Vous aimerez peut-être aussi
- Guide to Load Analysis for Durability in Vehicle EngineeringD'EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonÉvaluation : 4 sur 5 étoiles4/5 (1)
- Plastics Part Design SyllabusDocument3 pagesPlastics Part Design SyllabusA SPas encore d'évaluation
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionD'EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionPas encore d'évaluation
- Cadsys Plastic Part 1 - v01-1Document14 pagesCadsys Plastic Part 1 - v01-1Keerthi Swarup M GowdaPas encore d'évaluation
- Crash-Regulations: Europe, United Nations, USA, China and IndiaDocument1 pageCrash-Regulations: Europe, United Nations, USA, China and Indiaprakash srivastavaPas encore d'évaluation
- Introduction To Plastic Part DesignDocument61 pagesIntroduction To Plastic Part DesignVIGNESHPas encore d'évaluation
- Methodology of Plastic Parts Development in The Automotive IndustryDocument12 pagesMethodology of Plastic Parts Development in The Automotive IndustryLucas Tavares67% (3)
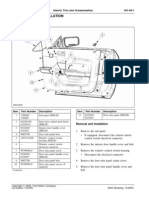
- Door TrimDocument2 pagesDoor Trimapi-37105140% (1)
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- Joining Methods For PlasticsDocument48 pagesJoining Methods For PlasticsML Deshmukh100% (1)
- Fixation For PlasticsDocument16 pagesFixation For PlasticsSharadPas encore d'évaluation
- HeadlinerDocument2 pagesHeadlinerapi-3710514Pas encore d'évaluation
- Plastics in AutomobilesDocument65 pagesPlastics in AutomobilesvijayamalrajPas encore d'évaluation
- Ribs & Structure DesignDocument17 pagesRibs & Structure DesignHemanth KathaPas encore d'évaluation
- BIW Design PDFDocument17 pagesBIW Design PDFAmolPagdalPas encore d'évaluation
- Plastic Material in AutomotiveDocument17 pagesPlastic Material in AutomotiveMuthu KumarPas encore d'évaluation
- Calculation of Lifter Direction - GauravDocument4 pagesCalculation of Lifter Direction - GauravJitesh ChaudhariPas encore d'évaluation
- 305vehicle Door Sag Evaluation Using FEADocument6 pages305vehicle Door Sag Evaluation Using FEAIJERDPas encore d'évaluation
- Hem Electromagnetic Forming Technology Ming of BIW Panels Using TheDocument9 pagesHem Electromagnetic Forming Technology Ming of BIW Panels Using ThesopanPas encore d'évaluation
- Automotive Door Trim Bezel Mold DesignDocument17 pagesAutomotive Door Trim Bezel Mold DesignagniflamePas encore d'évaluation
- Following DFM Guidelines For Working With Sheet Metal - Machine DesignDocument21 pagesFollowing DFM Guidelines For Working With Sheet Metal - Machine DesignnitishhdesaiPas encore d'évaluation
- Slam Analysis AbiDocument23 pagesSlam Analysis Abiabi1mtsPas encore d'évaluation
- Typical Plastic Design ChecklistDocument6 pagesTypical Plastic Design ChecklistAlex DobrescuPas encore d'évaluation
- Course Name: Gap and Flushness in Automotive Body Design Instructor: Ali HosseiniDocument5 pagesCourse Name: Gap and Flushness in Automotive Body Design Instructor: Ali Hosseiniyasar jawaidPas encore d'évaluation
- 15 - Hot Stamped Bumper Design PDFDocument16 pages15 - Hot Stamped Bumper Design PDFAmir Hooshang Ghadymi MahaniPas encore d'évaluation
- Al BiwDocument3 pagesAl BiwmmanharPas encore d'évaluation
- GDT Use CasesDocument52 pagesGDT Use CasesAnkur JainPas encore d'évaluation
- BIW Parts AnatomyDocument3 pagesBIW Parts AnatomyArthi EswaranPas encore d'évaluation
- Session4 Automotive Front End DesignDocument76 pagesSession4 Automotive Front End DesignShivprasad SavadattiPas encore d'évaluation
- Plastic Product Development: Interior & ExteriorDocument21 pagesPlastic Product Development: Interior & ExteriormechsrinuPas encore d'évaluation
- Ahss Guidelines V 23Document113 pagesAhss Guidelines V 23Radesh VangipuramPas encore d'évaluation
- 3-Day Workshop On Press Tool DesignDocument1 page3-Day Workshop On Press Tool DesignPrasannakumar ShankarPas encore d'évaluation
- Design Guide For Reaction Injection Molded Plastic PartsDocument26 pagesDesign Guide For Reaction Injection Molded Plastic Partsxeron7126Pas encore d'évaluation
- Plastics Product DesignDocument295 pagesPlastics Product DesignMousam ChoudhuryPas encore d'évaluation
- Methods For BIW Part FormabilityDocument1 pageMethods For BIW Part FormabilityAvneet MaanPas encore d'évaluation
