De 4 a 10 miembros.
Personas con las habilidades, caractersticas, autoridad, etc., de resolver un problema, personas con
diferentes talentos, experiencias, cambiar a los miembros si es necesario, Se deben tener distintos
tipos de puntos de vista.
Todos los miembros del equipo juegan roles distintos, de acuerdo con las caractersticas de cada
uno de ellos.
* Campen
* Escritor
* Lder
* Registrador
* Administrador
* Facilitador
del tiempo
* Integrante
Campen.- Normalmente el Problema selecciona al Campen, crea prioridades, nombra al resto
del equipo, ayudar a deshacer barreras organizacionales. Est al pendiente de tener todos los
recursos necesarios.
Lder. Gua al equipo para cumplir con los objetivos, acta como el administrador del equipo, gua
las juntas. Mano derecha del Campen.
Pgina
92
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Administrador del tiempo
Lleva el tiempo de cada parte de la agenda
Lleva el tiempo del equipo.
Ajusta el tiempo de la agenda.
Escritor. Registra las minutas del Lder, registra las decisiones del equipo, hace visibles las
decisiones del equipo.
Facilitador: Resuelve conflictos, se enfoca al mantenimiento del equipo, motiva a los miembros del
equipo para trabajar juntos.
Integrante: Hace la investigacin del trabajo, desarrolla los planes, encuentra las respuestas, define
y ejecuta las acciones.
La informacin que debemos tener disponible al finalizar esta disciplina debe ser: Identificacin y
Definicin de cada uno de los integrantes del equipo, establecimiento de roles y responsabilidades
de cada miembro, procedimientos de operacin del equipo de trabajo.
Es conveniente que todos los participantes
compren la idea/beneficio de participar en el equipo.
Metas.- Defina por escrito las metas del equipo.
Obtenga el consenso del equipo.
Reglas.- Defina las reglas del equipo, mismas que deben de incluir:
NO CRITICAR.- La opinin de TODOS es importante.
TODOS deben participar!!!
D2 Descripcin del Problema:
Se necesita conocer todo lo que sea posible acerca del problema antes de ofrecer una solucin.
Es necesario definir perfectamente cul es el problema para poder resolverlo por completo.
Ayuda a definir el problema tan preciso como sea posible, acta como base de datos para describir
el problema, maneja el resto del proceso 8D.
Debemos de hacer observaciones y evitar brincar directamente a conjeturas-suposiciones.
OBSERVACIONES: Observar y Cuantificar la informacin, alto ndice de exactitud, describe Qu,
Quin, Cundo, Dnde y Qu tan Grande, revela Sntomas y Defectos.
CONJETURAS: Son decisiones basadas en deducciones, bajo ndice de exactitud, describe Por
Qu?, enfoque a la causa.
Pgina
93
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Para describir el problema se necesita: Desarrollar un enunciado del problema, desarrollar una
descripcin del problema. El enunciado del problema es simple y conciso. Identifica el objeto y el
defecto de un problema con una causa desconocida. Enfoca al equipo, acota para buscar la causa
raz, sirve como punto de partida para la descripcin del problema.
Identificar el objeto y defecto (Preguntando Qu est mal? Y... qu tiene mal? ), pulir el objeto
y el defecto usando la tcnica de los Por Qus, Qu tiene mal? = Defecto.
Defecto = caracterstica no deseada encontrada en un producto o en un proceso. Con esta pregunta
el equipo se enfoca a los dos elementos bsicos para el enunciado del problema (objeto y defecto).
Una vez establecidos el objeto y el defecto, el siguiente paso es pulirlos, esto ayuda a: Enfocar los
esfuerzos a un problema en particular con una causa raz, acercarse lo ms posible a la causa raz,
usando los datos existentes.
Desarrollo del Enunciado del Problema. Los problemas usualmente no vienen solos, se debe
resolver un problema a la vez, los problemas complejos, deben ser divididos y atacar uno a la vez, el
fin es traducir el sntoma en un enunciado del problema.
Se necesita referirse al problema en al menos en 4 aspectos:
Qu es el problema
Dnde est el problema
Cundo se presenta
Qu tan grande es el problema
La DESCRIPCIN del problema debe contener los trminos en los que se nos report el problema.
No olvidemos las fechas de inicio y de ser posible, consigamos la fecha de produccin, la frecuencia
y el porcentaje defectuoso, incluyamos todos los datos que tenemos, busquemos informacin que
describa QU, DNDE, CUNDO Y CUNTOS, apyese en Diagramas de flujo, ERROR COMUN.Incluir en la descripcin.
