Vous aimerez peut-être aussi
- Ajustes y Tolerancias: Criterios FundamentalesDocument51 pagesAjustes y Tolerancias: Criterios FundamentalesDiego Martinez TrivesPas encore d'évaluation
- Diseño Mecanico - Capítulo IIIDocument16 pagesDiseño Mecanico - Capítulo IIICristhian Jhosep MallquiPas encore d'évaluation
- Modulo Tolerancias y AjustesDocument69 pagesModulo Tolerancias y AjustesRomanPas encore d'évaluation
- Introduccion A Justes y Tolerancias-2Document15 pagesIntroduccion A Justes y Tolerancias-2Teylor RodriguezPas encore d'évaluation
- Ajustes y Tolerancias de Dibujo TenicoDocument40 pagesAjustes y Tolerancias de Dibujo TenicoCarlos Daniel Sifuentes RamírezPas encore d'évaluation
- 1851 FresadoraDocument105 pages1851 FresadoraJaime Luis Barrios DurangoPas encore d'évaluation
- Fallas Presentes en Los Sistemas MecánicosDocument5 pagesFallas Presentes en Los Sistemas MecánicosJoseluis Kevin Celis MoralesPas encore d'évaluation
- Leccion 2.5 Ajustes y ToleranciasDocument61 pagesLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Uniones DesmontablesDocument4 pagesUniones DesmontablesStephanie Olivas100% (1)
- TOLERANCIASDocument37 pagesTOLERANCIASjesusPas encore d'évaluation
- Como Leer Un Plano MecanicoDocument5 pagesComo Leer Un Plano MecanicoJorge CedeñoPas encore d'évaluation
- Herramientas y Procesos en TornoDocument23 pagesHerramientas y Procesos en TornoAlonso FloresPas encore d'évaluation
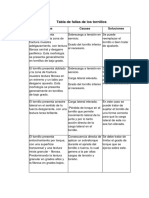
- Tabla de Fallas de Los TornillosDocument6 pagesTabla de Fallas de Los TornillosSebastian NicolasPas encore d'évaluation
- 3-Tipos de RoscasDocument10 pages3-Tipos de Roscasandres reyesPas encore d'évaluation
- Ajuste de PernosDocument4 pagesAjuste de PernosSergioZalck100% (1)
- Ensamble MecanicoDocument74 pagesEnsamble MecanicoLineartdiPas encore d'évaluation
- 04 Tolerancias Dimensionales 01Document25 pages04 Tolerancias Dimensionales 01Esther AyuquePas encore d'évaluation
- Unidad 2 Tornillos de Sujecion y PotenciaDocument81 pagesUnidad 2 Tornillos de Sujecion y PotenciaGabriel Dionicio67% (3)
- Teoria de La FresadoraDocument15 pagesTeoria de La FresadoraRobinson danilo Ortega leon100% (2)
- A-UNIDAD 4 - Ajustes y Tolerancias ISO 286Document88 pagesA-UNIDAD 4 - Ajustes y Tolerancias ISO 286Rosinaldo Huanaco SuycoPas encore d'évaluation
- HERRAMIENTASDocument160 pagesHERRAMIENTASGina S SilvanaPas encore d'évaluation
- Estructuras Aeronáuticas Rev 001 PDFDocument29 pagesEstructuras Aeronáuticas Rev 001 PDFKevin Arteaga100% (1)
- Órganos de Transmisión PDFDocument64 pagesÓrganos de Transmisión PDFEiner Hoyos CubasPas encore d'évaluation
- Curso Maestro Tornero - Tomo 23 PDFDocument45 pagesCurso Maestro Tornero - Tomo 23 PDFVerónicaPas encore d'évaluation
- Tallado de RoscasDocument49 pagesTallado de RoscasEder Mendoza0% (1)
- Unidad RodamientoDocument29 pagesUnidad RodamientojaimitoooPas encore d'évaluation
- Afilado de BurilDocument12 pagesAfilado de BurilLina Rodriguez GamboaPas encore d'évaluation
