Vous aimerez peut-être aussi
- Automated Drilling MachineDocument14 pagesAutomated Drilling MachineVardhan ChipperPas encore d'évaluation
- CNC IntroductionDocument24 pagesCNC IntroductionaravindanPas encore d'évaluation
- Full PPT CNC Plotter MCDocument33 pagesFull PPT CNC Plotter MCDishant PatelPas encore d'évaluation
- CNC Lathe MachineDocument8 pagesCNC Lathe MachineParameshwara MeenaPas encore d'évaluation
- 1Document27 pages1saranyakathiravanPas encore d'évaluation
- CNC MachineDocument70 pagesCNC Machinejacky hansdah100% (1)
- CNC Ipme 710Document73 pagesCNC Ipme 710vajram1Pas encore d'évaluation
- Industrial VisitDocument7 pagesIndustrial VisitKandula KrishnarjunPas encore d'évaluation
- CNC NoteDocument7 pagesCNC Note21UME003 TUSHAR DEBPas encore d'évaluation
- NC and CNC MachinesDocument25 pagesNC and CNC MachinesSabiha Hajdarbegović-HafizovićPas encore d'évaluation
- Computer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentDocument43 pagesComputer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentSreedhar PugalendhiPas encore d'évaluation
- CNC Turning CentreDocument10 pagesCNC Turning CentreArun100% (1)
- CNC AssemblyDocument9 pagesCNC AssemblyAnjana_EdathadanPas encore d'évaluation
- Lecture Notes On CNCDocument125 pagesLecture Notes On CNCniteen_mulmule48580% (5)
- CNC Part ProgrammingDocument40 pagesCNC Part ProgrammingmsshahenterPas encore d'évaluation
- CNC Part ProgrammingDocument53 pagesCNC Part ProgrammingmsshahenterPas encore d'évaluation
- Study of Operational Concepts Of: Conventional and CNC Machines - Lathe & MillingDocument38 pagesStudy of Operational Concepts Of: Conventional and CNC Machines - Lathe & MillingUpender DhullPas encore d'évaluation
- CNC Lathe Machine ProjectDocument8 pagesCNC Lathe Machine ProjectNisar Hussain67% (3)
- The DIY Smart Saw - Desktop Version - Expanding Your DIY Desktop CNC MachineDocument11 pagesThe DIY Smart Saw - Desktop Version - Expanding Your DIY Desktop CNC MachineEduardo Hassin RodriguesPas encore d'évaluation
- CNC Turning Centre ManualDocument14 pagesCNC Turning Centre ManualranjithkrajPas encore d'évaluation
- CNC Lab ReportDocument5 pagesCNC Lab ReportMuhammad SanaPas encore d'évaluation
- Introduction To CNC LatheDocument18 pagesIntroduction To CNC Lathebest4reverPas encore d'évaluation
- Universal 3 Motor Drilling MachineDocument6 pagesUniversal 3 Motor Drilling MachineMectrosoft Creative technologyPas encore d'évaluation
- Unit - Iv Introduction and Concepts of NC/ CNC MachineDocument15 pagesUnit - Iv Introduction and Concepts of NC/ CNC MachineAbhi RamPas encore d'évaluation
- Ace PPT InternshipDocument23 pagesAce PPT InternshipLatha Devaraj100% (1)
- CNC ManualDocument49 pagesCNC ManualThiagarajan VenugopalPas encore d'évaluation
- G J U S T S M e D M LDocument4 pagesG J U S T S M e D M LZlo6Pas encore d'évaluation
- Explain Following Operations On Lathe With Suitable SketchDocument8 pagesExplain Following Operations On Lathe With Suitable SketchrajathPas encore d'évaluation
- G-Code Machine ToolDocument6 pagesG-Code Machine Toolyeng botzPas encore d'évaluation
- Hari Om Summer Training PPT CNCDocument44 pagesHari Om Summer Training PPT CNCAbhay TiwariPas encore d'évaluation
- CNCDocument76 pagesCNCAlexandru Precup100% (1)
- How To Build A CNC Milling MachineDocument12 pagesHow To Build A CNC Milling MachineScott Campbell100% (3)
- CNC PCB Drilling Machine Using Novel Natural Approach To Euclidean TSPDocument6 pagesCNC PCB Drilling Machine Using Novel Natural Approach To Euclidean TSPIrina AtudoreiPas encore d'évaluation
- CNC CimDocument16 pagesCNC CimAbdulhmeed MutalatPas encore d'évaluation
- Writing CNC Machine 15ME55PDocument16 pagesWriting CNC Machine 15ME55Parun mPas encore d'évaluation
- Nagel PLC Upgradtion ProjectDocument35 pagesNagel PLC Upgradtion Projectnarendramaharana39Pas encore d'évaluation