D3 Acciones Contingentes
Una Accin de contingencia que logre el impacto necesario puede ayudar a minimizar el impacto al
negocio, se gana tiempo para que el equipo encuentre la causa raz, protege al negocio de los
efectos del problema, abarca al problema desde costos, calidad y tiempo.
4 Pasos para desarrollar la Acciones Contingentes.
Seleccionar la accin contingente (seleccin 100%, certificar material)
Verificar si funciona la accin tomada
Implementar fsicamente en piso y documentar
Validar la efectividad y/o la satisfaccin del cliente
Pgina
94
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Implementacin de la Acciones Contingencia.
Para implementarla se necesita: Seguir el Crculo de la Mejora Continua de Deming. Crear un Plan
de Accin.
Figura- 55. Circulo de Deming
Un plan de Accin describe:
Qu acciones son necesarias para llegar al objetivo?
Quin es responsable de completar las acciones?
Cundo se tendrn terminadas las acciones?
La informacin que debemos tener disponible al finalizar esta disciplina debe ser: Acciones
contenedoras, desde su seleccin hasta su implementacin y validacin. Se debe establecer el plan
de accin correspondiente para la implementacin de las acciones.
Pgina
95
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura- 56. Diagrama circulo de mejora.
A estas alturas de la solucin de problemas, NO TRATEMOS de saber la causa de raz. El objetivo
es proteger al cliente, que ya no se produzcan efectos del problema. Las acciones contenedoras
deben incluir todo el material, equipos, mano de obra e instalaciones existentes en:
1.
2.
3.
4.
5.
6.
La operacin donde se produjo el problema
La lnea donde se produjo
reas de retrabajo.
Material en trnsito (en bodegas, en camiones, etc).
Plantas de clientes
Clientes finales.
D4 Definir y Verificar la Causa de Raz
Identificar la Causa Raz es la parte ms importante de cualquier solucin de un problema. Cuando
se identifica la Causa Raz, se debe de trabajar en eliminar el problema completamente para que no
vuelva a presentarse.
Tipos de causas: Causa Posible, cualquier causa que pudiera tener afectacin en el problema.
Causa ms probable, basada en datos y hechos reales y documentados, (no brinquemos a
conclusiones !!). Causa Raz, causa del problema, verificando en documentos y activamente
observando el piso.
Pgina
96
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Cmo identificar las causas mas probables.
Aplicando el Diagrama 5 Ms, y apoyndose con una lnea de tiempo para determinar los cambios
y desviaciones contra la norma.
Enunciado del Problema: Es el vrtice del rbol.
Conectar nuestro enunciado del problema a 5 Ms:
1. Mtodo
2. Mano de Obra
3. Materiales
4. Maquinaria / Eq. Medicion
5. Medio Ambiente
Figura - 57. Diagrama de Ishikawa.
Detectar las Variables Probables en el proceso.
Comparar la Norma contra la situacin actual. Esto debe ser SIEMPRE con datos. Emitir un juicio
para cada variable. Esto es, si cumple el actual con la norma. Registrar comentarios de hallazgos
encontradas durante la observacin en piso.
Todos los esfuerzos de este punto en adelante dentro del proceso de solucin de problemas, sern
enfocados a aquellas variables en las que el juicio indic que el actual no cumple con la norma, que
la Norma no existe, o que se tengan dudas en los resultados obtenidos.
Otro aspecto que debemos tomar en cuenta son las: Lneas de Tiempo.- a partir de cundo el
producto o el proceso no cumple con la especificacin o norma.
Pgina
97
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Hablemos del sistema de control y de la lnea de tiempo:
1. Un sistema de control es aquel que monitorea los procesos y los productos
2. El punto de control est en el sistema de control y es donde procesos y productos son
checados contra especificaciones
3. El punto de escape del problema es el punto mas cercano a la causa raz, en el cual el
problema pudo ser detectado pero no fue as.
Se debe confirmar que se ha identificado la Causa Raz y puede ser de forma:
a. Pasiva, es hecha por la observacin en el piso,
b. Activa, es hecha por manipulacin de la variable de la causa raz.
Implementa y quita la variable de la causa raz, que hace que el problema repita.
c. Definido claramente la (o las) causas de raz
d. Reproducido la falla madiante la manipulacin de las variables de la causa raz,
cuando esto sea posible.
e. Identificado si el sistema de control es capaz de detectar el problema.
Figura- 58. Diagrama causa Raz.