- Cojinetes Friccion FinalDocument25 pagesCojinetes Friccion FinalIsabel FeriaPas encore d'évaluation
- Planos Aeronauticos 2013Document14 pagesPlanos Aeronauticos 2013Hernaanm13Pas encore d'évaluation
- Aplicacion de Las Tolerancias de Fabricacion DimensionesDocument38 pagesAplicacion de Las Tolerancias de Fabricacion DimensionesAlvaro IgnacioPas encore d'évaluation
- Pernos Normas SAEDocument5 pagesPernos Normas SAERogelio Ca100% (1)
- 4130Document7 pages4130Ale AriasPas encore d'évaluation
- Curso Maestro Tornero - Tomo 22 PDFDocument55 pagesCurso Maestro Tornero - Tomo 22 PDFVerónicaPas encore d'évaluation
- Roscado A ManoDocument13 pagesRoscado A ManoJorgeTauroPas encore d'évaluation
- Diseño de Tornillos Sujetadores y de PotenciaDocument10 pagesDiseño de Tornillos Sujetadores y de Potenciafragozo8Pas encore d'évaluation
- Aleaciones de AluminioDocument20 pagesAleaciones de AluminioSaulo TrejoPas encore d'évaluation
- Consulta Historia de La SoldaduraDocument5 pagesConsulta Historia de La SoldaduraGustavo PomaqueroPas encore d'évaluation
- Apunte de Trazado y Afilado TallerDocument16 pagesApunte de Trazado y Afilado TallerignacioPas encore d'évaluation
- Alineamiento de Maquinas - Parte 1°Document78 pagesAlineamiento de Maquinas - Parte 1°Jorge Checmapocco FigueroaPas encore d'évaluation
- Tesis UPV3177Document346 pagesTesis UPV3177Peter McMuffinPas encore d'évaluation
- RodamientosDocument21 pagesRodamientosJesusPas encore d'évaluation
- Test Mecánica IndustrialDocument3 pagesTest Mecánica IndustrialJosep Lluís Marrugat ViñaPas encore d'évaluation
- Mecanico de Maquinas Herramientas MMHDDocument67 pagesMecanico de Maquinas Herramientas MMHDJo AcPas encore d'évaluation
- Manual para El Rectificado-2-55-4-54Document51 pagesManual para El Rectificado-2-55-4-54ALEJANDRO BERNAL SALAMANCAPas encore d'évaluation
- GD&T and DatumDocument15 pagesGD&T and DatumHeber182100% (2)
- ROSCASDocument9 pagesROSCASKARIPas encore d'évaluation
- Torneado CónicoDocument12 pagesTorneado Cónicocamino8888100% (3)
- Circuitos Electricos de Automatizacion 304Document21 pagesCircuitos Electricos de Automatizacion 304jhoar1987Pas encore d'évaluation
- Formulario QuimicaDocument55 pagesFormulario QuimicapepicowayPas encore d'évaluation
- Metrologia Del TallerDocument30 pagesMetrologia Del TallerFelix Lowis RPas encore d'évaluation
- 01 Guía TP FresadoDocument14 pages01 Guía TP FresadoAlejandro AltamiranoPas encore d'évaluation
- Universidad de MagallanesDocument19 pagesUniversidad de Magallanessole carPas encore d'évaluation
- Ajustes y ToleranciasDocument50 pagesAjustes y ToleranciasRodolfo Zuñiga RetanaPas encore d'évaluation
- Ajustes 0001... Diseño UigvDocument39 pagesAjustes 0001... Diseño UigvErik EncPas encore d'évaluation
- Ajustes y ToleranciasDocument39 pagesAjustes y ToleranciasEduardo SipionPas encore d'évaluation
- Ajuste AdecuadoDocument39 pagesAjuste AdecuadoKevin Menndoza RamirezPas encore d'évaluation