- Introduction To SectionsDocument10 pagesIntroduction To Sectionssuresh100% (1)
- Numerical ControlDocument36 pagesNumerical ControlsaishvPas encore d'évaluation
- Design Analysis Manufacturing of Disc Brake IJERTV10IS060173Document10 pagesDesign Analysis Manufacturing of Disc Brake IJERTV10IS060173Romiel CaballeroPas encore d'évaluation
- CNC Plotter MachineDocument34 pagesCNC Plotter MachineDishant PatelPas encore d'évaluation
- Heavy Industries Taxila: Internship ReportDocument31 pagesHeavy Industries Taxila: Internship ReportAnonymous gbP4kU5w3Pas encore d'évaluation
- CNCDocument36 pagesCNCGokulraju RangasamyPas encore d'évaluation
- CNC MillingDocument18 pagesCNC MillingShegs Jefferson JosephPas encore d'évaluation
- Design and Fabrication of 3-Axis CNC Milling Machine: AbstractDocument5 pagesDesign and Fabrication of 3-Axis CNC Milling Machine: AbstractMohammedsaleemPas encore d'évaluation
- 1.0 Introduction of CNC Turning MachineDocument9 pages1.0 Introduction of CNC Turning Machineeizhar50% (4)
- AbhayDocument23 pagesAbhayAshish KumarPas encore d'évaluation
- CNC Section:-: High End Prosthesis Shop MachinesDocument12 pagesCNC Section:-: High End Prosthesis Shop MachinesRishabh PandeyPas encore d'évaluation
- CNC Machines-1Document79 pagesCNC Machines-1LAVNIMESH AGNIHOTRIPas encore d'évaluation
- Documentation CNC Drawing MachineDocument16 pagesDocumentation CNC Drawing MachineWilson Walas LlanqmPas encore d'évaluation
- 4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010Document5 pages4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010vipraPas encore d'évaluation
- Computer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdiDocument36 pagesComputer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdinenadPas encore d'évaluation
- Classification of CNC MachineDocument11 pagesClassification of CNC Machineaqtu12fuc81% (16)
- Note CNC Milling Machine 2Document10 pagesNote CNC Milling Machine 2Syafi NafisPas encore d'évaluation
- SMT Placement EquipmentDocument4 pagesSMT Placement EquipmentAjayChandrakarPas encore d'évaluation
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Document145 pages01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopD'EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopÉvaluation : 5 sur 5 étoiles5/5 (3)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0D'EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Évaluation : 5 sur 5 étoiles5/5 (1)
- Planar Linkage Synthesis: A modern CAD based approachD'EverandPlanar Linkage Synthesis: A modern CAD based approachPas encore d'évaluation
- Wind Driven Mobile Charging of Automobile BatteryDocument7 pagesWind Driven Mobile Charging of Automobile Batterysuraj dhulannavarPas encore d'évaluation
- FrameDocument1 pageFramesuraj dhulannavarPas encore d'évaluation
- 1:1 XXX A1: Toshavi PCDocument1 page1:1 XXX A1: Toshavi PCsuraj dhulannavarPas encore d'évaluation
- Visvesvaraya Technological University BelgaumDocument2 pagesVisvesvaraya Technological University Belgaumsuraj dhulannavarPas encore d'évaluation
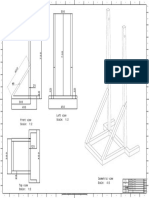
- Left View Scale: 1:2: 1:1 XXX A0Document1 pageLeft View Scale: 1:2: 1:1 XXX A0suraj dhulannavarPas encore d'évaluation
- FrameDocument1 pageFramesuraj dhulannavarPas encore d'évaluation
- D e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N eDocument13 pagesD e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N esuraj dhulannavarPas encore d'évaluation
- M.H.Saboo Siddik PolytechnicDocument5 pagesM.H.Saboo Siddik Polytechnicsuraj dhulannavarPas encore d'évaluation
- 1:1 XXX A4: Designed By: DateDocument1 page1:1 XXX A4: Designed By: Datesuraj dhulannavarPas encore d'évaluation
- 1:1 XXX A1: Toshavi 5/3/2016Document1 page1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarPas encore d'évaluation