Tener en mente que normalmente se tienen causas de raz de PROCESO y del SISTEMA. Las del
PROCESO son cuando los parmetros establecidos no se cumplieron y las del SISTEMA son
cuando no tenemos estndares o los modos de falla/caractersticas no haban sido consideradas
Pgina
98
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
previamente, permitiendo as que se generara el problema. Determine el porcentaje de contribucin
de cada una de las causas de raz.
Apoymonos en el Diagrama 5 Ms o en el anlisis Es/No-Es.
Busquemos informacin sobre problemas similares y cmo se resolvieron. Seamos cautelosos. Las
causas potenciales solo se convertirn en causas de raz si tenemos evidencia soportada en datos.
Debemos evitar caer en la tentacin de emitir causas de raz como: Error del operador, Piezas de
ajuste
D5 Accin Correctiva Permanente
Soluciona el problema desde su causa raz. No genera problemas adicionales. Debe considerar:
1.
2.
3.
4.
5.
Seguridad
Calidad
Entrega
Costo
Moral
Proceso para definir la mejor ACP
1. Descripcin del Resultado Final esperado
2. Lista de criterios de decisin (el debe y quisiera)
3. Determinar la importancia relativa del quisiera
4. Identificar opciones
5. Comparar las opciones con los criterios de decisin
6. Analizar los riesgos.
7. Tomar la mejor opcin.
La descripcin del resultado final, identifica una accin y objeto.
Los criterios de decisin ponen los parmetros para la toma de decisiones y describe los beneficios
del resultado final. Existen dos tipos de criterios para la toma de decisiones: el DEBE y el
QUISIERA.
DEBE: Son medibles, No son negociables, Son aspectos realistas de la decisin, Procedimientos,
Legislaciones, etc.
QUISIERA: Son subjetivamente medibles, Son aspectos deseados de la decisin.
Analizar los riesgos
Los riesgos pueden ser cualquier aspecto, caracterstica o situacin asociada con una opcin que
pueden impedir la solucin del problema, generar uno nuevo o mayor. Muchas veces las opciones
que tienen los mayores beneficios son las que tienen los mayores riesgos.
Cuando analizamos un riesgo debemos de considerar:
Qu tan serio es el riesgo en la decisin?
Qu tan probable es que ese riesgo ocurra?
Pgina
99
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Se debe usar el mejor juicio para valorar la seriedad y probabilidad del riesgo.
1. Valorar (1-10) que tan posible es que ocurra un problema.
2. Estimar que tan serio es cada problema, si es que ocurre (1-10).
3. Multiplicar los resultados de probabilidad y severidad. El que se acerque mas a 100 es el
que tiene ms probabilidad de causar otros problemas.
Despus de analizar los riesgos de la mejor opcin, se tienen 3 posibilidades de accin. Rechazar la
opcin si el riesgo es muy alto. Poner la decisin en espera e investigar los riegos con ayuda de un
experto. Desarrollar un plan de contingencia acorde al riesgo.
Tomar la mejor opcin. Una opcin balanceada (riesgos-beneficios)
Al trmino de esta disciplina debemos haber identificado:
Las actividades correctivas permanentes a implementar que presenten los menores riesgos
Los riesgos que acompaan a cada una de las actividades
Y el champion deber haber dado su visto bueno para la implementacin de la accin correctivo.
FIGURA- 59. Diagrama de actividades correctivas.
Pgina
100
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
D6.Implementacin de la Accin Correctiva Permanente
Los pasos en el plan de implementacin son:
1.Definir acciones.
Identificar a Responsables
Detallar fechas de inicio y trmino de
Identificar posibles barreras
cada accin
Definir acciones
Son las acciones detalladas que nos permitirn implementar las acciones correctivas permanentes.
Deben ser claras y entendibles para todos los miembros del equipo.
Identificar a Responsables
Los Responsables son aquellos que se encargaran de implementar las acciones definidas en el
punto anterior.
Fechas de Inicio y Termino.
Para cada accin detallaremos las fechas de inicio y termino. De ser posible usaremos una grfica
de Gantt.
Identificar posibles barreras.
Esto es con el fin de prevenir los problemas y el equipo debe revisar sistemticamente cada paso
en la implementacin y preguntar:
Qu puede causar que ocurra algo que retrase mi programa?
Qu se puede hacer para
prevenir contingencias?
Qu se hace si el problema
ocurre de cualquier forma?
Debemos determinar los responsables de arrancar las acciones de planes de contingencia y
comunicar a todos los miembros del equipo.
