Vous aimerez peut-être aussi
- 04 FileDocument103 pages04 FilerameshPas encore d'évaluation
- Basic Hand ToolsDocument9 pagesBasic Hand ToolsFredz Mylle ErmacPas encore d'évaluation
- 1904-Instruments For Forest Work-NeDocument33 pages1904-Instruments For Forest Work-NespaytPas encore d'évaluation
- Single Point Cutting ToolDocument22 pagesSingle Point Cutting ToolJerin CyriacPas encore d'évaluation
- 5 Steps in Stick WeldingDocument7 pages5 Steps in Stick WeldingEm Hernandez AranaPas encore d'évaluation
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreePas encore d'évaluation
- Theory of Cutting ToolsDocument36 pagesTheory of Cutting ToolsimranPas encore d'évaluation
- Hand Tools: HandsawDocument23 pagesHand Tools: HandsawJozueuPas encore d'évaluation
- Bench Fitting ToolsDocument7 pagesBench Fitting ToolsSaad AneesPas encore d'évaluation
- Cutting Tools & Tool HoldersDocument38 pagesCutting Tools & Tool HoldersWilliam SalazarPas encore d'évaluation
- Thread Basics - GO-No GoDocument2 pagesThread Basics - GO-No GoKundan Kumar MishraPas encore d'évaluation
- Testing Lathe For AccuracyDocument4 pagesTesting Lathe For AccuracyArnieT100% (1)
- Rap Drill and LatheDocument14 pagesRap Drill and LatheJoyce Saddhu MeettooPas encore d'évaluation
- Sherline Lathe Manual PDFDocument48 pagesSherline Lathe Manual PDFglenn toberPas encore d'évaluation
- HMT Mandrel Bending 101Document80 pagesHMT Mandrel Bending 101zaiofracassadoPas encore d'évaluation
- 21 Limits Fits and TolerancesDocument24 pages21 Limits Fits and TolerancesVijaya LakshmiPas encore d'évaluation
- TK's Accuracy Seminar - April 30 2007Document8 pagesTK's Accuracy Seminar - April 30 2007LloydDobblerPas encore d'évaluation
- NortonSuperabrasives NortonToolroomWheelsDocument33 pagesNortonSuperabrasives NortonToolroomWheelsarminhecimovicPas encore d'évaluation
- Welding TermsDocument9 pagesWelding Termssanjibkrjana100% (1)
- Lathe OperationsDocument29 pagesLathe OperationsWaqas AhmadPas encore d'évaluation
- Materials and MachiningDocument116 pagesMaterials and MachiningGian RemundiniPas encore d'évaluation
- Engineering Metrology InstrumentsDocument17 pagesEngineering Metrology InstrumentsAnilChauvanPas encore d'évaluation
- Sheet Metal Forming WorkshopDocument7 pagesSheet Metal Forming WorkshopIbrahim Khaled0% (1)
- BR 1938 PDFDocument4 pagesBR 1938 PDFashok KumarPas encore d'évaluation
- Angle Measuring DevicesDocument17 pagesAngle Measuring DevicesIqbal Singh ParmarPas encore d'évaluation
- Micrometer WorkheetDocument9 pagesMicrometer Workheetlonkarsb1979Pas encore d'évaluation
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- Grinding FundementalsDocument47 pagesGrinding Fundementalstenjoe_38Pas encore d'évaluation
- Wood Gasification StoveDocument4 pagesWood Gasification StoveEcogreen EnergysolutionPas encore d'évaluation
- Elementary Machine Shop Practice Cu31924003961095Document384 pagesElementary Machine Shop Practice Cu31924003961095flandrey100% (4)
- Lathe MachineDocument22 pagesLathe MachineRaghavMaheshwariPas encore d'évaluation
- Mig Welding MasteryDocument32 pagesMig Welding MasteryRevankar B R ShetPas encore d'évaluation
- Techcatalogue EbookDocument87 pagesTechcatalogue EbookPablo Valenzuela ArredondoPas encore d'évaluation
- Machine Shop Tools 00 V and RichDocument564 pagesMachine Shop Tools 00 V and RichWayu100% (2)
- How To Weld - TIG WeldingDocument14 pagesHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- Delta Model 31-080 1" Belt Sander ManualDocument12 pagesDelta Model 31-080 1" Belt Sander ManualRobert Steven Ciaccio0% (1)
- Bouldering Wall PlansDocument5 pagesBouldering Wall PlansDennis ZarsueloPas encore d'évaluation
