Vous aimerez peut-être aussi
- Hydroelectric Power Plants Mechanical DesignDocument124 pagesHydroelectric Power Plants Mechanical DesignnoxleekPas encore d'évaluation
- Aa 036322 001Document1 pageAa 036322 001petronashscribdidPas encore d'évaluation
- Aa 036531 001Document1 pageAa 036531 001narutothunderjet2160% (1)
- DPWHDocument8 pagesDPWHleovorigPas encore d'évaluation
- A Proposed Mixed-Use Development: I. Structural Design CriteriaDocument28 pagesA Proposed Mixed-Use Development: I. Structural Design CriteriaAnonymous sOSxA7SPas encore d'évaluation
- Electrical Engineering PortalDocument25 pagesElectrical Engineering Portalraul_bsuPas encore d'évaluation
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- BOQ Jabalpur - 6 LotDocument15 pagesBOQ Jabalpur - 6 Lotvipinkr_2000Pas encore d'évaluation
- Britt Support Cat 9710Document47 pagesBritt Support Cat 9710Jim SkoranskiPas encore d'évaluation
- Aa 036007 001Document1 pageAa 036007 001narutothunderjet216Pas encore d'évaluation
- All-in-One Manual of Industrial Piping Practice and MaintenanceD'EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pipe Support FluorDocument79 pagesPipe Support FluorWaldomiroCano100% (8)
- Strategic Mine Planning Integrating Computer Software, Simulation, and Social ResponsibilityDocument66 pagesStrategic Mine Planning Integrating Computer Software, Simulation, and Social ResponsibilityLuis BPas encore d'évaluation
- Butterfly ValveDocument14 pagesButterfly ValveSingSareblakKanaManahPas encore d'évaluation
- 312 Curtain WallDocument78 pages312 Curtain WallkalidindivenkatarajuPas encore d'évaluation
- Spec (1) .11 KV Rocking Type Tpgo IsolatorDocument7 pagesSpec (1) .11 KV Rocking Type Tpgo Isolatorarindam90Pas encore d'évaluation
- The Estimation of Slag PropertiesDocument56 pagesThe Estimation of Slag PropertiesnoxleekPas encore d'évaluation
- Pipe Span Without Point LoadsDocument36 pagesPipe Span Without Point Loadsbakelly100% (4)
- Frequency List For Biblical Hebrew PDFDocument45 pagesFrequency List For Biblical Hebrew PDFnoxleekPas encore d'évaluation
- Concrete Blocking For Convex Vertical Bends Concrete Thrust Blocking (Horizontal)Document10 pagesConcrete Blocking For Convex Vertical Bends Concrete Thrust Blocking (Horizontal)chithirai10Pas encore d'évaluation
- Manhole Cover DavitsDocument4 pagesManhole Cover Davitsmetasoniko2014100% (1)
- How To Implement The Effective Daily Management and VisualizationDocument70 pagesHow To Implement The Effective Daily Management and VisualizationanandPas encore d'évaluation
- Entire Design of Hydroelectric Power Plant StructureDocument53 pagesEntire Design of Hydroelectric Power Plant StructureLTE002Pas encore d'évaluation
- Pipe Reinforcing at SupportDocument12 pagesPipe Reinforcing at SupportSeungmin Paek100% (3)
- Scope of WorkDocument8 pagesScope of WorkGlenda CambelPas encore d'évaluation
- 220KV Line Spare ListDocument30 pages220KV Line Spare ListUmamaheshwarrao VarmaPas encore d'évaluation
- RYCO Product Technical Manual 2019Document520 pagesRYCO Product Technical Manual 2019Alok MishraPas encore d'évaluation
- Elevator Shaft VentilationDocument2 pagesElevator Shaft VentilationRachel Dollison100% (2)
- The Austrian Practice of Conventional Tunnelling: Gaps With Lining Stress ControllersDocument85 pagesThe Austrian Practice of Conventional Tunnelling: Gaps With Lining Stress ControllersKurt Cargo100% (4)
- PART 5 Meter Exim BatasDocument64 pagesPART 5 Meter Exim BatasAzis Nurrochma WardanaPas encore d'évaluation
- Keerthi Rohit Seelamsetty HCM ProfileDocument7 pagesKeerthi Rohit Seelamsetty HCM ProfilekrishnaPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument4 pagesPdvsa: Engineering Design ManualnoxleekPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument4 pagesPdvsa: Engineering Design ManualnoxleekPas encore d'évaluation
- Manual Ecoflux en - KrohneDocument14 pagesManual Ecoflux en - Krohnemmihai_popa2006Pas encore d'évaluation