Una barrera es una situacin que impide que se complete una actividad:
Mano de Obra
Mtodos
Maquinas
Materiales
Validar la Accin Correctiva Permanente
Es necesario confirmar que la ACP ha terminado con el problema desde su causa raz.
a. El problema ha sido eliminado totalmente?
b. Cmo se puede probar?
Pgina
101
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
La mejor forma de asegurarnos es PROVOCANDO que se repita el problema mediante la
manipulacin de las variables.
Para considerar cerrada una accin correctiva del producto proceso es necesario tener
terminado al 100% el plan de acciones y evaluar como mnimo las siguientes 3 corridas de
produccin y/o 3 meses.
La ACP termina con el problema desde su causa raz, por lo que la Accin de Contingencia (D3) ya
no es necesaria por ms tiempo.
FIGURA- 59. Diagrama de accin de contingencia.
Al trmino de esta disciplina debemos haber:
a. Definido los planes de accin para la implementacin de las acciones correctivas
b. Desarrollado planes de contingencia.
D7 Prevenir la Reincidencia
Por qu los equipos no completan la D7?
En ocasiones ni siquiera empiezan, despus de que el problema disminuye, se le
pone mas atencin a otras prioridades.
El proceso de 8D se detiene en D3, no se puede prevenir la reincidencia de la causa
raz, porque nunca fue encontrada.
El proceso 8D nunca empez, una persona cre (invento) un reporte de 8D.
Miedo a las consecuencias.
Si el equipo no completa D7, perder la oportunidad de mejorar.
Prevenir la reincidencia se refiere a cualquier accin que se toma para prevenir que se presente el
problema, o uno similar.
Pgina
102
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
El alcance de las acciones correctivas debe ser tal que abarque todos los procesos similares dentro
de nuestra planta....
Usemos la tcnica de Lluvia de ideas para generar el mayor nmero de ideas posible sobre las
causas y los documentos a modificar.
Revisemos, implementemos y/o actualicemos: (ejemplos)
AMEF (Anlisis de Modo y Efecto de Falla)
Mtodos de Operacin
Mtodos de Inspeccin
Planes de Control
Ayudas Visuales
Especificaciones de piso
Hojas de Operacin.
PokaYoke
Lay out
Figura-60 Diagrama de revisin de acciones.
Al termino de esta disciplina debemos haber:
Definido acciones para prevenir la re-incidencia enfocadas al:
a. Problema actual
b. Problemas similares (an cuando sean potenciales)
c. Recomendaciones Para mejorar el sistema.
Pgina
103
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Recomendaciones.
A estas alturas ya no es vlido que. Hablemos de acciones de:
Deteccin
Auditoras
Re-inspecciones
D8. Felicitar al Equipo
El proceso 8D permite que todos los integrantes del equipo participen en:
Registrar la experiencia del equipo.
Reconocer sinceramente las contribuciones.
Celebrar los logros del equipo.
Para reconocer al equipo por sus contribuciones individuales se necesita:
Entender qu y cmo debe ser el Reconocimiento
Clausurar las actividades del equipo.
El reconocimiento...
i. Para ser efectivo, el reconocimiento debe ser enfocado y oportuno,
ii. Si el reconocimiento no es dado, los miembros del equipo asumen que sus
contribuciones no fueron valoradas.
iii. Si el reconocimiento no es dado oportunamente, el impacto de
reforzamiento positivo se pierde.
El reconocimiento se puede dar de dos formas:
Tangible, premios, placas, etc.
Intangible, algo significativo. Puede ser una presentacin de los logros del equipo a la
organizacin.
Reconocimiento...
El Champion es el responsable de reconocer al equipo y las contribuciones individuales.
En una situacin ideal, el Champion reconoce a todos en una ltima junta.
Clausura.
Hay un nmero de tareas para que el proceso 8D pueda ser cerrado:
Terminar y Archivar los documentos.
Reconocer las lecciones aprendidas desde el proceso del equipo.
Hacer una ltima presentacin al Champion
Pgina
104
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura- 61. Diagrama de reflexin.
Figura- 62. Diagrama de final.
Al trmino de esta disciplina debemos haber:
Dado el reconocimiento debido al equipo por haber solucionado el problema
Logrado la motivacin de los miembros del equipo para que sigan participando activamente
en la solucin de problemas.
Reconozcamos el esfuerzo del equipo
Reconozcamos la contribucin de cada miembro
Documentemos el esfuerzo.
Pgina
105
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Anexo C.
C.- 5 Ss
Sostener
Figura- 62. Diagrama de 5s
Los Beneficios de las 5S pueden ser medidos para:
Seguridad: Reduce el nmero de accidentes.