- Tipos de Tolerancias YAjustes SOLISDocument12 pagesTipos de Tolerancias YAjustes SOLISErick SolisPas encore d'évaluation
- ToleranciaDocument68 pagesToleranciaMonica Yuvixa MatamorosPas encore d'évaluation
- Tolerancia y Ajuste - Dibujo de MaquinasDocument16 pagesTolerancia y Ajuste - Dibujo de MaquinasOrosioAndrés100% (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208D'EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Évaluation : 4 sur 5 étoiles4/5 (1)
- Venga Tu ReinoDocument3 pagesVenga Tu ReinopabloPas encore d'évaluation
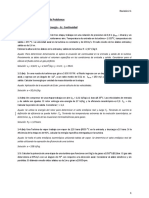
- Problemas Turbomaquinas Clase 18Document10 pagesProblemas Turbomaquinas Clase 18pabloPas encore d'évaluation
- Programa de Piano Superior I A IV PDFDocument16 pagesPrograma de Piano Superior I A IV PDFpabloPas encore d'évaluation
- TPs TurboDocument139 pagesTPs TurbopabloPas encore d'évaluation
- Metrología para No-Metrólogos - LongitudesDocument39 pagesMetrología para No-Metrólogos - Longitudespablo0% (1)
- AM3 Murmis TP1 - Ej. 12.7Document3 pagesAM3 Murmis TP1 - Ej. 12.7pabloPas encore d'évaluation
- AM3 Murmis TP1 - Ej. 18Document3 pagesAM3 Murmis TP1 - Ej. 18pabloPas encore d'évaluation
- Tecnologia de Mecanica 1Document100 pagesTecnologia de Mecanica 1Arnaldo Carlos Guevara TicllaPas encore d'évaluation
- AM3 Murmis TP1 - Ej. 10Document5 pagesAM3 Murmis TP1 - Ej. 10pabloPas encore d'évaluation
- Formas Cuadraticas Apunte de MancillaDocument24 pagesFormas Cuadraticas Apunte de MancillapabloPas encore d'évaluation
- Ecuaciones Diferenciales Lineales Apunte de MancillaDocument35 pagesEcuaciones Diferenciales Lineales Apunte de MancillaAlan RinaldiPas encore d'évaluation
- Desigualdad de Cauchy-Schwarz Apunte de MancillaDocument2 pagesDesigualdad de Cauchy-Schwarz Apunte de MancillapabloPas encore d'évaluation
- Ejercicios Estabilidad II Geometria de Las Masas y Diagramas de CaracteristicasDocument4 pagesEjercicios Estabilidad II Geometria de Las Masas y Diagramas de CaracteristicaspabloPas encore d'évaluation
- Resumen Economia 1er Parcial FIUBADocument21 pagesResumen Economia 1er Parcial FIUBApabloPas encore d'évaluation
- ABC, Implementación Del ABC, JITDocument27 pagesABC, Implementación Del ABC, JITLissettAyalaPas encore d'évaluation
- Contexto SocialDocument4 pagesContexto SocialAdrian Pacheco CPas encore d'évaluation
- SC. Resumen Limites A La Modificacion Del Contrato EstatalDocument7 pagesSC. Resumen Limites A La Modificacion Del Contrato EstatalNatalia Torres MurciaPas encore d'évaluation
- Guía Práctica #14Document14 pagesGuía Práctica #14Mitssy Navarro Quispe25% (8)
- Informe de Pasantias Corpoelec 2020-1Document44 pagesInforme de Pasantias Corpoelec 2020-1francisco rengifo100% (1)
- Algoritmo BackPropagationDocument4 pagesAlgoritmo BackPropagationisraaelmelchorPas encore d'évaluation
- Llamada SOAP de NodeDocument3 pagesLlamada SOAP de NodeeliezerPas encore d'évaluation
- Vocabulario TecnicoDocument3 pagesVocabulario TecnicoIancarlos RamirezPas encore d'évaluation