- Design Development Automotive BIWDocument1 pageDesign Development Automotive BIWSathish Kumar0% (1)
- CabinDocument86 pagesCabinShaad Shawkat100% (1)
- FPA For Stamping and BodyDocument12 pagesFPA For Stamping and BodyYo GoldPas encore d'évaluation
- Snap Fit DesignDocument22 pagesSnap Fit Designsachinrawool100% (1)
- Facteurs Géométriques Qui Influencent L'esthétique Véhicule Fini B.I.WDocument9 pagesFacteurs Géométriques Qui Influencent L'esthétique Véhicule Fini B.I.WsopanPas encore d'évaluation
- Design of Dog House in Automotive InteriorDocument14 pagesDesign of Dog House in Automotive Interiormaamallan mechanical50% (2)
- CAE OverviewDocument18 pagesCAE OverviewRitesh SinghPas encore d'évaluation
- Biw Basic Document - Iit ProjectDocument6 pagesBiw Basic Document - Iit ProjectArshadPas encore d'évaluation
- Class A' Surface of VehicelDocument8 pagesClass A' Surface of VehicelCharlie TejPas encore d'évaluation
- Plastics Part Design FundamentalsDocument48 pagesPlastics Part Design FundamentalsSrinivas TanarapuPas encore d'évaluation
- A Class Surface Q&ADocument24 pagesA Class Surface Q&AYashwanth NarayananPas encore d'évaluation
- Plastic Part DesignDocument11 pagesPlastic Part DesignSteven ChengPas encore d'évaluation
- Surface RoughnessDocument132 pagesSurface Roughnessagung dpPas encore d'évaluation
- CLASS A SurfacesDocument45 pagesCLASS A Surfacesagox194Pas encore d'évaluation
- 5 Series BIWDocument23 pages5 Series BIWAkshay Prakash Shinde100% (1)
- Design and Analysis of Side Door Intrusion Beam For Automotive SafetyDocument10 pagesDesign and Analysis of Side Door Intrusion Beam For Automotive SafetyDavids Marin0% (1)
- GD and T For BIWDocument7 pagesGD and T For BIWgauravkumar bhandariPas encore d'évaluation
- Door Load CasesDocument1 pageDoor Load CasesJabastin CharlesPas encore d'évaluation
- Plastic Product Design CourseDocument7 pagesPlastic Product Design CourseManjotPas encore d'évaluation
- Biw PDFDocument8 pagesBiw PDFRavi TarunPas encore d'évaluation
- Maruti Suzuki Training ReportDocument26 pagesMaruti Suzuki Training ReportRehan Sharma100% (2)
- Design Guides For PlasticsDocument38 pagesDesign Guides For Plasticsstephen_huangPas encore d'évaluation
- A.C. Frequency Sonometer by MR - Charis Israel AnchaDocument3 pagesA.C. Frequency Sonometer by MR - Charis Israel AnchaCharis Israel AnchaPas encore d'évaluation
- ASTM E824 Light Meter CalibrationDocument6 pagesASTM E824 Light Meter CalibrationreiazhPas encore d'évaluation
- Hdpe Pipe Design PDFDocument27 pagesHdpe Pipe Design PDFAshley Dillon TothPas encore d'évaluation
- John Ashton Arizona Speech 2013Document6 pagesJohn Ashton Arizona Speech 2013climatehomescribdPas encore d'évaluation
- Large Hadron ColliderDocument23 pagesLarge Hadron ColliderPrakhar AgrawalPas encore d'évaluation
- Using BRDF For Radiance and Luminance CalculationDocument8 pagesUsing BRDF For Radiance and Luminance CalculationChiara FerrariPas encore d'évaluation
- EFT GeorgiDocument47 pagesEFT GeorgiMaurits TepaskePas encore d'évaluation
- Chapter11 - SEISMICALLY ISOLATED STRUCTURESDocument48 pagesChapter11 - SEISMICALLY ISOLATED STRUCTUREScfajardo16Pas encore d'évaluation
- Cathedrals of Science - The Personalities and Rivalries That Made Modern ChemistryDocument400 pagesCathedrals of Science - The Personalities and Rivalries That Made Modern ChemistryPushkar Pandit100% (1)
- Excel Workbook No. 05 Atterberg LimitsDocument4 pagesExcel Workbook No. 05 Atterberg LimitsEngr Ghulam MustafaPas encore d'évaluation
- Sample of Absract, Tableofcontent, ListoffiguresymboletcDocument10 pagesSample of Absract, Tableofcontent, ListoffiguresymboletcEddy FadleyPas encore d'évaluation
- Chlor-Alkali Membrane Cell ProcessDocument213 pagesChlor-Alkali Membrane Cell Processdow2008Pas encore d'évaluation
- By Dr. Gamal Helmy, PH.D., P.EDocument43 pagesBy Dr. Gamal Helmy, PH.D., P.EAhmed ArafaPas encore d'évaluation
- 2016-GE-26 37 1 CEP Rock MechanicsDocument13 pages2016-GE-26 37 1 CEP Rock MechanicsRMRE UETPas encore d'évaluation
- Equilibrium Powerpoint Physics 12 LectureDocument25 pagesEquilibrium Powerpoint Physics 12 LectureQueenielyn TagraPas encore d'évaluation
- The Settling ChamberDocument6 pagesThe Settling ChamberererdPas encore d'évaluation