Calidad: Previene y elimina la posibilidad de usar partes defectuosas y
herramientas equivocadas.
Productividad: Eliminando desperdicios observando los tiempos de
herramental; reduciendo tiempos ciclo y reduciendo tiempos inproductivos del
equipo a travs de la limpieza e inspeccin en forma regular.
Entrega: Eliminando y reduciendo las variaciones por causas de interrupcin de
la cadena de suministro.
Cambio de Actitud: Un Medioambiente de trabajo organizado tiene un positivo impacto en las
actitudes del trabajador.
Figura- 63. Clasificar.
Pgina
106
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Key 1: Seiri-Sort (Clasificar).
Es clasificar y desechar artculos innecesarios en el lugar de trabajo
Eeliminar lo que no se necesita, aunque al principio sea muy difcil distinguir.
Identificar las causas que ocasionan la acumulacin de artculos innecesarios y prevenir
su acumulacin frecuente.
Preguntas:
1. Para qu es esto?
2. Por qu yo tengo esto?
3. Con qu frecuencia uso esto?
Alguien ms tiene algo igual?
Cuales cosas podran ser revisadas:
Figura- 64. Revisin de reas.
Figura- 65. Ejemplos del antes y despus.
Pgina
107
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura-66. Ordenar.
Es clasificar los artculos necesarios en ORDEN para puedan ser seleccionados
fcilmente para su uso.
Es una cuestin de cuan rpido uno puede conseguir lo que necesita y cuan rpido
puede devolverla a su sitio.
Hay que pensar en personas que pueden utilizar una cosa. Quin la utiliza de vez en
cuando y constantemente.
Figura- 67. Ejemplos del antes y despus.
Key 3: Seiso-Shine (Limpiar)
Eliminando todas las fuentes de contaminacin (Mantenimiento Productivo Total)
Encontrar la forma de Mantener el rea Limpia
Adoptar la Limpieza como una forma de Inspeccin (Mantenimiento Productivo Total)
Incluir la Limpieza como parte del Trabajo diario
Es llimpiar completamente el lugar de trabajo para que no haya polvo, grasa, etc. en las
mquinas y equipos en el lugar de trabajo.
Es importante que cada persona que trabaja en la empresa tenga asignada una
pequea zona de su lugar de trabajo que deber tener siempre limpia bajo su
responsabilidad.
Pgina
108
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Figura-68. Ejemplos del antes y despus.
Key 4: Seiketsu-Standard (Estandarizar)
Es mantener el lugar tal manera que sea productivo y cmodo para repetir el SeiriSeiton y el Seiso es decir es mantener y elevar el nivel de seleccin, orden y limpieza.
Sugiere observar hbitos como el aseo personal, vestimenta correcta, uso de su equipo
de proteccin, revisin mdica, cumplir con las normas de seguridad, etc.
Figura- 69. Ejemplos del antes y despus.
Key 5: Shitsuke-Sustain (Sostener-Disciplina).
Los Procedimientos forman parte del proceso de Manufactura
Todos los Trabajadores estn Entrenados.
Cada uno ha adoptado las 5ss
El lugar de Trabajo est perfectamente ordenado, de acuerdo a los procedimientos del
Grupo
Los Gerentes, Operadores e Ingenieros estn completamente comprometidos con las 5 Ss
Pgina
109
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Actividades para sostener las 5Ss:
Desarrollo de hbitos de manera simplificada, 5 Ss en tu lugar de trabajo.
Cada uno tiene y acepta 5Ss como meta personal.
La Gente sigue Ejemplos Buenos
Se realizan rutinas 5S conforme al Checklists.
Se realizan auditorias de 5Ss como parte de una rutina monitoreando los resultados.
Pgina
110
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Conclusiones
La bsqueda de una eficaz y eficiente utilizacin de las mquinas y equipos hace que su
planificacin, como la capacitacin del personal, pero para ello es fundamental que antes los
directivos tomen conciencia de todos lo que est en juego a tras de un excelente sistema de
mantenimiento. Tanto sea a nivel industrial cmo de servicios, tanto los costos, como la
productividad, la calidad, la seguridad, la satisfaccin del cliente y el cumplimiento de plazos
dependen en gran medida del no slo buen funcionamiento de los equipos sino del muy buen
funcionamiento que de ellos pueda obtenerse.
Cmo en el caso del control de calidad, incrementar los costos en materia preventiva termina
generando no slo un menor costo total de mantenimiento, sino tambin un menor costo total.
