Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Clear Burn - E - BrochureDocument21 pagesClear Burn - E - BrochureRamandeep SinghPas encore d'évaluation
- DokaDocument23 pagesDokaKarthik U WCFAPas encore d'évaluation
- Quicseal Fabric: DescriptionDocument2 pagesQuicseal Fabric: DescriptionJet ToledoPas encore d'évaluation
- Makita Accessories Catalogue 2022 23Document234 pagesMakita Accessories Catalogue 2022 23Hadi Santoso100% (1)
- Flowserve Durco CatalogDocument36 pagesFlowserve Durco CatalogbryandownPas encore d'évaluation
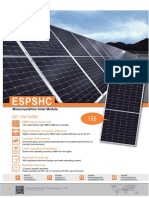
- Datasheet of ESPSHC 410-450 (166x166)Document2 pagesDatasheet of ESPSHC 410-450 (166x166)Engetaic engenhariaPas encore d'évaluation
- OrthogonalDocument4 pagesOrthogonalGuan Ni YeoPas encore d'évaluation
- Pyrolysis Presentation - PPTM (Autosaved) .PPTMDocument13 pagesPyrolysis Presentation - PPTM (Autosaved) .PPTMSoul LyricsPas encore d'évaluation
- Anugrah Raya: Shear ConnectorDocument6 pagesAnugrah Raya: Shear ConnectordedePas encore d'évaluation
- R600 enDocument10 pagesR600 enGinoGuanPas encore d'évaluation
- Bill of QuantitiesDocument18 pagesBill of QuantitiesMohd ShahrizanPas encore d'évaluation
- Long Life Bearing Series: CAT - NO.199EDocument5 pagesLong Life Bearing Series: CAT - NO.199EJhefferson FreitasPas encore d'évaluation
- PTC Thermistors As Limit Temperature Sensors PDFDocument11 pagesPTC Thermistors As Limit Temperature Sensors PDFmarckalhiPas encore d'évaluation
- High Density Polyethylene - HDPE - Pipe and FittingsDocument8 pagesHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusPas encore d'évaluation
- IGCSE Chemistry DefinitionsDocument5 pagesIGCSE Chemistry DefinitionsTanmay Karur100% (1)
- UNF ThreadDocument4 pagesUNF ThreadMUUTHUKRISHNANPas encore d'évaluation
- E FSS5 Attm3 Tooling-manual-Lathe Rev1 090330 PDFDocument9 pagesE FSS5 Attm3 Tooling-manual-Lathe Rev1 090330 PDFonnoPas encore d'évaluation
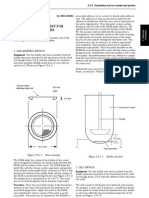
- 2.9.4. Dissolution Test For Transdermal PatchesDocument3 pages2.9.4. Dissolution Test For Transdermal PatchesSandeep KumarPas encore d'évaluation
- ASTM D3359-17 - Adhesion TestDocument9 pagesASTM D3359-17 - Adhesion TestAizacPas encore d'évaluation
- Coupling Inspection SOP GSE FinalDocument11 pagesCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- ARB220CW Tech SheetDocument2 pagesARB220CW Tech SheetJohn TrippPas encore d'évaluation
- Spent Caustic Treatment Options-Saudi AramcoDocument20 pagesSpent Caustic Treatment Options-Saudi Aramcoonizuka-t22630% (1)
- NSL Monobl EngDocument27 pagesNSL Monobl EngLuis Quintana GodoyPas encore d'évaluation
- Dow Therm J SpecificationsDocument28 pagesDow Therm J SpecificationsClintronicPas encore d'évaluation
- Randhol - Ensuring Well Integrity in Connection With CO2 InjectionDocument59 pagesRandhol - Ensuring Well Integrity in Connection With CO2 InjectionLauren AndersonPas encore d'évaluation
- 2016good and ImportantDocument4 pages2016good and ImportantMahdi koolivandPas encore d'évaluation
- Drveni Zidovi PDFDocument35 pagesDrveni Zidovi PDFMartinJankovićPas encore d'évaluation
- Typical Exchanger & Reboiler Piping-BNDocument12 pagesTypical Exchanger & Reboiler Piping-BNManan100% (2)
- Blast Stove ModelDocument2 pagesBlast Stove Modelnag_akPas encore d'évaluation
- 100 Ways To Save The EnvironmentDocument3 pages100 Ways To Save The EnvironmentSarvesh JaiswalPas encore d'évaluation