- 2DO EXAMEN PARCIAL DE AUDITORÍA - Gordicz - Palmieri (Página 3 de 4)Document4 pages2DO EXAMEN PARCIAL DE AUDITORÍA - Gordicz - Palmieri (Página 3 de 4)Eliana GutierrezPas encore d'évaluation
- Taller Facturacion ElectronicaDocument6 pagesTaller Facturacion Electronicaluisa fernanda garcia sabogalPas encore d'évaluation
- AC-121-22C - RESUMEN - Circular ObligatoriaDocument3 pagesAC-121-22C - RESUMEN - Circular ObligatoriaRicardo Hernandez Lopez100% (1)
- Rubrica para Evaluar La Campaa de Prevencin de Riesgo de AccidentesDocument2 pagesRubrica para Evaluar La Campaa de Prevencin de Riesgo de Accidentesapi-254627273100% (1)
- Cap 1Document10 pagesCap 1Jorge CordobaPas encore d'évaluation
- Proyecto Innovacion 2018Document8 pagesProyecto Innovacion 2018Bruno Beltran0% (1)
- Evolución Del Concepto Del PlaneamientoDocument8 pagesEvolución Del Concepto Del PlaneamientoCesar Andres Apaza MenesesPas encore d'évaluation
- Cultivos Tolerantes Al BoroDocument5 pagesCultivos Tolerantes Al BoroLitman Ramos OrtegaPas encore d'évaluation
- Infografía Historia Clínica GA3-230101280-AA1-EV02Document5 pagesInfografía Historia Clínica GA3-230101280-AA1-EV02gloria pizarroPas encore d'évaluation
- Comparacion de PreciosDocument4 pagesComparacion de PreciosRicardo VásquezPas encore d'évaluation
- Embargo Inmobiliario Abreviado.Document3 pagesEmbargo Inmobiliario Abreviado.Jaisel RomanPas encore d'évaluation
- Uso Del Propensity Score Jubc PDFDocument40 pagesUso Del Propensity Score Jubc PDFXIOMARAramosPas encore d'évaluation
- Actividad Cap 3 PDFDocument10 pagesActividad Cap 3 PDFalaitz2905Pas encore d'évaluation
- Banco de Programas y Proyectos de Inversión en ColombiaDocument4 pagesBanco de Programas y Proyectos de Inversión en Colombiasebastian arenasPas encore d'évaluation
- 000-Etiquetas InventarioDocument2 pages000-Etiquetas InventarioJuan David Zapata ValenciaPas encore d'évaluation
- Universidad de San Carlos de Guatemala Facultad de Ciencias Jurídicas Y SocialesDocument102 pagesUniversidad de San Carlos de Guatemala Facultad de Ciencias Jurídicas Y SocialesFrancisco José Espigares LuarcaPas encore d'évaluation
- 1.2 Similitudes y Diferencias Entre Sistemas de Producción y de Servicios.Document6 pages1.2 Similitudes y Diferencias Entre Sistemas de Producción y de Servicios.Jose alejandro jdnPas encore d'évaluation
- Caratula Instituto Tecnológico Iii-IiDocument6 pagesCaratula Instituto Tecnológico Iii-IiRamiro MarcaPas encore d'évaluation
- Inta El Cultivo Del Nogal en Climas Templado FriosDocument120 pagesInta El Cultivo Del Nogal en Climas Templado Friosangelica100% (1)
- Acta de Operacion y MantenimientoDocument2 pagesActa de Operacion y MantenimientoPaul Quisan JulPas encore d'évaluation
- Exposicion Nia 701Document7 pagesExposicion Nia 701manuel chaconPas encore d'évaluation
- Modificación de Bases Del Concurso Foniprel 2015Document94 pagesModificación de Bases Del Concurso Foniprel 2015Yusoff Blanco HuacaniPas encore d'évaluation