La notable importancia que tiene el Mantenimiento Productivo Total en la eliminacin de
desperdicios le confiere un lugar especial tanto en el Sistema Kaizen como en el Sistema Just in
Time. Todava una multitud de pequeas y medianas empresas no han sabido tomar en debida
consideracin la gran importancia que tiene para el mejoramiento de sus resultados econmicos la
implementacin de sistemas destinados a mejorar el mantenimiento de los equipos, el cambio rpido
de herramientas, la reduccin de los tiempos de preparacin, la mejora del layout en la planta y
oficinas, el mejoramiento en los niveles de calidad, el control y reduccin en el consumo de energa,
la mayor participacin de los empleados va crculos de control de calidad, crculos de incremento de
productividad y sistemas de sugerencias entre otros. Son numerosas las armas de las cuales
pueden disponer las pequeas y medianas empresas, y notables los resultados que de ellas pueden
obtener.
Un mejor mantenimiento implica no slo reducir los costos de reparaciones y los costos por
improductividades debidos a tiempos muertos, sino tambin elimina la necesidad de contar con
inventarios de productos en proceso y terminados destinados a servir de colchn ante las averas
producidas. Al mejorar los servicios a los clientes y consumidores reduce la rotacin de estos y
reduce el costo de obtencin de nuevos clientes, facilitando las ventas de bienes y servicios con
carcter repetitivo. Por supuesto que un mejor mantenimiento alarga la vida til del equipo, como as
tambin permite un mejor precio de reventa. El mejor funcionamiento de las mquinas no slo evita
la generacin de productos con fallas, tambin evita el riesgo ambiental, elimina los riesgos de
accidentes y con ellos disminuye los costos del seguro, reduce o elimina los niveles de
contaminacin y las consecuente multas, incrementa los niveles de productividad, y por tanto los
costes de produccin.
Pgina
111
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Glosario.
Maquina: Conjunto de mecanismos combinados para recibir una forma determinada de energa,
transformarla y restituirla en otra ms apropiada, o bien para producir un efecto determinado.
Maquina Critica: Son aquellas que afectan en forma directa el Proceso de Produccin y adems
generan paros en cadena, poniendo en riesgo la operacin de toda la planta.
Maquina Importante: Son aquellas que afectan la produccin impidiendo de manera significativa el
flujo del proceso de fabricacin, pero no ponen en riesgo la operacin de toda la planta.
Maquina Secundaria: Son aquellas cuya operacin no afectan de manera importante la produccin
y que pueden ser sustituidas por otra mquina fcilmente.
Tiempo Disponible: Es el tiempo en el que la maquina se encuentra disponible para operar en
cualquier momento y horario que se requiera.
Tiempo Productivo: Es el tiempo en el que la maquina esta programada para operar una cantidad
de horas durante un da de trabajo y en los das planeados del mes.
Tiempo Muerto: Es el tiempo en el que la maquina se encuentra parada por una falla imprevista, la
cual afecta el tiempo programado para producir y se hace necesaria la intervencin de
Mantenimiento.
Tiempo Indisponible: Es la diferencia que existe entre el tiempo disponible y el tiempo muerto.
Herramienta: Cualquiera de los instrumentos de trabajo manual.
Equipo: Es la serie de recursos con que cuenta una persona un objeto: estoy equipado para hacer
frente a la situacin
Instalar: Es colocar una pieza y/o aditamento en el lugar y forma que le es adecuada para la
funcin que se ha de realizar.
Mantenimiento: Conjunto de operaciones, tcnicas y administrativas que se realizan coordinadas
para lograr que los equipos no interrumpan sus servicios productivos para el cual se tienen
dispuestos. Sin que este se interrumpido para el propsito que fue construido.
Pgina
112
MANTENIMIENTO PRODUCTIVO TOTAL APLICADO A
TRANSFORMADORES ELCTRICOS TIPO DISTRIBUCIN
Bibliografa.
1. capacitacion@industrialtijuana.com.
2. Transformador - Wikipedia, la enciclopedia libre.
3. es.wikipedia.org/wiki/Transformador.