- Balanci GrindingDocument18 pagesBalanci GrindingAnonymous JzEb8CXErPas encore d'évaluation
- PowerTIG 250EX 2016Document32 pagesPowerTIG 250EX 2016Bob john100% (1)
- Cupola Furnance, Sand Casting, CO2 CastingDocument14 pagesCupola Furnance, Sand Casting, CO2 CastingshubhamPas encore d'évaluation
- PantographDocument2 pagesPantographFrenchwolf420100% (2)
- Gas Tungsten Arc Welding ProcessDocument9 pagesGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Static Balancing of Grinding WheelsDocument3 pagesStatic Balancing of Grinding WheelsloosenutPas encore d'évaluation
- Wood Tooling CatalogDocument32 pagesWood Tooling CatalogLam NguyenPas encore d'évaluation
- Manufacturing Technology-Conventional MillingDocument16 pagesManufacturing Technology-Conventional MillingDhanis ParamaguruPas encore d'évaluation
- Machine Shop Training - Third Edition - SmallDocument241 pagesMachine Shop Training - Third Edition - Smalljimakeson100% (8)
- Metal SpinningDocument2 pagesMetal SpinningPlymouth3DDesignPas encore d'évaluation
- Wiha Pliers CatalogDocument44 pagesWiha Pliers CatalogCarbide Processors IncPas encore d'évaluation
- Gear and Gear TrainDocument21 pagesGear and Gear Trainm_er100Pas encore d'évaluation
- Aferican Oxcart Design and ManufactureDocument62 pagesAferican Oxcart Design and ManufacturereissmachinistPas encore d'évaluation
- Stock Inletting With A Ball End Mill: by James A. BoatrightDocument3 pagesStock Inletting With A Ball End Mill: by James A. Boatrightrick.mccort2766Pas encore d'évaluation
- Engineering Workshop Practice PDFDocument8 pagesEngineering Workshop Practice PDFGeorge Camacho0% (1)
- Mousetrap Cars PDFDocument150 pagesMousetrap Cars PDFAnil CheerlaPas encore d'évaluation
- DrillingDocument52 pagesDrillingMd AamerPas encore d'évaluation
- Machine Tools For MachiningDocument56 pagesMachine Tools For MachiningUmberto PriscoPas encore d'évaluation
- Handtools and Measuring DevicesDocument118 pagesHandtools and Measuring DevicesCarlo VidalloPas encore d'évaluation
- Files and FilingDocument11 pagesFiles and FilingRaphaelPas encore d'évaluation
- Shop Practice No.2 Inside and Outside Caliper: Mapúa UniversityDocument12 pagesShop Practice No.2 Inside and Outside Caliper: Mapúa UniversitymarisonPas encore d'évaluation
- Work shop (arc) ورشة البرادةDocument9 pagesWork shop (arc) ورشة البرادةhayder alaliPas encore d'évaluation
- Files Tools and Its TypesDocument8 pagesFiles Tools and Its TypesAJDominicPas encore d'évaluation
- Furniture & Cabinetmaking 279 - Jan 2019 PDFDocument84 pagesFurniture & Cabinetmaking 279 - Jan 2019 PDFcrm102bPas encore d'évaluation
- Laser Cut Machinist Toolbox: InstructablesDocument23 pagesLaser Cut Machinist Toolbox: Instructablescrm102b100% (1)
- Furniture & Cabinetmaking 279 - Jan 2019 PDFDocument84 pagesFurniture & Cabinetmaking 279 - Jan 2019 PDFcrm102bPas encore d'évaluation
- Rocking Horse Project - LowesDocument3 pagesRocking Horse Project - Lowescrm102bPas encore d'évaluation
- Woodsmith Rocking Horse PlansDocument11 pagesWoodsmith Rocking Horse Planscrm102bPas encore d'évaluation
- Sony VX550 PDFDocument59 pagesSony VX550 PDFcrm102bPas encore d'évaluation
- Lonesome Dovetail - Original ArticleDocument4 pagesLonesome Dovetail - Original Articlecrm102bPas encore d'évaluation
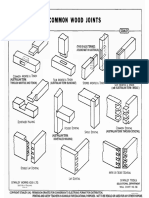
- Common Wood Joints-01Document1 pageCommon Wood Joints-01crm102bPas encore d'évaluation
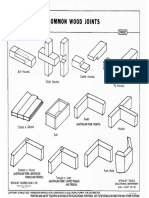
- CommonWoodJoints 02Document1 pageCommonWoodJoints 02crm102bPas encore d'évaluation
- Marples Catalog 1938Document282 pagesMarples Catalog 1938crm102bPas encore d'évaluation
- Fine Tuning Your Radial Arm Saw - EakesDocument100 pagesFine Tuning Your Radial Arm Saw - Eakescrm102b100% (2)