- SRTDocument3 pagesSRTDaniel SamokovliaPas encore d'évaluation
- Spirax Sarco Commissioning Strainer 1Document3 pagesSpirax Sarco Commissioning Strainer 1swaraj4uPas encore d'évaluation
- Another DWG of Vessel No 3Document1 pageAnother DWG of Vessel No 3Nomi KhanPas encore d'évaluation
- Pyrotenax Cable Terminations & GlandsDocument12 pagesPyrotenax Cable Terminations & GlandsShameel PtPas encore d'évaluation
- Checklist QualityDocument14 pagesChecklist QualityCheeragPas encore d'évaluation
- Datasheet Amt102 EncoderDocument8 pagesDatasheet Amt102 EncoderPablo Davila100% (1)
- Notes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04Document1 pageNotes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04aamirsaddiqPas encore d'évaluation
- BB3000 Line Boring MachineDocument8 pagesBB3000 Line Boring MachineadnyaPas encore d'évaluation
- Lifting Eye Blind: NotesDocument1 pageLifting Eye Blind: Notesnarutothunderjet216Pas encore d'évaluation
- Tightening TorqueDocument6 pagesTightening TorqueShirish100% (1)
- Gas and Electric Dryer: Product Model Numbers WED8000D, WED8500D, WGD8000D, WGD8500D, WED8700E, WGD8700EDocument2 pagesGas and Electric Dryer: Product Model Numbers WED8000D, WED8500D, WGD8000D, WGD8500D, WED8700E, WGD8700Efghsda123000Pas encore d'évaluation
- Austin CatalogueDocument29 pagesAustin CatalogueJoshua BerryPas encore d'évaluation
- MS 01 179Document12 pagesMS 01 179Billy ZununPas encore d'évaluation
- Da 950068 002 PDFDocument1 pageDa 950068 002 PDFpremPas encore d'évaluation
- Bit Assortment: Art. No. 0614 250 300Document1 pageBit Assortment: Art. No. 0614 250 300geopaok165Pas encore d'évaluation
- PipelineDocument3 pagesPipelineKrystle FlowersPas encore d'évaluation
- FLOW SWITCH FS10-C SERIES Installation InstructionsDocument2 pagesFLOW SWITCH FS10-C SERIES Installation InstructionsWattsPas encore d'évaluation
- WATTS TYPE NEMA 4X FS20 FLOW SWITCH Installation InstructionsDocument2 pagesWATTS TYPE NEMA 4X FS20 FLOW SWITCH Installation InstructionsWattsPas encore d'évaluation
- Grooved Pins Technical SpecsDocument8 pagesGrooved Pins Technical Specsjagan_san10Pas encore d'évaluation
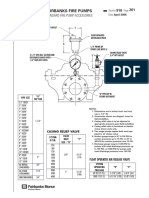
- Fire Pump AccessoriesDocument23 pagesFire Pump AccessoriesMuhammad ArslanPas encore d'évaluation
- 1MRK513003-BEN C en Connection and Installation Components COMBIFLEXDocument30 pages1MRK513003-BEN C en Connection and Installation Components COMBIFLEXthomaswangkoroPas encore d'évaluation
- Manual Lubrication SystemsDocument10 pagesManual Lubrication SystemschekuswekuPas encore d'évaluation
- Tyler Union CatalogDocument65 pagesTyler Union Catalognjsmith5Pas encore d'évaluation
- Re 48110Document8 pagesRe 48110lizbethdiosesPas encore d'évaluation
- C 107 Pulley Catalog 11 05 LowDocument42 pagesC 107 Pulley Catalog 11 05 LowMauricio MpintoPas encore d'évaluation
- PL 008748Document10 pagesPL 008748ronaldxmenPas encore d'évaluation
- AM3KA539 Combined Depth/Tension Measurement Device: With Low Voltage Tension AmplifierDocument27 pagesAM3KA539 Combined Depth/Tension Measurement Device: With Low Voltage Tension AmplifierDiego CorderoPas encore d'évaluation
- PVC Pipe Visit Our Web-Site:: Black Steel Pipe Stainless Steel PipeDocument1 pagePVC Pipe Visit Our Web-Site:: Black Steel Pipe Stainless Steel Pipejose240371Pas encore d'évaluation
- Notes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04Document1 pageNotes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04aamirtec301Pas encore d'évaluation
- Pipe Burner InformationDocument2 pagesPipe Burner Informationsafald0% (1)
- CNHDocument196 pagesCNHViktorPas encore d'évaluation
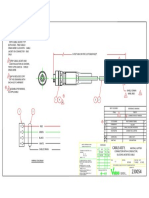
- Conector Viatran 4 Pines JupiterDocument1 pageConector Viatran 4 Pines JupiterJunior Francisco QuijanoPas encore d'évaluation
- Subject: Design: CHD: Client:: One-WayDocument3 pagesSubject: Design: CHD: Client:: One-WayIlmtalabPas encore d'évaluation