- Stability of Tapered and Stepped Steel Columns With Initial ImperfectionsDocument10 pagesStability of Tapered and Stepped Steel Columns With Initial ImperfectionskarpagajothimuruganPas encore d'évaluation
- High Power CycloconverterDocument7 pagesHigh Power Cycloconverternapster26Pas encore d'évaluation
- Formation of Stability Lobe Diagram PDFDocument6 pagesFormation of Stability Lobe Diagram PDFDenis SatriaPas encore d'évaluation
- Light ASA Wave Light ASA Particl E: Arijit Paul Dept. of Physics, Midnapore College (Autonomous)Document14 pagesLight ASA Wave Light ASA Particl E: Arijit Paul Dept. of Physics, Midnapore College (Autonomous)Arijit PaulPas encore d'évaluation
- Ap Physics 1investigation4conservationofenergy PDFDocument17 pagesAp Physics 1investigation4conservationofenergy PDFMir'atun Nissa QuinalendraPas encore d'évaluation
- Composite Lecture 2Document28 pagesComposite Lecture 2Nuelcy LubbockPas encore d'évaluation
- Lec2 - Elementary and Higher Surveying - 2013-2014Document1 pageLec2 - Elementary and Higher Surveying - 2013-2014Jesus Ray M. MansayonPas encore d'évaluation
- GRP Specification BY CKDocument44 pagesGRP Specification BY CKchandana kumar100% (2)
- Lec5 PDFDocument15 pagesLec5 PDFRaviPas encore d'évaluation
- The Mechanism of The Leuckart Reaction PDFDocument12 pagesThe Mechanism of The Leuckart Reaction PDFatomoscoPas encore d'évaluation
- 14.4D ExerciseDocument18 pages14.4D ExerciseKnyazev DanilPas encore d'évaluation
- Textbook PDFDocument280 pagesTextbook PDFAnonymous vtFJOT5m92Pas encore d'évaluation
- Calculation of Natural Frequency of Earth Dams by Means of AnalytDocument7 pagesCalculation of Natural Frequency of Earth Dams by Means of AnalytNathan VincentPas encore d'évaluation
- CFD Simulation of Mono Disperse Droplet Generation by Means of Jet Break-UpDocument20 pagesCFD Simulation of Mono Disperse Droplet Generation by Means of Jet Break-UpZeSnexPas encore d'évaluation
- To Engineer Is Human: The Role of Failure in Successful DesignD'EverandTo Engineer Is Human: The Role of Failure in Successful DesignÉvaluation : 4 sur 5 étoiles4/5 (138)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)D'EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Pas encore d'évaluation
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsD'EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsPas encore d'évaluation
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansD'EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansÉvaluation : 4.5 sur 5 étoiles4.5/5 (21)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyD'EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownD'EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownPas encore d'évaluation
- Troubleshooting and Repair of Diesel EnginesD'EverandTroubleshooting and Repair of Diesel EnginesÉvaluation : 1.5 sur 5 étoiles1.5/5 (2)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetD'EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeD'EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeÉvaluation : 4.5 sur 5 étoiles4.5/5 (59)
- Structural Cross Sections: Analysis and DesignD'EverandStructural Cross Sections: Analysis and DesignÉvaluation : 4.5 sur 5 étoiles4.5/5 (19)
- Introduction To Civil EngineeringD'EverandIntroduction To Civil EngineeringÉvaluation : 3.5 sur 5 étoiles3.5/5 (5)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesD'EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesPas encore d'évaluation
- Compendium of Best Practices in Road Asset ManagementD'EverandCompendium of Best Practices in Road Asset ManagementPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Summary of Taiichi Ohno's Taiichi Ohno's Workplace ManagementD'EverandSummary of Taiichi Ohno's Taiichi Ohno's Workplace ManagementPas encore d'évaluation
- Rock Fracture and Blasting: Theory and ApplicationsD'EverandRock Fracture and Blasting: Theory and ApplicationsÉvaluation : 5 sur 5 étoiles5/5 (2)
- Transport Phenomena in Heat and Mass TransferD'EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Roads: An Anthropology of Infrastructure and ExpertiseD'EverandRoads: An Anthropology of Infrastructure and ExpertiseÉvaluation : 5 sur 5 étoiles5/5 (2)