- Interiors Monthly August 2010Document124 pagesInteriors Monthly August 2010crm102bPas encore d'évaluation
- Popular Woodworking 2009-12 No. 180Document59 pagesPopular Woodworking 2009-12 No. 180Miguel A. Ramirez100% (1)
- The Strange Triumph of 'The Little Prince' - The New YorkerDocument3 pagesThe Strange Triumph of 'The Little Prince' - The New Yorkercrm102bPas encore d'évaluation
- Interweave Knits 2009 FallDocument76 pagesInterweave Knits 2009 FallMelissaBenini100% (11)
- Building A 70cm Tiger Trap XC JumpDocument5 pagesBuilding A 70cm Tiger Trap XC JumpKen WickendenPas encore d'évaluation
- End Mill Series: Newly Developed "Impact Miracle Coating"Document32 pagesEnd Mill Series: Newly Developed "Impact Miracle Coating"Deepak ShekarPas encore d'évaluation
- Screen Printing PressDocument21 pagesScreen Printing Presskjiuonhbhjblkjhuh75% (4)
- KDTV 900 Knit and Crochet PatternsDocument33 pagesKDTV 900 Knit and Crochet PatternsJaycob Anthony Simmons100% (2)
- Describing ObjectDocument5 pagesDescribing ObjectadamPas encore d'évaluation
- Crochet Triple Stitch CardiganDocument4 pagesCrochet Triple Stitch CardiganAnonymous FXsb2M100% (1)
- Crochet Pattern - Bear - Rag Doll: What You NeedDocument12 pagesCrochet Pattern - Bear - Rag Doll: What You NeedRodica Nicolau100% (1)
- Under Stairs Electric Box and CabinetsDocument213 pagesUnder Stairs Electric Box and Cabinetsshamshad.pudhuveetilPas encore d'évaluation
- Fabric StractureDocument152 pagesFabric Stracturearivaazhi90% (10)
- Equipment and Material Register (Collated)Document222 pagesEquipment and Material Register (Collated)Emmanuel IkechukwwuPas encore d'évaluation
- BULLDOG Industrial CatalogueDocument12 pagesBULLDOG Industrial CatalogueHYDRO-LECPas encore d'évaluation
- James Hardie Philippines, Inc. AccessoriesDocument4 pagesJames Hardie Philippines, Inc. AccessoriesDean MendozaPas encore d'évaluation
- 3rd Quarter Las in TLE 6Document4 pages3rd Quarter Las in TLE 6Michael Edward De Villa100% (3)
- Engineer's Blue - WikipediaDocument2 pagesEngineer's Blue - WikipediaTahafanMaggedonPas encore d'évaluation
- American Woodworker #144 Oct-Nov 2009Document65 pagesAmerican Woodworker #144 Oct-Nov 2009gambi100% (2)
- Crochet Santas Little Kitty Helpers Amigurumi Free PatternDocument12 pagesCrochet Santas Little Kitty Helpers Amigurumi Free PatternJustyna Janicka100% (5)
- Lathe Powered Drum SanderDocument6 pagesLathe Powered Drum SanderAdam HemsleyPas encore d'évaluation
- Amigurumi Panda Dad Free Crochet Pattern - Amigurumi PatternDocument4 pagesAmigurumi Panda Dad Free Crochet Pattern - Amigurumi PatternArnaud GdnPas encore d'évaluation
- Casting by MK SirDocument158 pagesCasting by MK Siralokbarnwal1245Pas encore d'évaluation
- Study of Dividing HeadsDocument10 pagesStudy of Dividing HeadsChandan SrivastavaPas encore d'évaluation
- Processing of Ceramics, Glass, and SuperconductorsDocument17 pagesProcessing of Ceramics, Glass, and SuperconductorsQuốc HoàngPas encore d'évaluation
- Tool BitsDocument10 pagesTool BitsRamiro Duran ZambranoPas encore d'évaluation
- Elements of Jigs and FixturesDocument9 pagesElements of Jigs and FixtureskhuljascribdPas encore d'évaluation
- Chapter 9 (Cleaning and Fettling of Castings), 2003Document32 pagesChapter 9 (Cleaning and Fettling of Castings), 2003Desalegn DgaPas encore d'évaluation
- 2021 NADCA ToolingDocument3 pages2021 NADCA ToolingMarcosPas encore d'évaluation
- Perro Bulldog PuppyDocument16 pagesPerro Bulldog PuppyGreslim Alarcón100% (3)
- Types of PatternsDocument28 pagesTypes of PatternsMani Kandan100% (1)
- Manos Del Uruguay 2012N OrugaDocument3 pagesManos Del Uruguay 2012N OrugaÉrika BatistaPas encore d'évaluation
- Router LiftDocument27 pagesRouter Liftmrivero1983100% (2)