- Submittal73 74Document2 pagesSubmittal73 74Sushant GuptaPas encore d'évaluation
- All Business.: 320D/320D L Hydraulic ExcavatorsDocument7 pagesAll Business.: 320D/320D L Hydraulic Excavatorsgarybc964Pas encore d'évaluation
- Armor-X 600v (4) SouthwireDocument3 pagesArmor-X 600v (4) SouthwireLuis RamirezPas encore d'évaluation
- Notepad++ Searching and ReplacingDocument9 pagesNotepad++ Searching and ReplacingnoxleekPas encore d'évaluation
- Illinois State Academic Plagiarism ActDocument2 pagesIllinois State Academic Plagiarism ActnoxleekPas encore d'évaluation
- Basketball Psychology and MathematicsDocument7 pagesBasketball Psychology and MathematicsnoxleekPas encore d'évaluation
- Growth of The Anterior Dental Arch in Black American ChildrenDocument9 pagesGrowth of The Anterior Dental Arch in Black American ChildrennoxleekPas encore d'évaluation
- Samples of Formatted References For Authors of Medical Journal ArticlesDocument12 pagesSamples of Formatted References For Authors of Medical Journal ArticlesnoxleekPas encore d'évaluation
- Samples of Formatted References For Authors of Medical Journal ArticlesDocument12 pagesSamples of Formatted References For Authors of Medical Journal ArticlesnoxleekPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument2 pagesPdvsa: Engineering Design ManualnoxleekPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument3 pagesPdvsa: Engineering Design ManualnoxleekPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument3 pagesPdvsa: Engineering Design ManualnoxleekPas encore d'évaluation
- Load CellDocument70 pagesLoad CellAmy AndersonPas encore d'évaluation
- Oracle®Solaris ZFSAdministration GuideDocument332 pagesOracle®Solaris ZFSAdministration GuideParashar SinghPas encore d'évaluation
- SHPB2012 Barras de Cromsteel PDFDocument24 pagesSHPB2012 Barras de Cromsteel PDFEdgar Rojas EspejoPas encore d'évaluation
- Epso Planning enDocument1 pageEpso Planning enyiotaliapiPas encore d'évaluation
- Makita Cat Resumido 15Document76 pagesMakita Cat Resumido 15Sergio PaPas encore d'évaluation
- Pro Railing 2017Document90 pagesPro Railing 2017Peter DavidsonPas encore d'évaluation
- Cost Reduction of A Diesel Engine Using The DFMA MethodDocument10 pagesCost Reduction of A Diesel Engine Using The DFMA MethodIng Raul OrozcoPas encore d'évaluation
- Engineering STEYR MOTORS DigitalDocument28 pagesEngineering STEYR MOTORS DigitalhakjinPas encore d'évaluation
- Tyler Scott - Professional PortfolioDocument7 pagesTyler Scott - Professional Portfolioapi-266320901Pas encore d'évaluation
- Collection of Maritime Press ClippingsDocument28 pagesCollection of Maritime Press ClippingsSorin SorinPas encore d'évaluation
- Enhancements List RVT 2015 UR5 ForR2Document6 pagesEnhancements List RVT 2015 UR5 ForR2Luca BrandiPas encore d'évaluation
- Critical Spares 3Document3 pagesCritical Spares 3mdkhandavePas encore d'évaluation
- Steel SolutionsDocument4 pagesSteel Solutionsgodzillafood100% (1)
- 14 Capacity AnalysisDocument84 pages14 Capacity AnalysisMehrozPas encore d'évaluation
- International Journal 'Glass Bottle Industry'Document20 pagesInternational Journal 'Glass Bottle Industry'Rikhi SobariPas encore d'évaluation
- List of Tools, Equipment and Materials For Assessment CenterDocument7 pagesList of Tools, Equipment and Materials For Assessment CenterVillamor NiezPas encore d'évaluation
- RECENT Engineer Hamza Akhtar's CVDocument2 pagesRECENT Engineer Hamza Akhtar's CVHamza Akhtar100% (1)
- Nebosh D GuideDocument2 pagesNebosh D GuideNorman AinomugishaPas encore d'évaluation
- Investor Presentation (Company Update)Document46 pagesInvestor Presentation (Company Update)Shyam SunderPas encore d'évaluation
- AS400 Job SchedulerDocument183 pagesAS400 Job Schedulerapi-27605687Pas encore d'évaluation
- F 19 Stealth Fighter PDFDocument2 pagesF 19 Stealth Fighter PDFSabrinaPas encore d'évaluation