- 1:1 XXX A4: Toshavi 4/8/2016Document1 page1:1 XXX A4: Toshavi 4/8/2016suraj dhulannavarPas encore d'évaluation
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDocument17 pagesWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarPas encore d'évaluation
- 1:1 XXX A1: Designed By: DateDocument1 page1:1 XXX A1: Designed By: Datesuraj dhulannavarPas encore d'évaluation
- SridharT Mulesoft ResumeDocument3 pagesSridharT Mulesoft ResumeGollapelly Chandrashekhar100% (2)
- SRS Online ExaminationDocument6 pagesSRS Online ExaminationprathapPas encore d'évaluation
- NetApp Clustered Ontap COPI 3.8Document141 pagesNetApp Clustered Ontap COPI 3.8hartapa100% (1)
- 17.2.7-Lab - Reading-Server-Logs-1877500Document6 pages17.2.7-Lab - Reading-Server-Logs-1877500Jonathan OmarPas encore d'évaluation
- NGN Architecture - Final - July12Document11 pagesNGN Architecture - Final - July12jayasanthosh janakiPas encore d'évaluation
- Hexapod Motion Controller: User's Manual Software Tools TutorialDocument118 pagesHexapod Motion Controller: User's Manual Software Tools TutorialNarasimhan Sree RamPas encore d'évaluation
- SG485 V1.1 en PDFDocument6 pagesSG485 V1.1 en PDFnhocti007Pas encore d'évaluation
- Laptop Isa - Asus f540m - 0409 E13672 X540ma MB Ba BP ADocument100 pagesLaptop Isa - Asus f540m - 0409 E13672 X540ma MB Ba BP AtiponatisPas encore d'évaluation
- Lafayette-Catalog-87-1942 Vintage Jensen PM8C Speaker SpecificationsDocument134 pagesLafayette-Catalog-87-1942 Vintage Jensen PM8C Speaker SpecificationsjustinPas encore d'évaluation
- BSOD - System Error Codes (English Version)Document98 pagesBSOD - System Error Codes (English Version)Mohamad Ridzuan Abdul MajidPas encore d'évaluation
- 6.4.1.2 Packet Tracer - Configure Initial Router Settings InstructionsDocument4 pages6.4.1.2 Packet Tracer - Configure Initial Router Settings InstructionsJavierOsunaPas encore d'évaluation
- Axis Optimizer Tech Support Guide M20.3Document65 pagesAxis Optimizer Tech Support Guide M20.3Daniel PalominoPas encore d'évaluation
- Realtime Operating System (15EC743 / 10EC762)Document124 pagesRealtime Operating System (15EC743 / 10EC762)well wisherPas encore d'évaluation
- Undervoltage Lockout CircuitDocument2 pagesUndervoltage Lockout CircuitpiyushpandeyPas encore d'évaluation
- Frequency Locked Loop DC Motor Speed ControlDocument47 pagesFrequency Locked Loop DC Motor Speed ControlRakesh Kumar50% (2)
- Ds Esprimo p400 E85Document7 pagesDs Esprimo p400 E85Mr LopezPas encore d'évaluation
- RC3000 Manual SCHM Dec 05Document175 pagesRC3000 Manual SCHM Dec 05imbukhPas encore d'évaluation
- MP ControllersDocument84 pagesMP ControllersmssurajPas encore d'évaluation
- Basic Commands FortianalyzerDocument2 pagesBasic Commands FortianalyzerBryan NepomucenoPas encore d'évaluation
- VF0264 South ERS Pack v1.3Document307 pagesVF0264 South ERS Pack v1.3cristi1248Pas encore d'évaluation
- H ParametersDocument6 pagesH ParametersPrince JainPas encore d'évaluation
- U22009 Ver 2Document41 pagesU22009 Ver 2uri.cruz.zamoraPas encore d'évaluation
- AWS SysOps Administrator Certification TrainingDocument3 pagesAWS SysOps Administrator Certification Trainingather zayaPas encore d'évaluation
- UG APE SyllabusDocument2 pagesUG APE Syllabusdivya k sPas encore d'évaluation
- IDOC Step by Step GuideDocument7 pagesIDOC Step by Step GuidemikePas encore d'évaluation
- UFT Install GuideDocument51 pagesUFT Install GuideSqa HoPas encore d'évaluation
- OTGv 4Document222 pagesOTGv 4Joshua BrodiePas encore d'évaluation
- Rtu2020 SpecsDocument16 pagesRtu2020 SpecsYuri Caleb Gonzales SanchezPas encore d'évaluation
- Smart Car Parking System Using IotDocument5 pagesSmart Car Parking System Using IotEzzedine ShlibkPas encore d'évaluation
- SHARE Pittsburgh IIB Internals of IBM Integration BusDocument79 pagesSHARE Pittsburgh IIB Internals of IBM Integration BusjimenavPas encore d'évaluation