4. Historia de los transformadores
5. historiadelostransformadores.blogspot.com/
6. BREVE HISTORIA DEL TRANSFORMADOR transformadores
7. maquinaselectas.mex.tl/891242_BREVE---HISTORIA-DEL-TRANSFORMADOR
8. Sistemas MES, TPM y SFC - Elimine Perdidas de Productividad
9. www.tpmpro.com/
10. Mantenimiento productivo total - Wikipedia, la enciclopedia libre
11. es.wikipedia.org/wiki/Mantenimiento_productivo_total
12. Total productive maintenance - Wikipedia, the free encyclopedia
13. en.wikipedia.org/wiki/Total_productive_maintenance
14. TPM ? Mantenimiento Productivo Total - Monografias.com
15. www.monografias.com/...total/mantenimiento-productivo-total.shtml
16. TPM Mantenimiento Productivo Total - Cursos ElPrisma.com
17. www.elprisma.com/apuntes/.../tpmmantenimientoproductivototal/
Pgina
113
Vous aimerez peut-être aussi
- InformaciónDocument4 pagesInformaciónjruizc8Pas encore d'évaluation
- InstruccionesDocument2 pagesInstruccionesHarold Quintero PinedaPas encore d'évaluation
- No AplicaDocument1 pageNo AplicarodrigoPas encore d'évaluation
- AcusticaDocument4 pagesAcusticarodrigoPas encore d'évaluation
- Objetiv OsDocument1 pageObjetiv OsrodrigoPas encore d'évaluation
- TL I Circuitos Amplificadores - Exploracion PreliminarDocument10 pagesTL I Circuitos Amplificadores - Exploracion PreliminarFrancisco Ignacio Bustos OyarzunPas encore d'évaluation
- Ayudantia 2 Electronica PDFDocument4 pagesAyudantia 2 Electronica PDFrodrigoPas encore d'évaluation
- Sistema de Excitacion G3Document1 pageSistema de Excitacion G3rodrigoPas encore d'évaluation
- Polarizacion Del FET 1Document24 pagesPolarizacion Del FET 1rodrigo100% (1)
- InformaciónDocument4 pagesInformaciónjruizc8Pas encore d'évaluation
- Control 1 Paralelo ADocument5 pagesControl 1 Paralelo ArodrigoPas encore d'évaluation
- Ejercicio CostosDocument1 pageEjercicio CostosrodrigoPas encore d'évaluation
- Polarizacion Del FET 2Document24 pagesPolarizacion Del FET 2rodrigoPas encore d'évaluation
- Tablas de Interés CorregidaDocument31 pagesTablas de Interés CorregidaMarcela Cataldo HernandezPas encore d'évaluation
- Introduccion Control Con PLCDocument29 pagesIntroduccion Control Con PLCcorbezoPas encore d'évaluation
- Guía Ayudantía FundamentosDocument5 pagesGuía Ayudantía FundamentosrodrigoPas encore d'évaluation
- Objetiv OsDocument1 pageObjetiv OsrodrigoPas encore d'évaluation
- FiltrosDocument8 pagesFiltrosMelvis MellPas encore d'évaluation
- RectificadoresDocument17 pagesRectificadoresFrancisco Ignacio Bustos OyarzunPas encore d'évaluation
- Ayudantia 2 ElectronicaDocument4 pagesAyudantia 2 ElectronicarodrigoPas encore d'évaluation
- Fis130 Certamen - 2 2.2009 PautaDocument9 pagesFis130 Certamen - 2 2.2009 PautaBelén FlorentinaPas encore d'évaluation
- LM 311Document12 pagesLM 311Maycol SáenzPas encore d'évaluation
- AODocument2 pagesAOrodrigoPas encore d'évaluation
- RectificadoresDocument17 pagesRectificadoresFrancisco Ignacio Bustos OyarzunPas encore d'évaluation
- Comparador pp2tDocument28 pagesComparador pp2trodrigoPas encore d'évaluation
- BibliografiaDocument1 pageBibliografiarodrigoPas encore d'évaluation
- Certamen 2 - 2.2006Document6 pagesCertamen 2 - 2.2006rodrigoPas encore d'évaluation
- Ejercicio CostosDocument1 pageEjercicio CostosrodrigoPas encore d'évaluation
- TL I Circuitos Amplificadores - Exploracion PreliminarDocument10 pagesTL I Circuitos Amplificadores - Exploracion PreliminarFrancisco Ignacio Bustos OyarzunPas encore d'évaluation
- Planeación Estratégica UAM IztapalapaDocument68 pagesPlaneación Estratégica UAM IztapalapaArthuro OrtegaPas encore d'évaluation
- Datos de La Empresa A Ser Homologado (Proveedor) : Cuestionario Homologación de ProveedoresDocument8 pagesDatos de La Empresa A Ser Homologado (Proveedor) : Cuestionario Homologación de Proveedoresjose maria ruiz mairenaPas encore d'évaluation
- Mud LoggingDocument12 pagesMud LoggingRFVPas encore d'évaluation
- Procedimiento para La Construcción de Empalmes en Cables de Fibra ÓpticaDocument19 pagesProcedimiento para La Construcción de Empalmes en Cables de Fibra ÓpticaDeyber GómezPas encore d'évaluation
- Servocuna Principiosy PartesDocument7 pagesServocuna Principiosy PartesJuan SepúlvedaPas encore d'évaluation
- Normas de Bibliotecas VenezolanasDocument64 pagesNormas de Bibliotecas VenezolanasARQ. ANDRES CARRERO100% (2)
- Resolución de Caso Mercadona EUDEDocument2 pagesResolución de Caso Mercadona EUDEAlexander Flores67% (3)
- Programa de Tecnologo - en - Gestion - Bancaria - y - de - Instituciones - Financieras PDFDocument53 pagesPrograma de Tecnologo - en - Gestion - Bancaria - y - de - Instituciones - Financieras PDFMiguel AngelPas encore d'évaluation
- PRONACA. Carrera, Garzon, Molina, Suquillo, Trujillo, VacaDocument33 pagesPRONACA. Carrera, Garzon, Molina, Suquillo, Trujillo, VacaAlejandra SalcedoPas encore d'évaluation
- Especificaciones ArquitecturaDocument121 pagesEspecificaciones Arquitecturatecnico7000Pas encore d'évaluation
- Unidad 1 Tecnologías para La Administración de La ProducciónDocument11 pagesUnidad 1 Tecnologías para La Administración de La ProducciónGiovanna Mendez ManrriquePas encore d'évaluation
- Inocuidad en Servicios GastronomicosDocument24 pagesInocuidad en Servicios Gastronomicosluisfuentes1Pas encore d'évaluation
- ISO 9001 y desempeño organizacional en MéxicoDocument506 pagesISO 9001 y desempeño organizacional en MéxicoItzl Hdz100% (1)
- Unidad III de Medición y Mejoramiento de La ProductividadDocument51 pagesUnidad III de Medición y Mejoramiento de La ProductividadRaulJimenez0% (1)
- Principios para La Inspeccion AlimentariaDocument5 pagesPrincipios para La Inspeccion AlimentariamartingeorgPas encore d'évaluation
- Tarea Semana 9 Comunicacion Oral Y Escrita.Document5 pagesTarea Semana 9 Comunicacion Oral Y Escrita.Antonio Soto AvendañoPas encore d'évaluation
- GFPI-F-023 Formato Planeacion Seguimiento y Evaluacion Etapa Productiva V4Document3 pagesGFPI-F-023 Formato Planeacion Seguimiento y Evaluacion Etapa Productiva V4ERNESTO RIVERA DIAZGRANADOSPas encore d'évaluation
- Proyecto Final GelatinaDocument25 pagesProyecto Final GelatinaCNCOWNER.Bolivia MasAllaTour100% (3)
- Plaza VeaDocument8 pagesPlaza Veasky071460100% (1)
- 0.3 Prueba de Autoevaluación Previa Al Curso.Document4 pages0.3 Prueba de Autoevaluación Previa Al Curso.Karina Alvarez PillacaPas encore d'évaluation
- Copia de Evidencia Integral Administración Contemporánea C3 2023Document31 pagesCopia de Evidencia Integral Administración Contemporánea C3 2023roitemy2005Pas encore d'évaluation
- Oficio N Intermediaicon LaboralDocument2 pagesOficio N Intermediaicon LaboralSergio Luis Quiroa MuñozPas encore d'évaluation
- Zara, ToyotaDocument16 pagesZara, ToyotaAndrea RoblesPas encore d'évaluation
- Informe Final-Seminario de CostosDocument65 pagesInforme Final-Seminario de Costosceliany gutierrez cherresPas encore d'évaluation
- PDG Bautista Luque Jeaneth Delicia4411Document134 pagesPDG Bautista Luque Jeaneth Delicia4411Marcelo BurgoaPas encore d'évaluation
- Plan de NegocioDocument21 pagesPlan de NegocioSILVIA PATRICIA BANDA PEREZPas encore d'évaluation
- Capacitación basada en competencias para el sector hoteleroDocument236 pagesCapacitación basada en competencias para el sector hoteleroBryan PradoPas encore d'évaluation
- Control y Contabilización de Materiales DirectosDocument45 pagesControl y Contabilización de Materiales DirectosAlex100% (1)
- Anfo +tesisDocument113 pagesAnfo +tesissandyPas encore d'évaluation
- Costos y Implementación de TQMDocument5 pagesCostos y Implementación de TQMCristhian De Jesus Segura RamosPas encore d'évaluation